I’m cutting simple shapes out of 2mm brass using a 2mm single flute tool. I notice that after about a depth of 1mm, when the tool goes down to the next depth of cut, it chatters at that point so to avoid damage, I stopped cutting.
I think I read somewhere that a lead in toolpath helps but how does one create this in CC? I don’t
use Fusion 360. Is there a better way to avoid this chatter?
Engraving Brass (CZ120 / CW608N) which has 2% lead added to it, or Free Machining Brass (CW614N / CZ121) which has 3% lead content are “lovely to machine".
353, 360 and 385 noted as suitable for machining on a CNC router: Brass with CNC router
Will, thanks for the info… I don’t know the type of brass unfortunately.
I’ve seen the videos you linked before and I cut thin sheets (0.5mm) quite
regularly without an issue. Most people use F360 so that works well for them.
Do you have any experience with Cambam? My limited understanding is it
can help with lead ins etc.
I think the solution is speeds & feeds & making sure the workpiece is very rigidly held down.
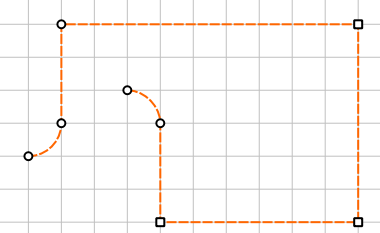
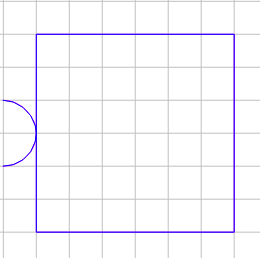
However, since the question came up I was able to create a profile path with lead in / lead out.
Caveat being it only works on contour path with no offset. And you have to be careful how you
construct the vector. I moved the left upper line away from it’s adjoining lower line to add the lead in & lead out, joined the whole vector, then moved the upper section back into alignment to assure they
were joined how I wanted them.