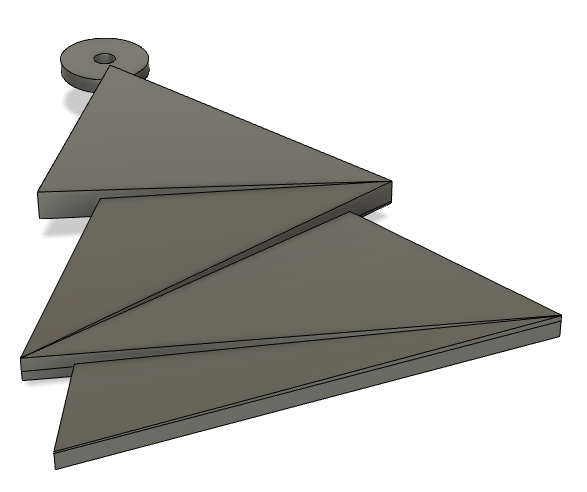
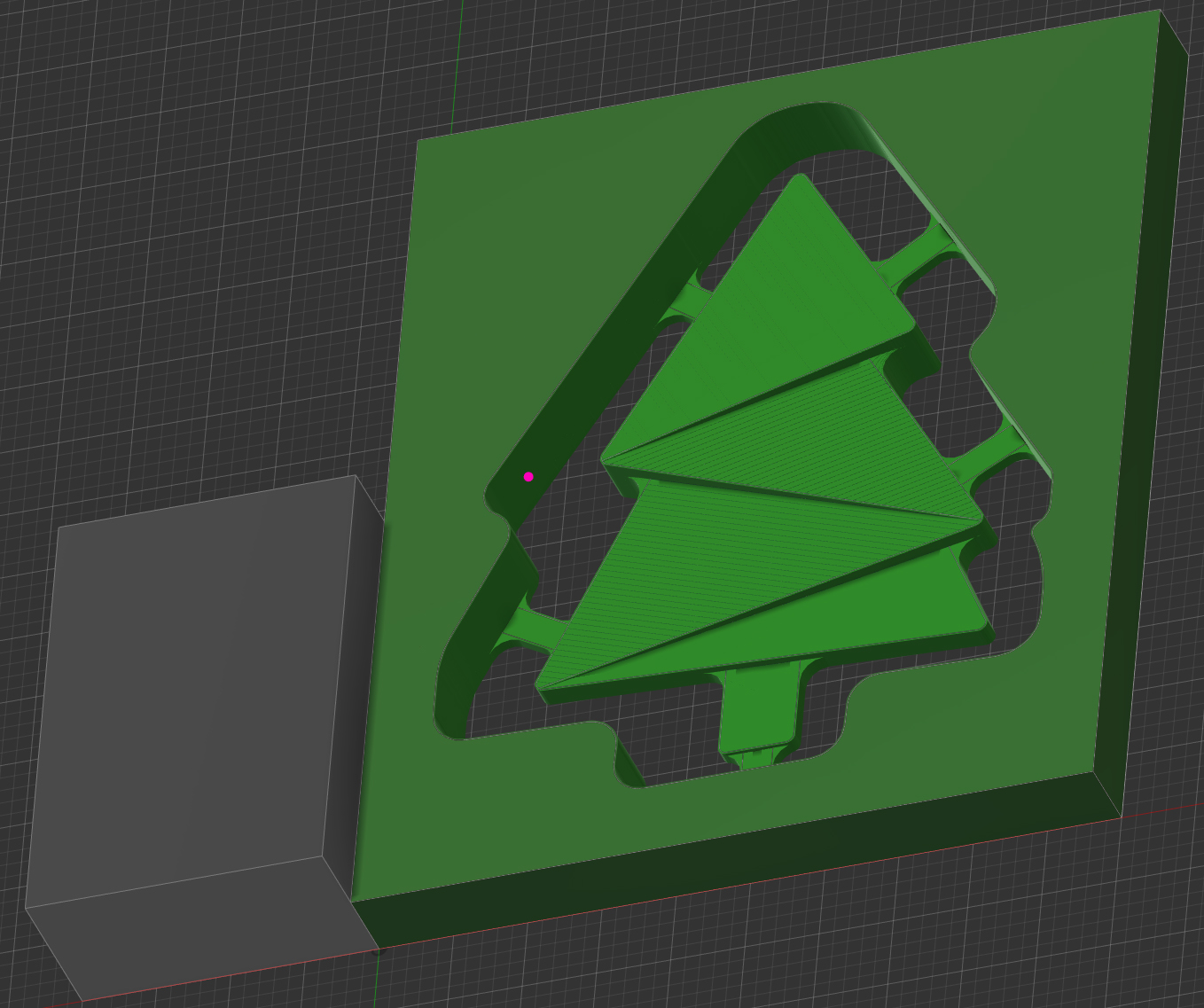
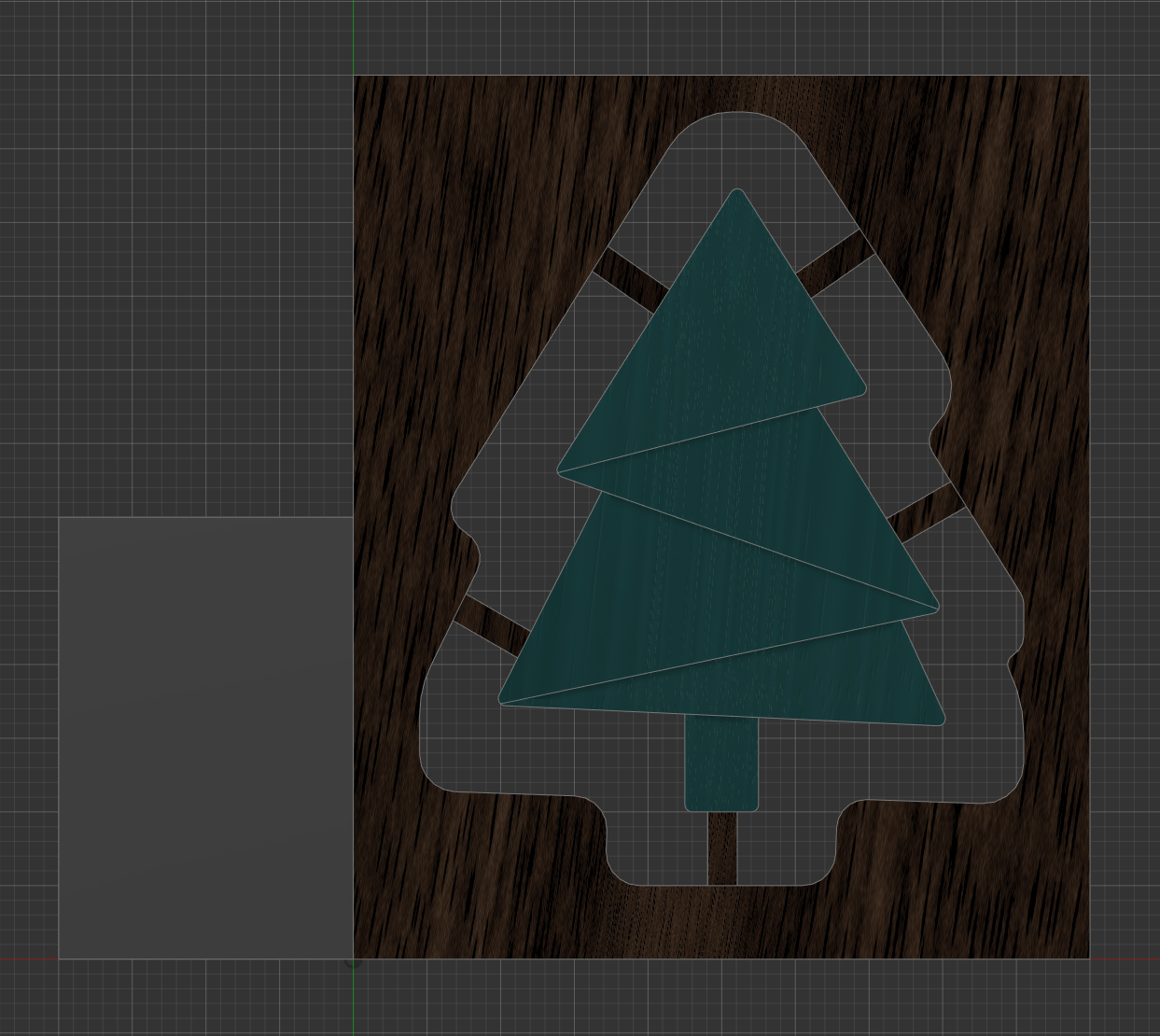
I’m trying to cut this Xmas tree-ish thing, it’s meant to look like one of those origami trees, but carved from wood. From the top it looks perfectly flat, but in fact each triangle is drafted slightly so it has depth. I’ve inserted a second image below so you can see the angles.
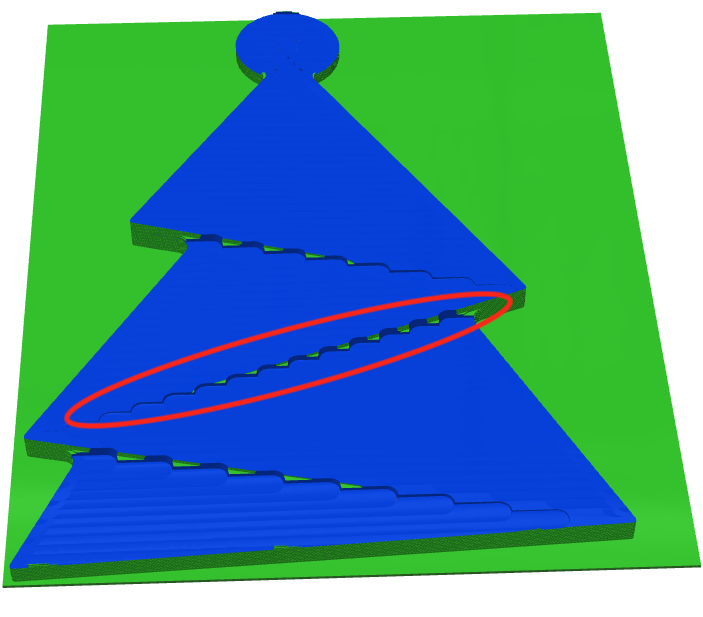
I’m running a 3d adaptive clearing pass, and then for cleanup I’m doing a parallel pass. It’s coming out fine except the edges of each triangle along the red lines in my image are not clean.
I’m trying to get fusion to do a pencil or contour pass (or whatever type of pass would be best) along the edges where I’ve drawn the red lines:
Fusion is being incredibly difficult about this and refusing to cooperate. Does anyone know how to make it follow a line? It’s driving me nuts.
thanks all!
EDIT:
Just to be clear, the issue is that when it’s done with the parallel pass, it’s leaving jagged lines there along the edges. How can I get it to clean those up? Any ideas?
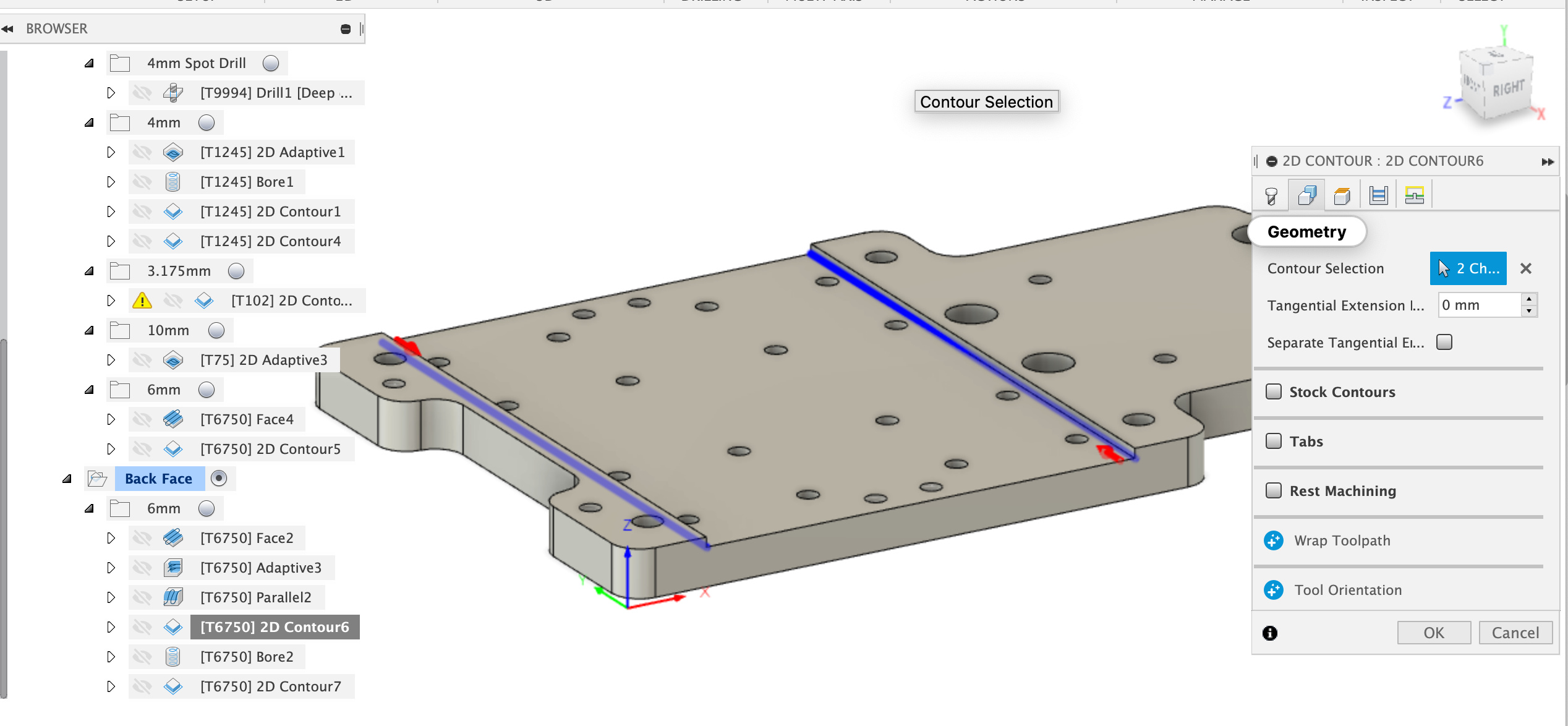
I would use a 2D contour and select the edge between the not-quite-horizontal and the vertical faces, that’s how I clean up the edge after a parallel leaves it wiggly. I specifically leave 0 axial and 0.5mm radial stock to leave on the parallel then come back with no stock to leave at all in the 2D contour.
I haven’t tried trace, but I’ll look at it, thanks!
The 2d contour doesn’t seem to work on my model. I’m starting to think the issue is with the model itself, possibly the walls of it are not actually vertical, which might explain some of the super weird things Fusion is doing. I’m going to remake it and try again.
Hi Mr Hume, if you keep having issues send the F3d file to my email, I will work on it for you asap. Then you can look at how I did it in your editor. I will PM my email.
Things I will need to know, do you have a 123 block and a 201 end mill? Stock Z, Z plus, or HDZ? Material type and dimensions?
Thanks
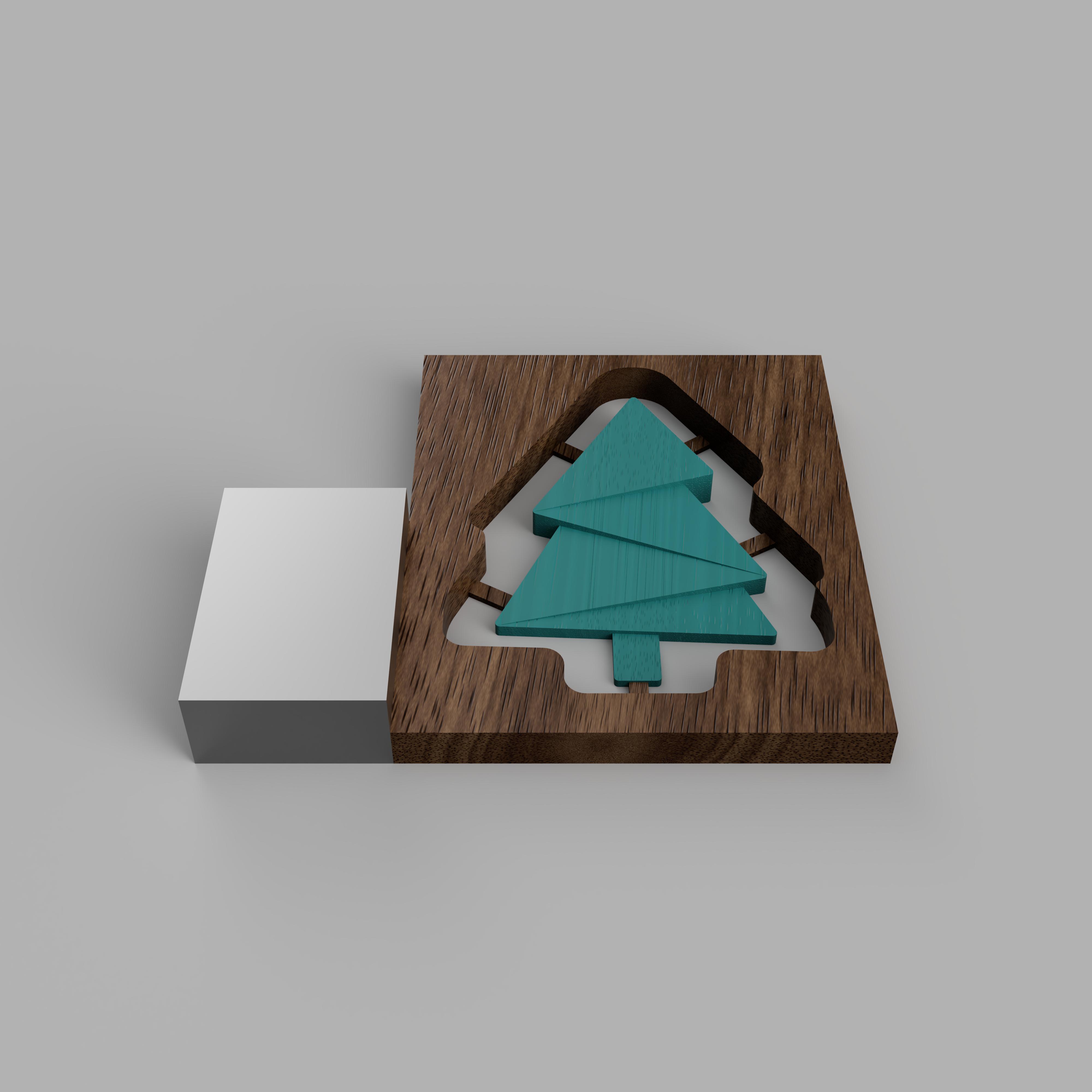
I went ahead and made a model and frame from looking at your photo. I did not make a tab or hole to hang it with, as I am not sure what size end mills you have. A small tab with a hole on top would be easy to edit in or just drill a top center hole.
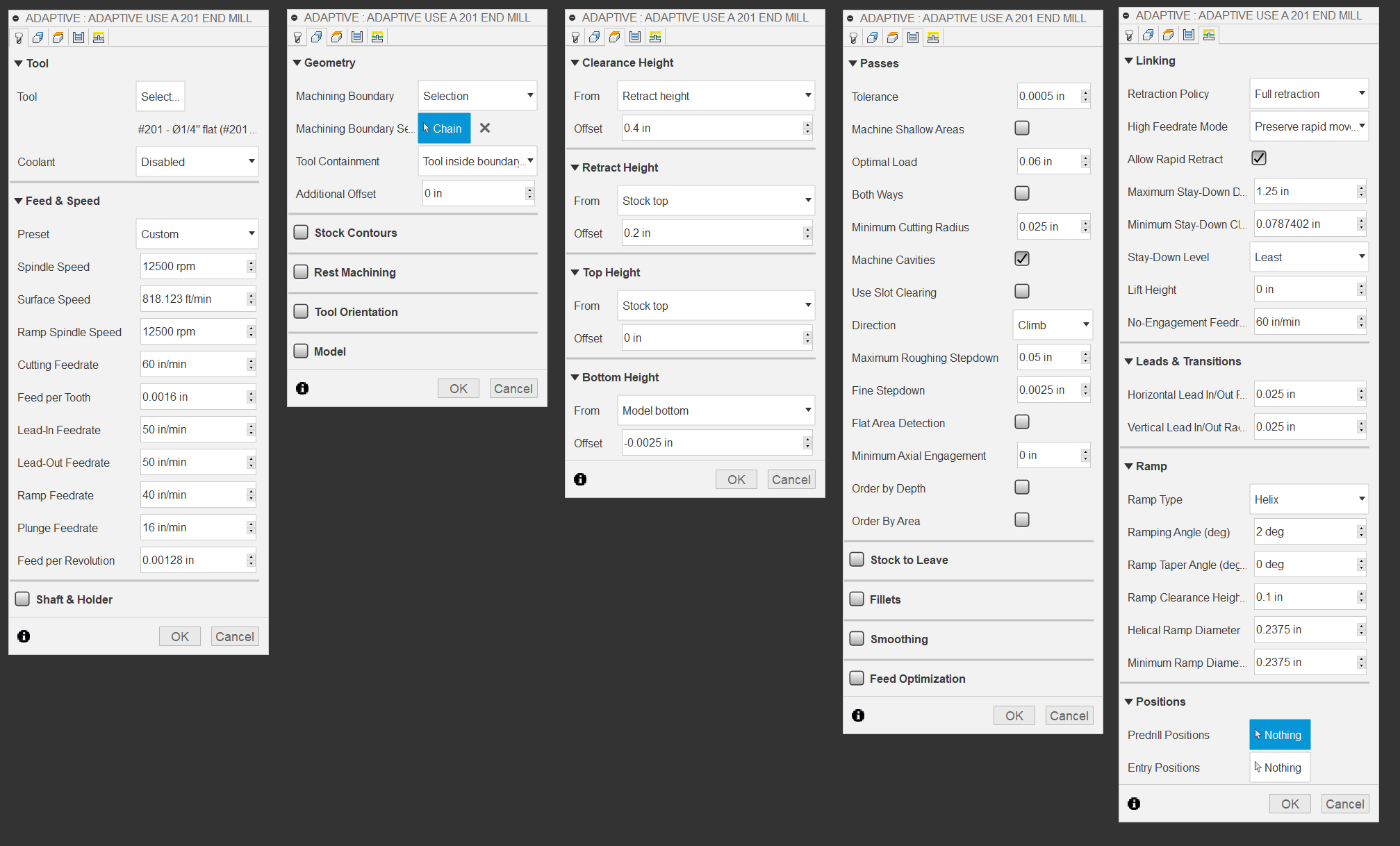
This is made for a 5" wide by 6" piece of hardwood, 1/2" thick. the model could be adjusted to save stock if needed. I used conservative settings not knowing what your setup is. This is setup for a 201 end mill. It would have sharper inside edges with a smaller tool and a second tool path.
I use a 123 block to probe with. I estimate my stock thickness and use the block for repeatable depth measurement. Once you probe from the block remove it from the spoilboard.
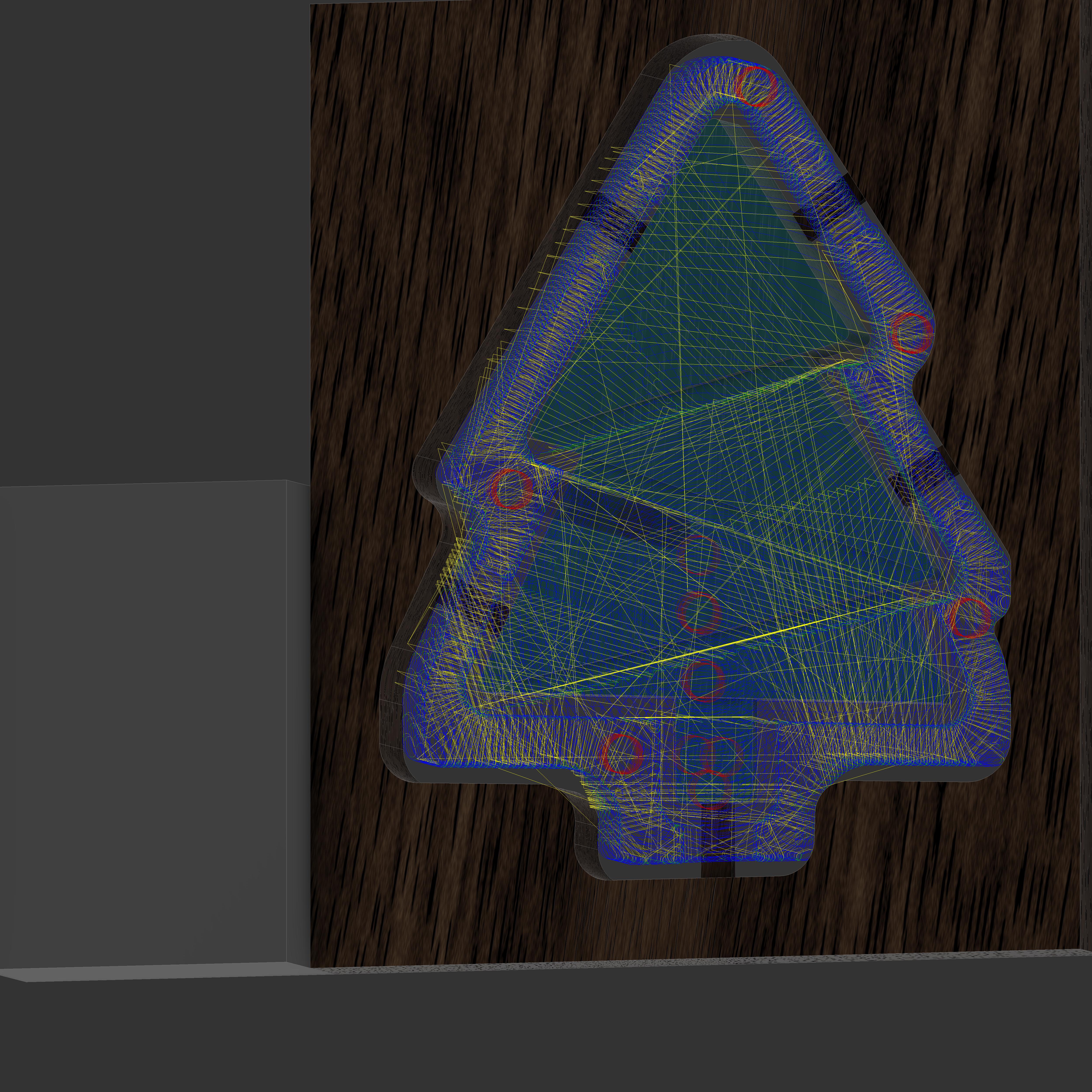
The operation is a reduced stress setting adaptive tool path. Fusion estimates it at 55 minutes. There is plenty of room to speed this up with more aggressive settings.
I set the tool path to cut .0025 below the bottom of the stock for a clean edge. You might want to put a piece of paper under the model and 123 block when probing to avoid scoring your spoilboard.
Depending on your material, the condition of the end mill and your desired amount of finishing work, more tool paths can be added if needed.
I can make any changes you need just let me know. Please simulate this and check for errors, and watch closely when carving. I would hate to have you crash your machine if I made a mistake. Fusion Model Link
WOW! Thank you very much indeed! This is really incredibly kind of you to do. I learned several things from looking through your file, including how to use a 123 block for the WCS - never occurred to me you could do that.
This will work very well, I really can’t thank you enough!