I wanted to inquire about how to get the fastest cutting speeds out of a Shapeoko 3 XXL. I have NOT bought one yet, but I will be buying one in a month or so, and want to figure out the right upgrades to improve speed and accuracy.
I would be upgrading the belts, spindle, And get the upgraded Z-axis.
As far as cutting speed goes, How can I get the fastest cutting speed possible and what is a reasonable cutting speed and depth of cut for baltic birch plywood? I would plan on making all my prototype speaker horns out of baltic birch, and then move to walnut or other nice hardwoods. but for rapid prototyping, what are some ways to improve the speed. I want to build my machine to mean business.
I will be getting a 2.2kw water cooled spindle, and housing everything in a homemade enclosure with some soundproofing and a dust collection system. I have 3 questions.
What kind of bits should I get, more flutes are better right?
If I run my spindle at a higher speed and have more flutes, wont I be able to cut faster?
how can I make sure my bits don’t get too hot? I assume if i get more flutes and increase the speed and feed rate, the bit will be able to cut, but will get very hot. could I add a dab of thermal paste to the part of the bit that touches he collet, so it can dissipate heat better?
Are there any water cooled spindles you guys would recommend? there seems to be a lot of cheap Chinese ones out there and I dont know what to buy.
My 2 cents (from a 45 year+ machinist and a 4 year 7 month Shapeoko owner):
While I love my Makita, I have looked for an affordable water cooled spindle that runs of 120V and has a USA point of contact/purchase/warranty center…been looking for 4+ years…still looking.
The first thing I noticed with the larger machines is the lack of rigidity on the table…it’s squishy…soft…and too thin. You’ll need to place some place a (min) 3/4 waste board on the table. I also recommend placing some wood under the factory MFD to add some additional support.
Second, if you are going to run as fast as possible, make sure your work is secure (Clamps, screwed down to the table, etc.)
Third: When pushing a desktop machine, you need to know and understand what missing a step means…and how it quickly makes scrap out of an expensive piece of hardwood. Meaning be aware that (1) this is an Open Loop machine. The computer tell it to go somewhere and ASSUMES it went there…(2) if you pushed it harder than what those stepper motors can push (18 lbs, X Axis, 36 lbs Y-Axis and 55 lbs in the Z-Azis) they will miss a step and now the computer and work are out of phase/sync. See the weak link?
More flutes mean less area for chips (Gullet), so no. I also recommend that if you are cutting wood, at least TRY some router bits; they are designed to cut WOOD, whereas endmills are designed to cut metal. Meaning one is more efficient and provides more room for those wood chips (saw dust). PS Router bits are also (usually) sharper
Heat: Rubbing (friction) makes heat. Sharp cutters, and good cutting feeds/speeds will send perhaps 90+% of the heat into the chip…so that is the answer. Dust evacuation also adds some air flow which helps with cooling…a little.
I would probably do a double x and double y drive motor setup or just upgrade the Shapeoko. I’d like to get a stiffer steel beam to run across the gantry and I may reinforce the bottom of the gantry with some metal. I could rivet, screw, or weld some aluminum or steel plate to the base and put a waste board on top. Now that o think of it, that’s a much cheaper way to do it than buying an expensive metal waste board. Then just use the CNC to drill pilot holes and then use a screw tapper to make threaded inserted in those holes. Now you have a clamp down table.
I’m gonna research this. I could reinforce the gantry with steel plates too. Just screw or weld them in.
It sounds like you don’t plan to have an awful lot of Shapeoko left by the time you start cutting, have you considered a machine that’s already built with linear rails and more rigid chassis?
You might want to look at this thread. Both metal beams and tubing are stiffer than plates and sheets (higher second order moment of inertia). Wood is a thermal insulator so the chips aren’t going to remove any heat. The glue in Baltic Birch notched my Amana 1/2" HSS “Aluminum Cutting” endmill!
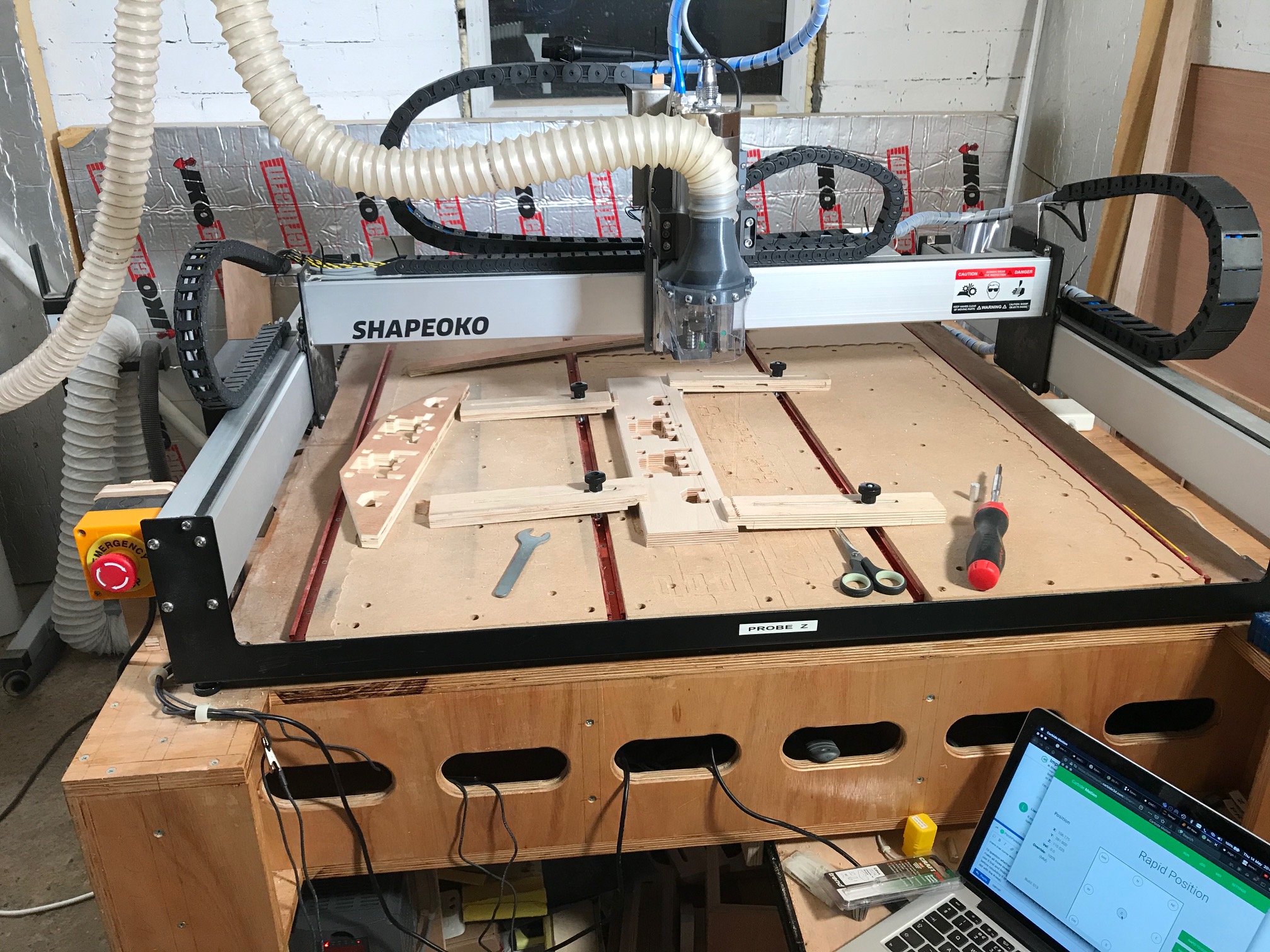
That was done with the AMB Kress spindle (which honestly I wouldn’t bother with, the low 43mm mount is a PITA) and a standard steel plate and bungy belt Z. The machine has a big plywood torsion box to keep it flat and rigid.
I’ve since put kevlar core belts on, an HDZ and a Chinese 2.2kW water cooled spindle and yes, the machine is better but my cost is getting close to some of the other kits out there that come with linear rails and rack & pinion or ballscrews to start with.
I’d question whether you need to change that much to cut birch ply, I’d certainly not make all those investments in upgrading a perfectly good Shapeoko without trying to use it first and finding out where you really want to put your effort. Learn the machine before rebuilding it or you’ll end up spending time and money on the wrong things (like I did with the Kress).
Here’s some ply mine just finished cutting with the HDZ and big spindle, yep, the finish is cleaner and you can be more aggressive with the speeds but on wood there’s not as much difference as for those trying to mill metals.
I have a few of the Carbide 3D mills and some Yonico from Amazon which seem to be pretty good, they have some decently cheap 1/4" compression cutters for plywood, I use some cheap Trend chamfer and round nose bits for detail which also seem to work just fine.
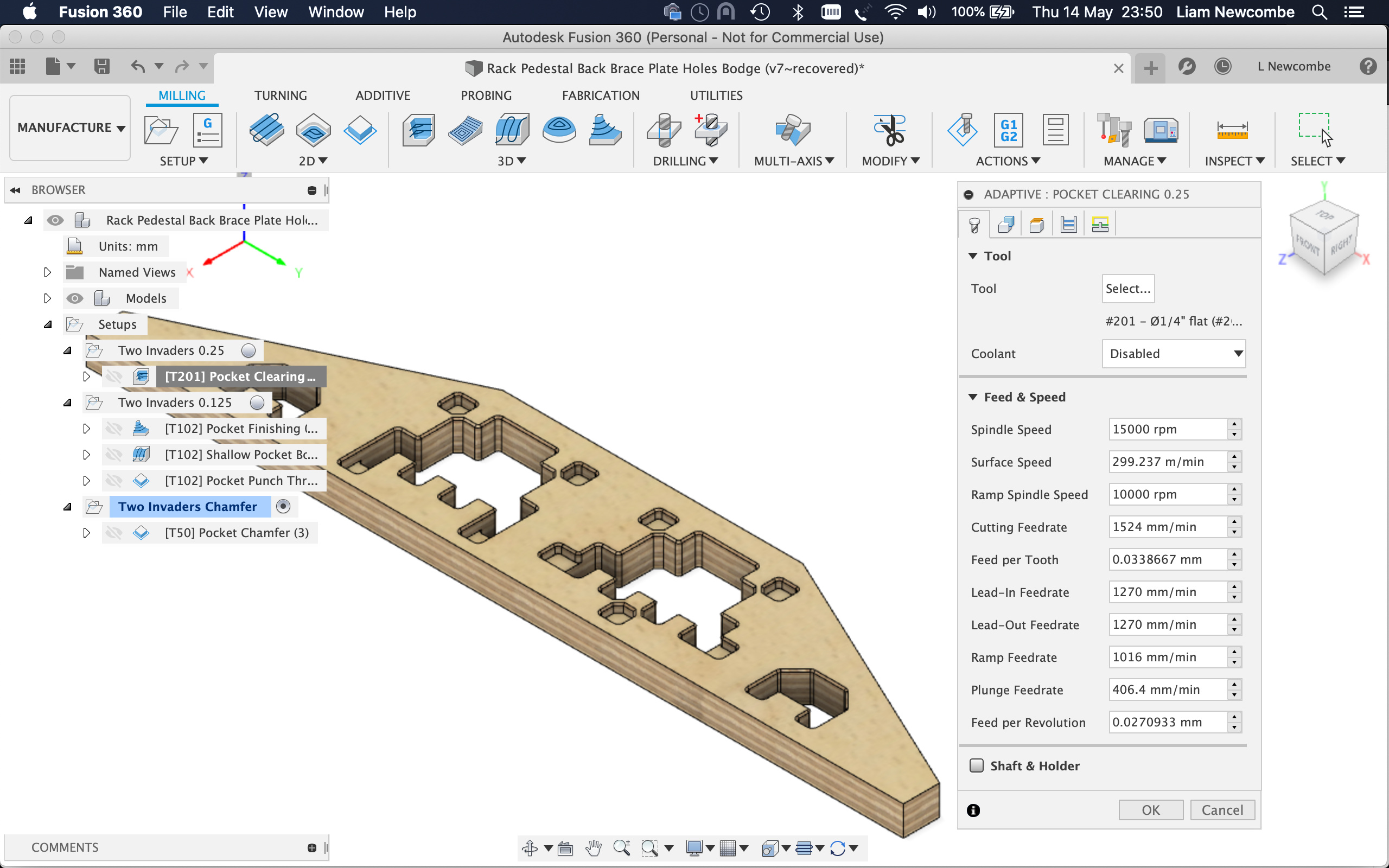
I’m using Winston’s tool library of the Carbide bits for Fusion 360 which is a great starting point to give you sensible numbers, thanks Winston.
For the 1/4" cutters; 15k RPM, 300metres / min.
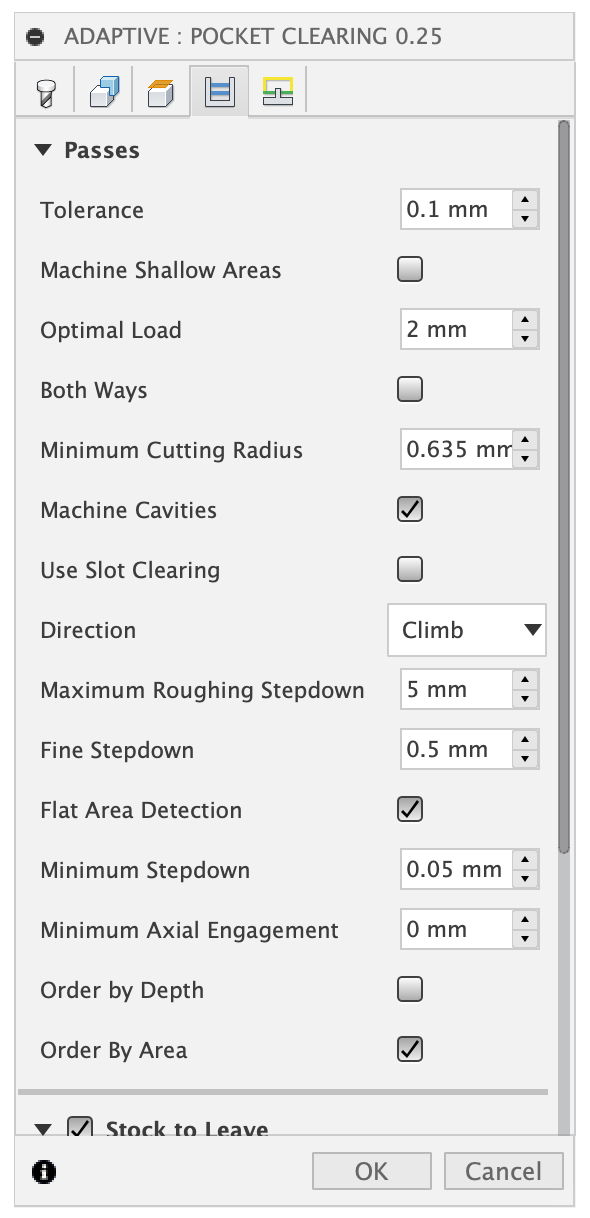
In the heavy birch ply I’m currently going 6mm deep with 2mm Optimal Load in adaptive clear but the spindle sounds like it could do more than that, still working up from the little AMB Kress.
In lighter material (with less epoxy) you can push harder.
If I’m cutting a contour without an adaptive or pocket clearing first there’s a lot more engagement so I run less depth, 4mm or so in the birch ply and cut a slot about 2mm wider than the bit in two passes at each stepdown to make sure I have space to clear the chips, again this will probably go up with the bigger spindle as I figure out what the machine will take.
For the smaller 1/8 inch cutters which are generally doing wall finishing or detail it’s 15k RPM, 150 metres / min and then 3-5mm stepdown with 0.5 or 1mm stepover with a repeat finishing pass.
I generally find that some parts of the job sound a bit chattery and I push the spindle VFD speed up or pull the feed override down in CC, those tend to be slot cutting, when I hear the machine being lazy I jack the feed override up in CC to see how hard I could have set it in Fusion.
Does that help?
(edit)
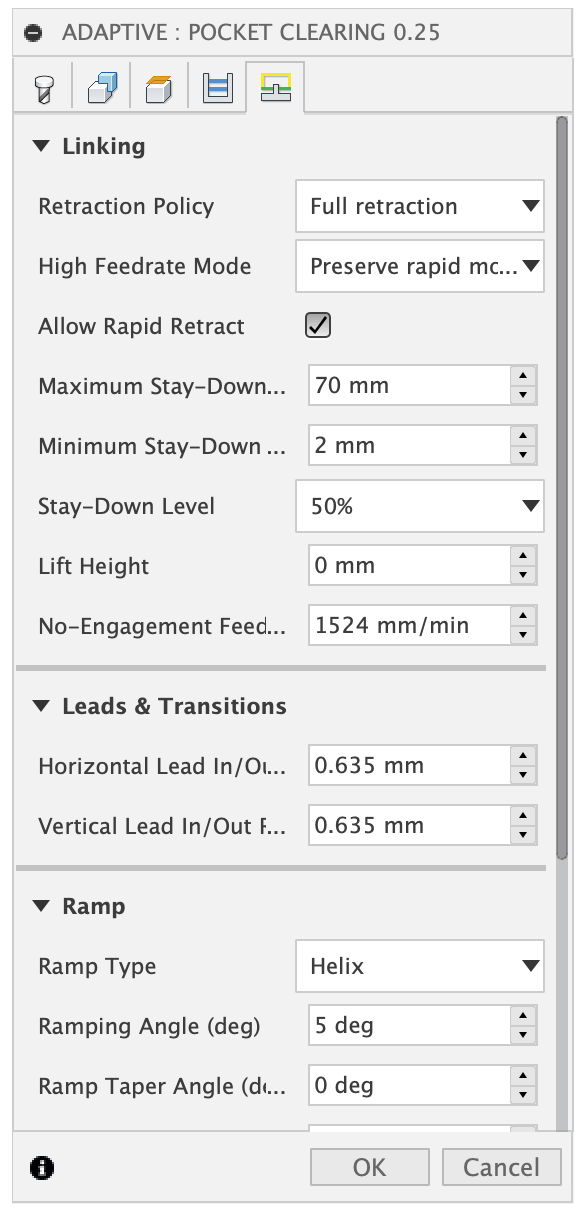
Also, I’m learing to use the stay down and order by Area in Fusion to reduce the time spent waiting for the HDZ to go up and down…
One thing that really is in favor of the Shapeoko is the community of folks here and on YouTube who are using the machine and helping others. Luke and Winston from Carbide and the users, Julien with his e-book etc. When you’re trying to learn CAM and the machine at the same time it’s a steep learning curve.
At 1524 mm/min (60 in/min) feed rate, that’s 0.047 mm (0.002") thick chips with likely 80 Watts (0.1 HP) of cutting power and 1.7 kg (3.7 lbf) cutting force.
At 1524 mm/min (60 in/min) feed rate, that’s 0.0508 mm (0.002") thick chips with likely 200 Watts (0.2 HP) of cutting power and 3.6 kg (7.9 lbf) cutting force.
At 1524 mm/min (60 in/min) feed rate, that’s 0.0472 mm (0.0019") thick chips with likely 30 Watts (0.05 HP) of cutting power and 1.4 kg (3.1 lbf) cutting force.
Thx, I was getting that impression from the first few cuts with the big spindle, it’s got about 2 hours total runtime on it so far.
So far I’ve mostly been going by the sound, when I hear lots of high frequency vibration or see chatter marks in the cut I back off the cutting load, occasionally I mess up and put the cutter through a clamp (plywood) on a rapid and realise it will go a lot harder Maybe it’s a relic of driving old British cars but when a machine sounds unhappy I expect it to undergo an unscheduled disassembly shortly thereafter.
It’s been a process of learning to tension the belts properly, get the eccentrics properly tensioning the V-wheels to reduce axis wobble etc. The machine feels a lot different with the HDZ, you can’t feel the spindle flapping around any more, not sure if my bodge plate for the Kress helped there
I’m just replacing the standard with the HD eccentric nuts which I bought with the HDZ, I fear that taking the feet off and attaching the base directly to the torsion box may be next.
I’d suggest starting with what you get stock (with the HDZ…it’s awesome), and then work from there when you find gaps between what it does well, and what you need. Honestly, the steppers are pretty good, and it’s a lot easier to go to larger steppers than dual steppers (you can get the same frame size with significantly more current, and the carbide board can drive them). As @RichCournoyer points out, stability of the wasteboard is the place to start (mine has MDF underneath it, and the whole thing is glued down to a flat table - it’s rock solid)
If you haven’t already mastered feed/speed, and working with the machine as it comes, its going to be really difficult to manage the upgrades you describe, and both see a benefit, get help (the more to hack on the machine, the harder it is for anyone to help out, especially when you’re getting started), and you may find that for the work you want to do it’s perfectly adequate.
There’s a lot more to “speeding the machine up” than just stepper strength, belts, etc - it’s far more about getting feed/speed and stepover and depth of cut correct. No matter what you do to the hardware, those are all critical things, and just as hard to get right.
I -thought- I needed a water cooled spindle…I don’t. I use a dewalt router, and it works great for what I do (brass, aluminum, wood…some of which is rock hard). I DID upgrade steppers, and eventually the controller electronics, but not so much because what was there was inadequate, but because I wanted some features I couldn’t do any other way…and because it was a fun project. If I had done any of that early in my ownership, I would have been hugely frustrated and ended up walking away from the whole thing.
If you have a decent HF spindle, reportedly like the ones made by G-Penny, you might want to increase its speed to its rated speed (where it should provide the rated (most) output power). Your cutting (vibration excitation) forces will be decreased proportionally. You should also make sure that you don’t have any more overall endmill stickout (bit and spindle) than necessary - even by elevating the workpiece if necessary. 1/2" endmills can increase you MRR without increasing cutting forces by using more spindle power.
As for cutting speed, won’t cutting at max spindle speed result in smaller chips and higher friction on the cutting edges? I’m new to the feeds & speeds thing but keeping the inches per tooth up seems to be a big thing?
Yep, one of the big problems with the Kress was reaching the bed without loads of stick-out, the 80mm spindle doesn’t have that issue so I’ve mounted it in the HDZ so it can reach the bed with minimal stick out.
Another of the attractions of the ER20 collet spindle was being able to run bigger cutters either for a more rigid cutter or to allow me to cut greater depths without ending up with a bit of spaghetti in the collet, I’m planning to try some 8mm and 1/2 inch cutters, the “worktop” 1/2 inch cutters seem to be pretty good value.
Here’s what I ran in that baltic birch which seems to be harder than MDF, maple and most other woods to cut. The machine sounded fine and I’ll push the stepdown next time to use more of the cutting edge.
I also push the ramp angle up to avoid too much suspense waiting for the cuts to start, at 5 degrees at the moment but I’m sure it will go higher in wood.



 Maybe it’s a relic of driving old British cars but when a machine sounds unhappy I expect it to undergo an unscheduled disassembly shortly thereafter.
Maybe it’s a relic of driving old British cars but when a machine sounds unhappy I expect it to undergo an unscheduled disassembly shortly thereafter.