I’ve attempted this inlay thing multiple times now, and always appear to have the same issues. The edges of cuts are not smooth and do not seem like they are going to inlay properly.
The first attempt was on a imported SVG with text, Ended up with the same rough surfaces on the edges of the negative piece. This last attempt was with a Vetric CRV file directly from Broinwood. The only changes I made to the file were changing the 6mm bit to a #46280 Tapered Ball Nose - 6.2 Deg. Used the settings from the Amana tool master with the exception of lowering the feed rate to 30IPM. An 1/8" endmill was used for the clearance tool prior to the brand new Tapered bit. Flat depth is 0.2362.
Pictures attached to better explain the quality of the finish cut I am getting, Any input on what I could be doing wrong or something with the machine possibly. Shapeoko 4 XXL, 45-60 days old.


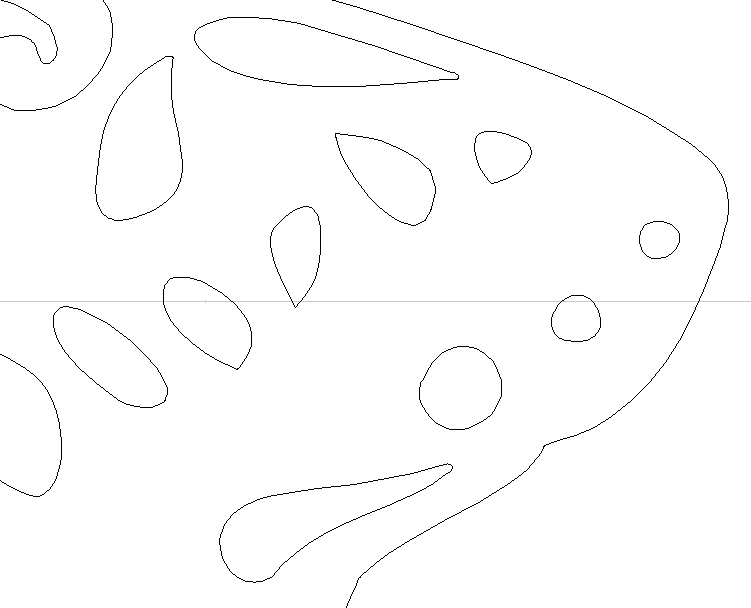
From the first picture:

Is the ‘bump out’ on the right side of that island part of the original design?
If not, you likely have a mechanical issue. Check the X Axis for any play when the machine is powered on, check the screws fastening the pulley to the X Axis motor.
Never tried a ball nose bit for inlay. Not saying it is not possible but my success has been with vee bit.
The pics look like oak. Oak is hard and brittle and stringy. Beech, maple and walnut carves very well.
Why are you using ball nose rather than vee?
I have had my 4 xxl for a little shorter time than you and I have seen multiple issues with screws coming loose and even falling out. I saw a screw fall out of the metal rails on the z axis while I was running a job and realized that another was missing all together. I tightened the one and found the other in one of the slots in the bed. Also found that most of the v rollers were loose and went back to tighten them up. I am going through the whole machine to make sure everything is solid before I attempt to do inlay. I would check out everything.
The “bump outs” are not part of the design. I’m leaning towards mechanical issues also because this also happen on the detail of a “simpler” design attempt also. I’ve re-tensioned the belts and all the v rollers seem to be adjusted properly still, Looks like it’s time to break out the hex keys and check all the fasteners.
I have no real reason other than that’s what YouTube said to use ![]() (Still new at this myself)
(Still new at this myself)
The theory is the 6.2 degree gives a deeper cut around the edges so when the board needs resurfacing in the future the inlay remains the same.
The tip radius on the #46280 is 0.0156 so there isn’t much “ball” to it really
Try with a 60 degree vee bit and flat endmill (adv vcarving) Female pocket .20" depth. Male pocket .22" depth starting depth at .1".
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.