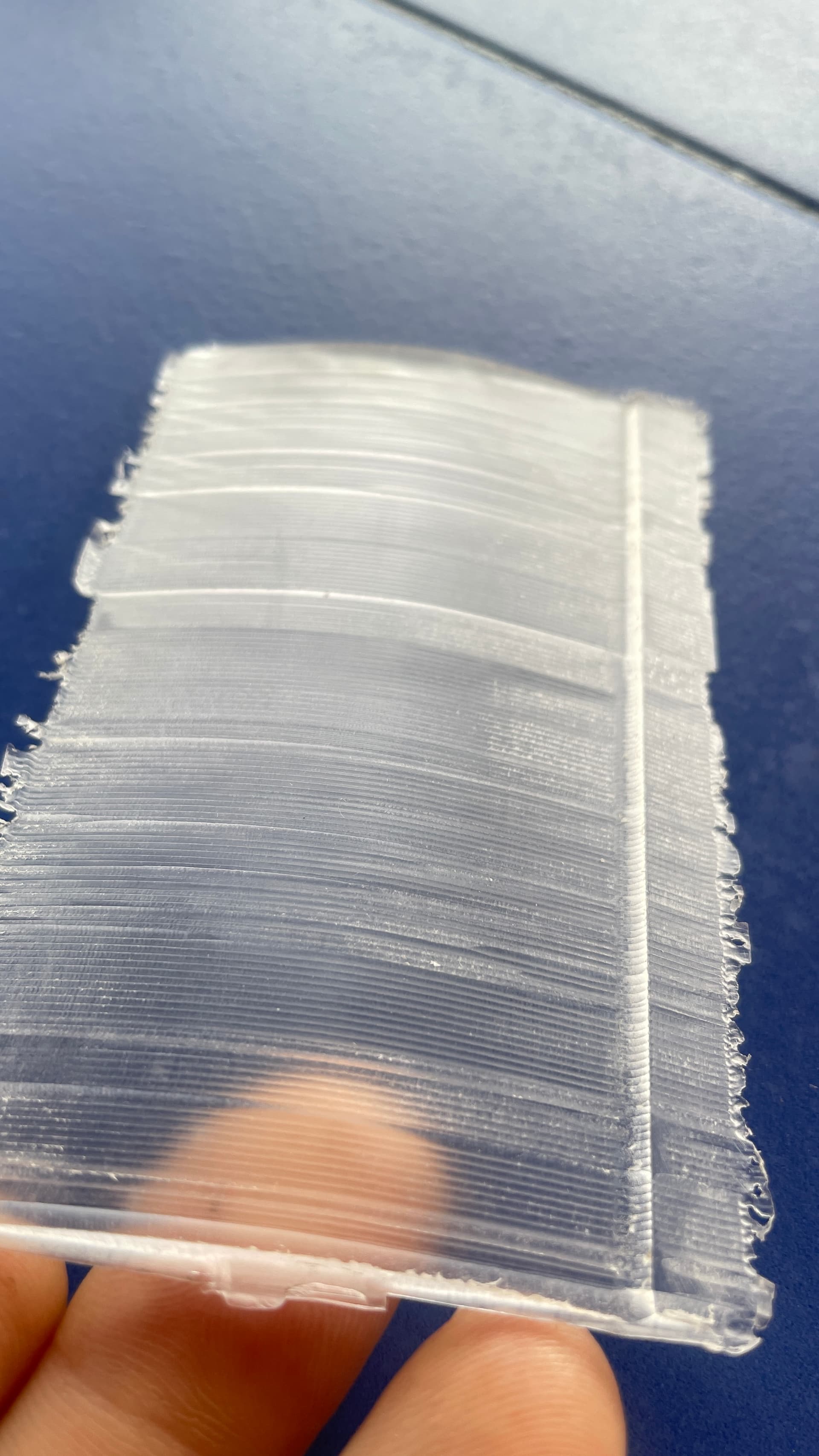
My Z axis is changing every so often on the cutter. It runs perfectly for a few passes and then changes the level slightly. This happens on a flat face and a curved surface. I have include a pic of the test piece of the curve. This clearly shows the issue. I increased the tension of the anti-backlash spring on the drive shaft, but to no avail.
Is that extruded or cast acrylic? Acrylics are notorious for inconsistent thickness. Just an idea…might not be your z changing but the depth of cut due to thickness issues. How are you setting your Z… top of stock or machine surface? A little more information would help the community help you.
This is milled out of a flat piece of 0.47 inch cast polycarbonate, with a close to perfect thickness. The Z is zeroed on the top of the stock. This issue is identical in aluminum.
Please note that the Z error is consistent along the curve, while the stepper motor is moving.
It seems to me that the stepper motor is giving the wrong feedback to the controller… is there a way to check/correct this?
Sorry, no HDZ machine out here on Orcas Island, but the resolution of my Z-Pluss machine is more than adequate, it follows the curve perfectly… just jumps a little up or down occasionally.
Not sure how a “wider” pic will be more clear, it will just show more of my kitchen counter… Would you like a different angle?