How do you set bit cutting parameters if using table as zero? Want cut design with v bit then cutout with end mill using table as zero not bottom of stock. Are there different height setting for v carve etc. Trying not to cut into waste board if possible. Thanks for any input.
in job setup you just need to set the zero to the bottom of stock and which ever corner you prefer.
You do need to ensure the Z thickness is measured and correct, and then just set up your v carve heights appropriately (use stock top unless youve also got a facing operation in there).
edit: Then you can do pockets/contour cuts etc and use the stock bottom and tabs if you desire
does that answer your question?
1 Like
Yes that is one of my questions. When I V carve do I put start at zero or do I put at stock thickness? And then do I contour same, start at stock thickness for cutout? Thanks
Start depth should be at 0, unless there’s a reason for it to be something else.
Max depth should be == to stock thickness, unless there’s a reason for it to be something else.
oh yeah I can see where this would be confusing, let me try again from the beginning.
so you zero the bit on the waste board, whatever method you choose, slip of paper, eye ball, bit zero etc.
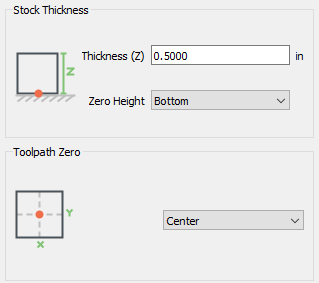
then you set up your project in motion to have zero height set to Bottom. making sure to set your material thickness(z) correctly to match your stock.
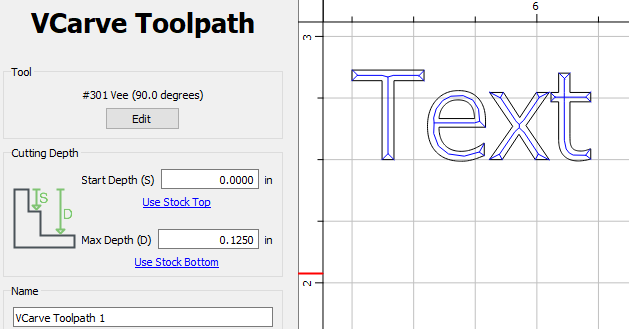
now when we start making toolpaths, look at the little diagram for cutting depth.
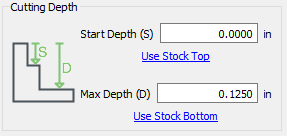
in this case start depth (s) (0.0000 in) is not the same thing as the machine Z zero we set to the wasteboard. Looking at the diagram the dimension S is the distance from the top of the stock thickness. If the only operation you’re doing is the v carve, you’ll want it to start at the stock Top.
Now for a contour path, you’ll want to start at the top and work your way down to the bottom. The "Use stock top and Stock bottom buttons can be leveraged here.
1 Like
This topic was automatically closed after 30 days. New replies are no longer allowed.