I’v been doing inlay couple of times without problem usiing the 60 degré v bit. But I have problem with small vector because it is not going as deep as i want. I always ask for 5mm But naturaly, small vector don’t go as deep.
I did test with a 20 degré V bit and it is good. So now i am trying to do like “Broinwood” and use a 6.2 degré bit. He call that a 12 degré but when we buy it, it is written 6.2 on amazon.
My test with the 6.2 are not good. When i do the dry fit of the female in the male, it is slack and moving around. I think it is because of the setup of the bit in the database.
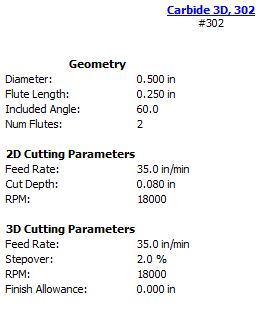
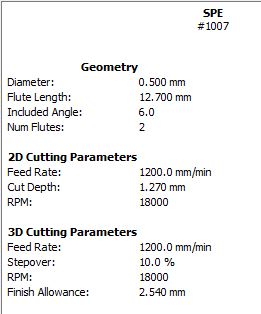
For those of you who are doing inlay with a 6-12 degré v Bit, how is the setup of your bit in the database? Here is a link to the bit I am using and print screen of my setup.
I actually developed a method, and I posted a link to the video in separate thread if you would like to give the technique a try. Fair warning, as discussed elsewhere in your thread, tapered ballnose bits are not supported natively. That being said, the principles in my video should be able to be tested with your bit. Mine is a similar 5.26 degree SpeTool Tapered Ballnose Bit.
If you test it, and get good parameters, please let me know.
To answer the question, the 6.2° advertised on the tool is the “half-angle” measured from the shank or centerline. In CC you enter the included angle, which would be 12.4°
While the software doesn’t support a tapered ball mill, you can make it work by offsetting the vector both ways by the radius of the tool tip (half the diameter). Use the inside offset to cut the female pocket, and the outside offset to cut the male inlay/plug. Make sure there are no sharp corners anywhere on the original vector, minimum radius is the tool radius.