I guess this is what you get for trying to bore a 4.2mm hole with a 4mm cutter through 10mm of 6082T6 Aluminium, must remember to pre-drill next time 

I think the edge has gone a bit dull…
I guess this is what you get for trying to bore a 4.2mm hole with a 4mm cutter through 10mm of 6082T6 Aluminium, must remember to pre-drill next time
I think the edge has gone a bit dull…
Wow… what was your spindle speed and feedrate?
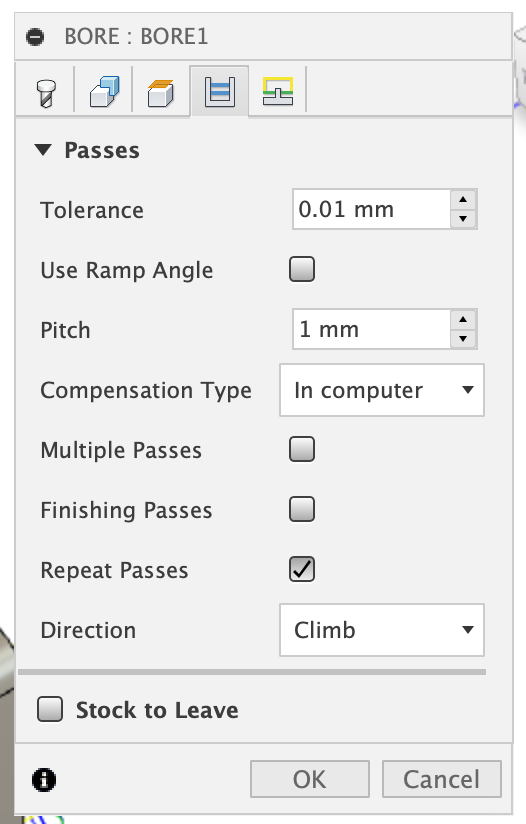
Spindle was running at 17,000 RPM, the bore op was running with (cutting feed 450, ramp 333mm/min, not sure which it uses) and 1mm per rev pitch.
I’d backed it off to about 50% feed override in Carbide Motion but that wasn’t enough to stop the chips gumming up down the hole and melting into the bit, this is what’s left after I pulled the giant melted in chip out of it. When it starts to sound lumpy things are going wrong… And 2.2kW of spindle can do this to a cutter in very little time without breaking a sweat.
I’m cutting dry at the moment and relying on the cutter and extraction to clear chips, only using lubricant manually on drilling ops until I get a compressor and mister.
Saw a post with this video linked not too long ago.

Good info to have. What was your helical pitch?
Seems like your feedrate should have been more like 15mm/min to get a .018mm chip load.
Honestly more like a plunge at that point…
I believe it would use the 450mm/min, but you can always check your g-code ![]()
Looks perfectly normal - it’s got a lot of life left haha
Thanks,
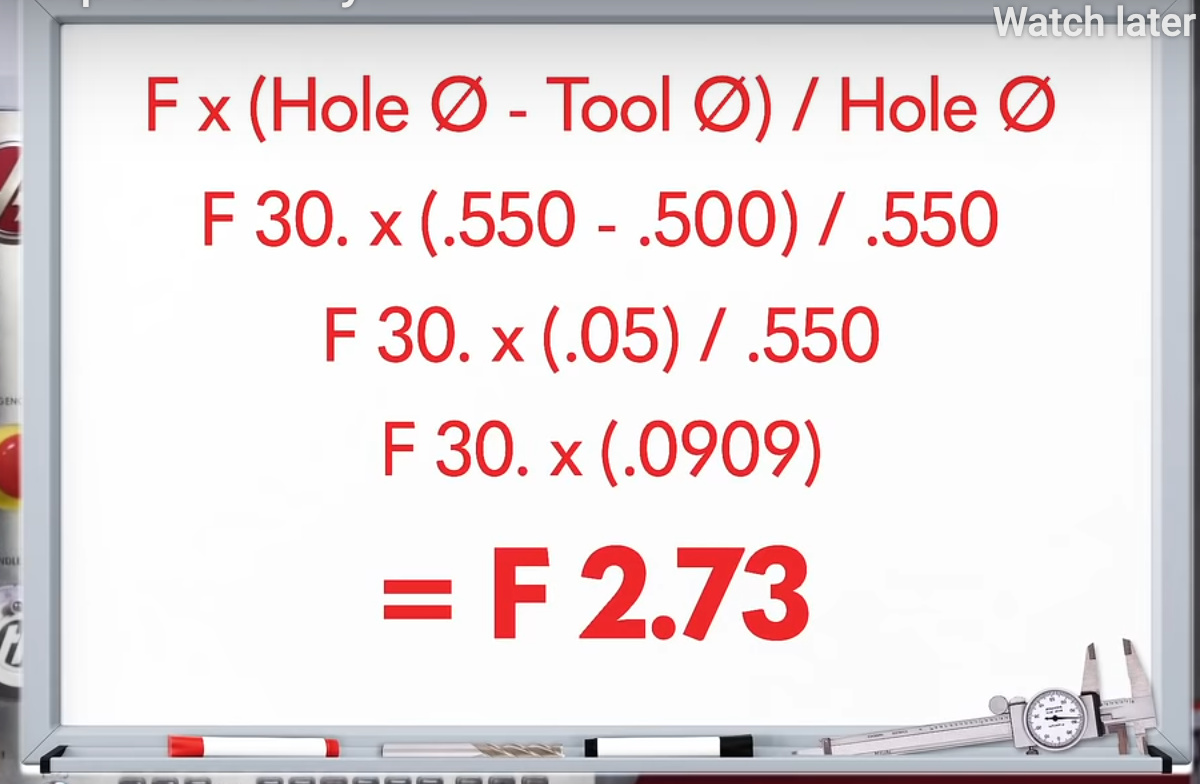
I even watched that video but failed to properly take on board how non-linear that equation gets when hole size tends toward cutter size;
So I’d started at:
450 * 4.2 / (4.2 - 4.0) = 9,450 mm / min
effective in the bore which might have been a little optimistic 
and even if I’d dropped all the way to 10% in Carbide Motion I would still have been at 945mm / min
The pitch was 1mm per rev BTW;
Even when I pre-drill 4mm and open it up with the 4mm cutter to 4.2 using a contour ramping down the hole at 4 degrees there’s still a bit of a choke getting the chips out of the hole, I fear I’m pushing my luck at 10mm depth with 0.2mm clearance for the cutter. There’s no air blast or lubricant (yet) so I’m cutting dry and been fairly lucky so far. It’s also a small workpiece so it heats up quickly rather than sinking the heat away from the cutting face, I’ve had to move to vice from tape and glue already.
What I got away with cutting wood has made me lazy and I’m not paying the price when cutting metals. Perhaps I should buy a 3mm cutter to get some clearance in that hole…
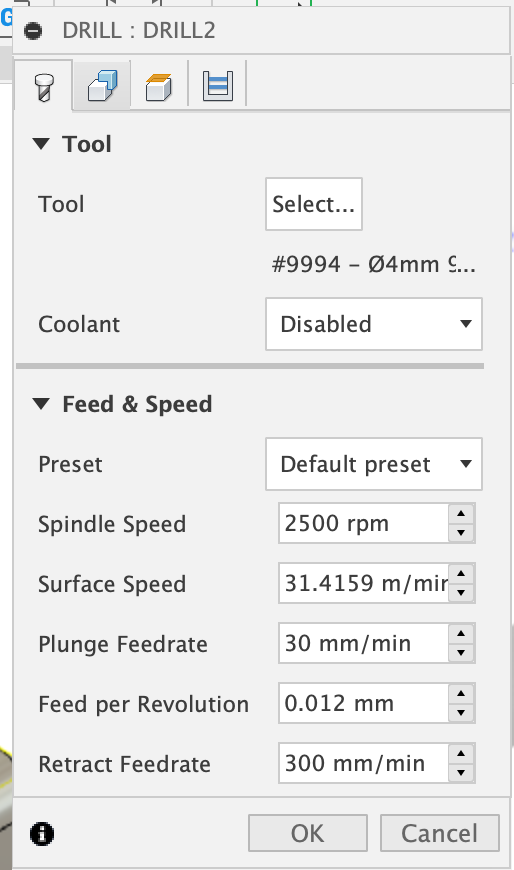
Since discovering that the 80mm spindle still has power drill torque at 2,500RPM I’ve been using a 4mm spot drill to pre-drill, with the HDZ and a nice slow plunge rate and a syringe to drip some isopropanol as lubricant it works pretty well
For the 4.2mm holes, which are sized for tapping, I’ve been thinking about sticking one of these in the collet and going nice and slow;
Have you tried a deep drilling cycle with retract? I used a 0.250 to punch 0.020 at a time, made a big angry chip (sf doesn’t like this kinda cut), but it evacuated cleanly and easily. Did multiple holes 3XD easily with a low power spindle. Then finish it up with a bore and spring pass?
It works if you don’t have any smaller endmills.
Ah, that had not occurred to me, just thought drilling op = drill.
Anything is a drill if you push it hard enough 
I use screw machine bits at work when I need to drill a precise location hole without center drilling the location first. The short length and being carbide works well for that application.
Another route you may think about is using a drill mill. You can spin these up pretty fast, and interpolate the hole just like a normal endmill once you are through the material.
I think your best bet is to get the proper size drill bit for this application.
Yep,
I have the 4mm spot drill which does a perfectly job of opening up the holes for me and I’ve got the 4.2mm standard drills for the tap size.
Still good to get all the feedback on how to do it without breaking bits though.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.