I took the first method (roundover defined as vbit) to my Shapeoko 3 today.
After running through some tests here are the settings that I am going to start with.

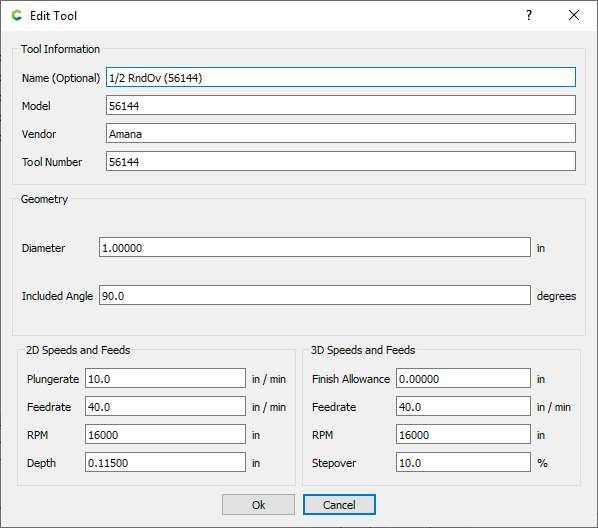
For the Amana 56144 1/2 Roundover
The stepover is setup so it takes 5 passes to cut down 0.5 inch, but not in equal 0.1 increments. With these roundover bits it’s the last pass that removes the most material. So I ended up using a 0.115 depth, so after 4 passes there is only 0.04 left to cut for the 5th pass.
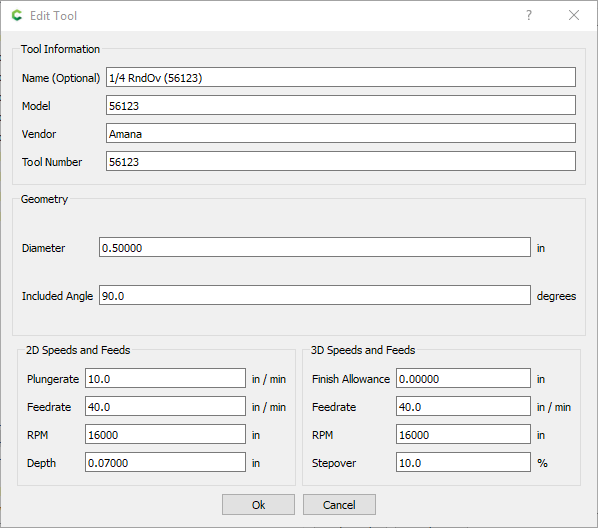
For the Amana 56123 1/4 Roundover
The stepover is setup so it takes 4 passes to cut down 0.25 inch, but not in equal 0.0625 increments. I’m going to use 0.07 depth, so after 3 passes there is only 0.04 left to cut for the 4th pass.
For the Amana 56125 1/8 Roundover
My opinion is that you should save your money and skip this bit. The tip on this broke off using a 1/32 depth of cut. Maybe I just wasn’t lucky, but I’ll be using a 90 degree vbit and chamfer the edge if I want to do something like a 1/8 roundover.