After more than a year, acting as a doorstop, and with help from some AWESOME folks on this forum, my XL is ALIVE at last!
Some minor tweaks are still needed:
Spindle sometimes runs off, full speed in random directions while jogging
Refuses to start a cut from Zero, even when all axes are (verified) as zero
Will begin cutting at a random area on every cut (even when repeating the exact, same project!)
In the middle of a job, the Z-axis will decide to bore straight to the antipode of Oregon and try to start a fire by the “friction method”. I won’t even leave this thing to visit the loo during a job. It does have a great safety feature in that it snaps off the offending fire starter. [snerk]
But, it is moving and I finally get to start asking really stupid questions. Thanks to everyone who helped and kept me from chucking the whole thing in the trash.
Glad you’re up and running, but those problems aren’t typical, and certainly not the experience we want folks to have.
Please let us know at support@carbide3d.com the specifics — instructions for repeating it, files in question, &c. and we’ll do our best to work things out with you.
I have to set the Zero X and Y axes at the farthest rear, left of the cutting surface, and when I hit “Run” it goes somewhere into the center-front of the cutting surface to begin. At some point (about 16% in) it decides to try boring a hole towards Singapore in the Indian Ocean.
I’m now stupid enough…with enough power, to do some serious damage. [insert diabolical and evil laugh here]
Trying to help but I know I’m not experienced enough, but… isn’t the x and y zero supposed to be set in the front and left of the machine bed or table and not the rear? I’ve found my system wandering randomly when I try to tell it to work outside of the working boundaries. Like maybe your zero is in the back and if the machine needs it in the front than are you working in a negative coordinate system ? If I sound confused which I may be, maybe your machine is also. I have found it to be very obeidient even when I’m wrong. Not that you are wrong, or is your zero wrong or am I wrong,or…sometimes there is a simple solution, hoping this is one of those times…Jude
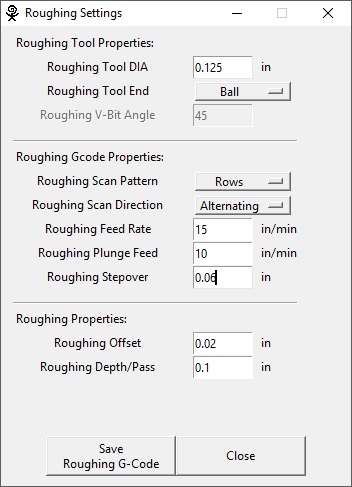
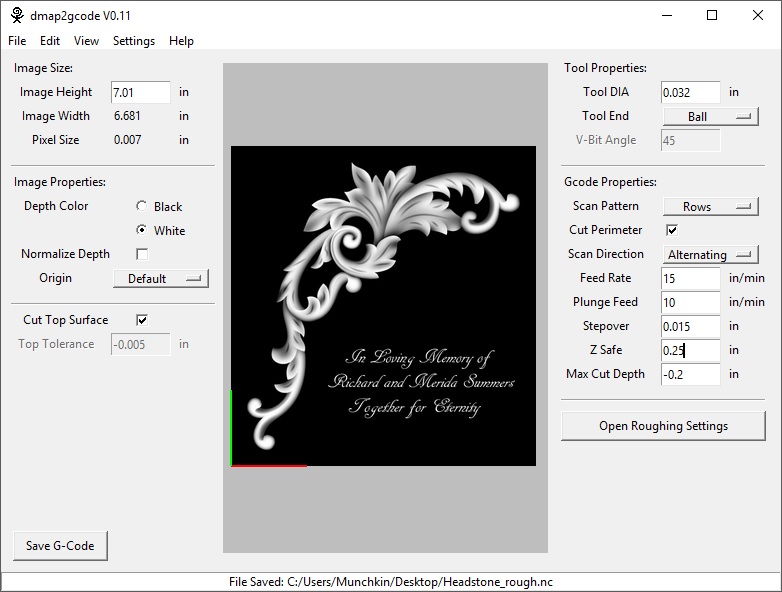
Yes to carbide motion. I need 3D rather than the 2.5D of Carbide Create, so I used dmap2gcode fto create the gcode the files. Feel free to try these files on your machine and see if they make your machine go into convulsions. If they do, then it is a software issue and I will be forced to go to 2.5D.
I really need to get this done before the passes get snowy. Yes, 102° tomorrow, but weather here can change in a heartbeat. You really don’t want to watch a half-paralyzed gimp on crutches trying to put on snow chains…it ain’t pretty.
You can set the origin wherever is appropriate for a given file — you just need to be consistent about it, and follow through when doing the balance of the setup.
I took a peek into the set-up and it looks like I can change to metric and alter the header codes. Do I need a substitute for the “G64”, or just delete it?
@WillAdams dude! You are a huge help…not just for me, but for everyone. You ever get out to Oregon, the first 10 microbrews are on me!
Yeah I think the misunderstanding is the idea that any program that creates g-code will intrinsically work on the machine. Unfortunately machines like this (and 3d printers and all that) are pretty ‘dumb’. The logic of creating the instructions is all done ahead of time in CAD/CAM software. On top of that not every machine supports every feature, so you end up in situations like this.
The software should be better, and the documentation should be better as well.
The biggest thing is to make no assumptions, and to test in small increments, note what works, and then document that and move on. Any problematic software or interface issues should be reported to support@carbide3d.com — the least which will happen is I’ll get them added to the wiki somewhere.
@WillAdams I hear ya. I’ve spent the week prior to first cut zeroing my Z-axis a few inches above the cutting surface and doing “air cutting”. That, more than anything else, has helped me to get “acquainted” with my new tool. I would recommend that to all new users prior to first cut. It won’t catch all errors, but should save a few bits. I’ve only broken one, but could have destroyed 20 by now otherwise.