I mostly make guitars and angled guitar neck so most of my stock is 1.25 to 2” in depth. This means my operations always start with a lot of room between sweepy and the stock and chips go everywhere. My collection with my shop vac is essentially ineffective. I suppose I could split up my operations but that seems like a lot of work.
I’d like to get an actual dust collector (the small harbor freight one), so I’m just looking for some ideas on how to make this easier.
I have been cutting 1.75 deep. The Sweepy is good for flatter surfaces, but it will not dislodge chips. I have to manually keep an eye on it and clear with a standalone vacuum with a detail attachment that has a small inlet.
I do not have air assist. That may float the chips up enough so the Sweepy picks most of it up.
The key to most dust collection is CFM. The more air moving the more likely for it to suck up chips/dust. What are you currently using? I have a Jet 1500 CFM and get good dust collection. Depending on what is being cut there are chips that get loose but overall I am happy with my dust collection. The less CFM that is pulled the less dust that will get sucked up.
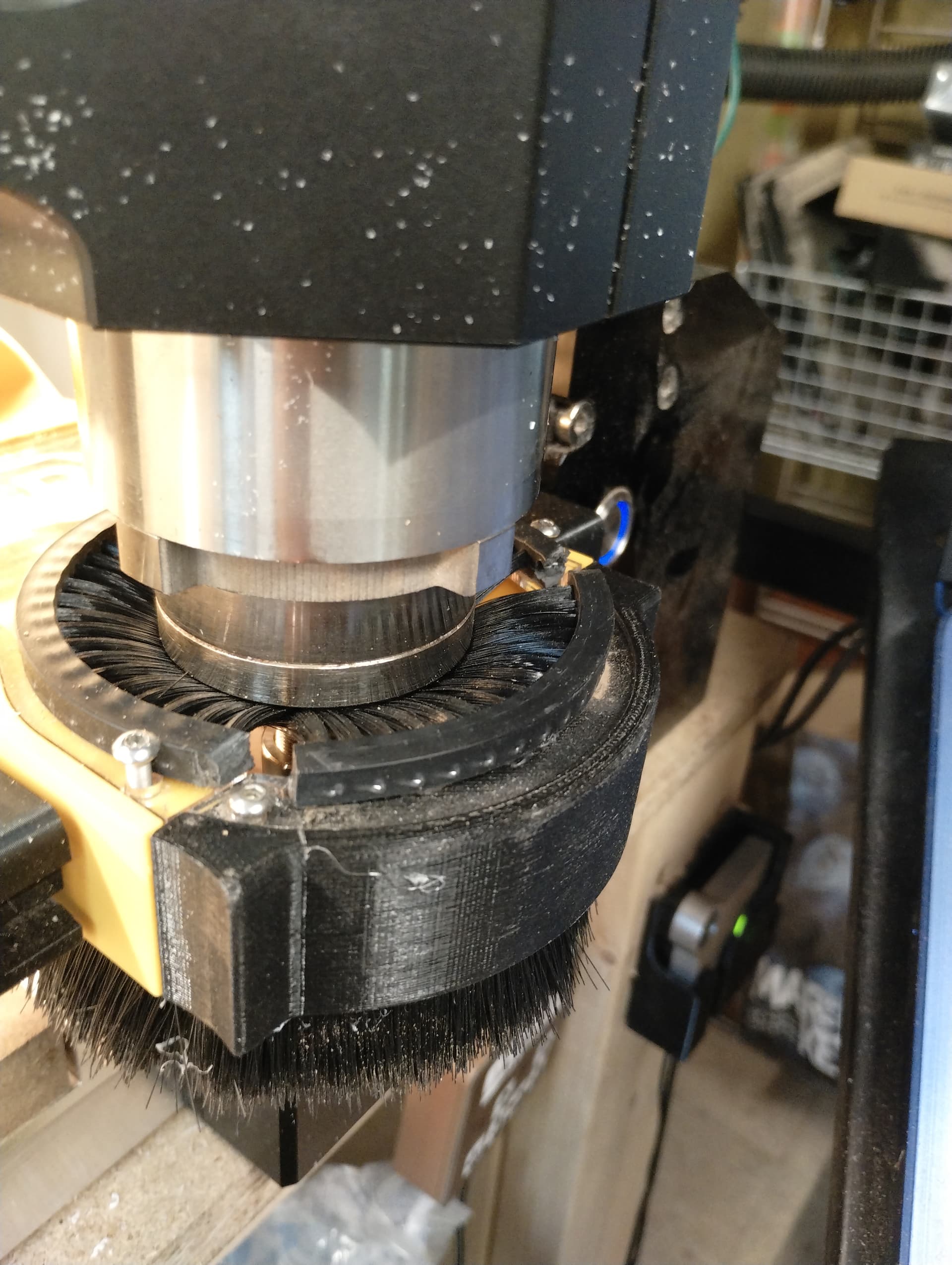
I think key is a Z-independent dust shoe.I use a Pwncnc dust boot V3.
I glued a circular brush around the router opening of that shoe, and the dust suction is concentrated much more to the stock instead of the opening for the spindle to dive in.
some years ago broke and I could use that circular brush for the improvement, it is almost impossible to get such a thing.
The Z-independent dust shoes have to have a wide opening where the spindle “dives” in what the ones attached to the spindle of course do not have. Narrowing that for the air flow improves the suction on the stock a lot!
If you have an HDM or S5Pro, the Sweepy Pro might work better for you as it’s Z independent. But channels that deep are going to be a pain to evacuate unless you have a wider channel like multiple countour paths and/or 3/8"-1/2" tooling. It might also help to have air blast dislodging the chips. That is likely to make a bigger mess though.
Agree with previous statements, it’s just really difficult for chips to get pull out of deep, narrow channels. There are a couple factors that can make this less of an issue though:
After you cut through the top half of your project, switch to an up-cutting endmill if you’ve been using a downcut. That will keep the fibers clean when you cut through the bottom of your wood, and will help auger up dust instead of compressing it down into the channels.
If you’re doing a contour cut around your part, consider creating an offset vector around your part to make a pocket wider than the endmill itself. That way you create a wider channel for airflow to move through, and space for an endmill to push aside compacted dust. Takes a little bit more time, but if it improves reliability (especially unattended), that can be a big win. This is particularly important with aluminum machining IMO.