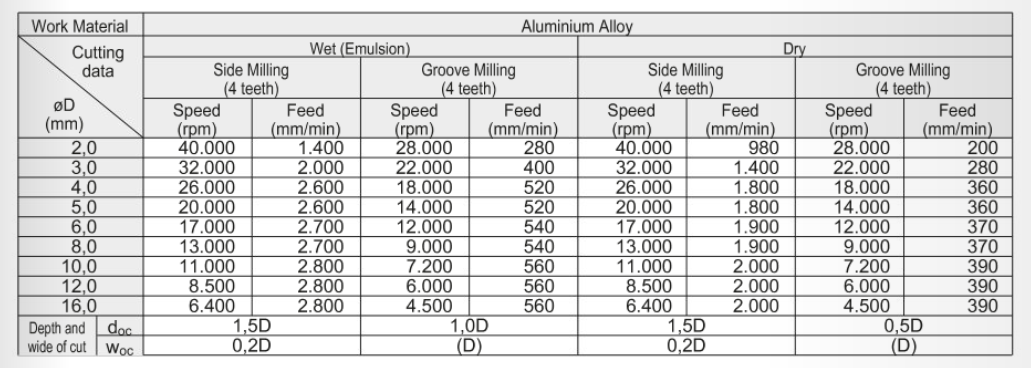
I’m running a Nomad and so of course can’t run my spindle at the 22k-33k RPM or 12k-17k RPM for 3mm and 6mm endmills respectively.
And to put those numbers in m/min, it’s 207-302 m/min for the 3mm endmill and 226-320 m/min for the 6mm endmill.
So hopefully easy question, what’s the impact of running at 185 m/min instead of 226 m/min for a 6mm endmill, or 94 m/min instead of 207 m/min for a 3mm endmill?
In case anyone is wondering, the endmill is Sumitomo’s DLC-coated ASM series. Page 130 of the catalogue.
Rule of thumb for most aluminium alloys is to avoid going below about 60 m/min. Below that, there is a much higher risk of built-up edges which effectively make you run a dull edge. That’ll increase cutting forces quite much and reduce tool life.
The second aspect is that when increasing to about 300 m/min, there is a gradual, but significant reduction in cutting forces. This trend continues above 300 m/min, but to a lesser degree.
So for your examples, 185 m/min instead of 226 m/min is not a big deal at all. 94 m/min instead of 207 m/min is not so great on the other hand.
That said, I’ve never tried DLC coated endmills; it would be very interesting to see how they perform. Perhaps the coating helps avoid the low-speed problems. Have you found an affordable source? (This was the most reasonable price I could find - not cheap.)
Good to hear. Makes me really hunger for a faster spindle though, 10kRPM just doesn’t seem to be enough. I’ll just have to see how the 3mm endmill does. If it doesn’t seem happy I’ll just not use it and save it for a more powerful spindle.
I have a 10€ one but I’ve also bought a bunch of ~40€ endmills. I managed to find myself a few local suppliers that are willing to ship me the shinier stuff (like that finishing mill in the other thread) so I’ve been playing with them to see if it’s worth it.