Firstly - thanks to the Carbide team for the inlay feature within carbide create! I’ve been having fun and learning a lot.
I’ve taken on some fine detail inlays that require 15 degree bits and plenty of them. The rough cuts leave a lot of circumference to them, which is needed for good sets and adequate surface area for pressing into the workpiece. The problem is that a lot of time is wasted on cutting the outer perimeter.
Is there any way to get away from this so as to not waste time and also protect tool life? I’ve searched this forum for any tips and haven’t uncovered any.
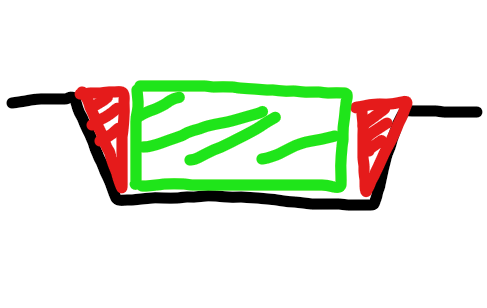
If I’m interpreting what you’re talking about correctly, you’re talking about the fact that the current algorithm (based on my crude drawing) roughs out the green area and clears out the red area with the V-bit.
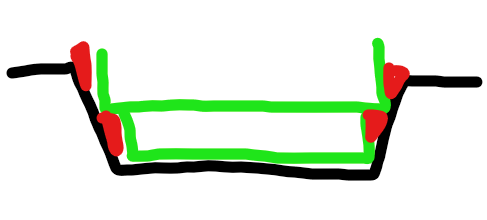
And it would be easier on the V-bit if the roughing toolpath more efficiently did something like this:
There’s a lot of annoying math that happens when you try to work backwards from a vector that’s expanding. When we were working on an earlier iteration of the inlay algorithm, it was giving @robgrz a lot of headaches. I won’t say it can’t be done, but it would require a lot more iteration and beta testing. And I don’t think, we could simply reduce the V-bit toolpath to a final pass at full-depth because we’ll never be sure we roughed away enough material for this to be safe. So at best, this would reduce wear and tear on your V-bit, but it won’t save you any time. It would actually cost you a little time because of the extra roughing, without any gain in V-carving time.
It could be an area of improvement, and I won’t say it’ll never happen. But at the moment we’re in the middle of other changes we think you’ll find worthwhile…
yes, @Tod1d - your diagram is the case i’m referring to. Let’s say i’m doing a very fine inlay that has a wide outer circumference of the material. i want to make sure that the borders of the male inlay part are excluded from the fine-pass cutting (for my 15 degree bit). This is a major waste of time and puts the bits at risk of damage.
Yet you still need something to contain the toolpath. Best I can suggest is to minimize the size as much as possible, still allowing you to cut out the male plug. And keep the shape simple with no concave corners so the V-bit is just making one pass around the boundary.
That’s not the problem for me, though. Two things occur with a reduced outer perimeter using the method you describe above:
I’d need to cut the shape out using a bandsaw or a coping saw, which risks damaging delicate inlay designs
I need the full backing of the base material to apply even pressure with the weights i use during glue up.
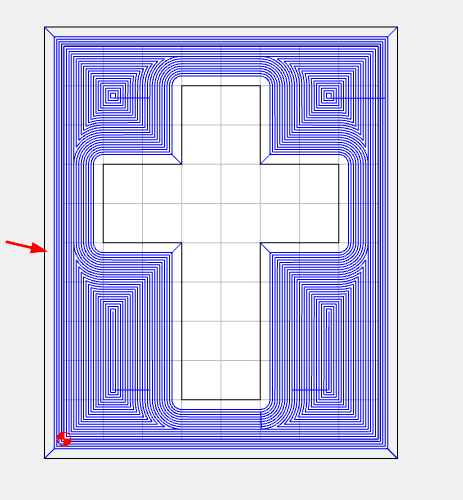
Your above ‘cross’ example has a lot of male real estate for pressure to be applied during the glue up. Main thing i’m looking to do is choose an area and tell the program to ‘ignore’ fine detailed passes on the areas that would be waste (the outside perimeter).
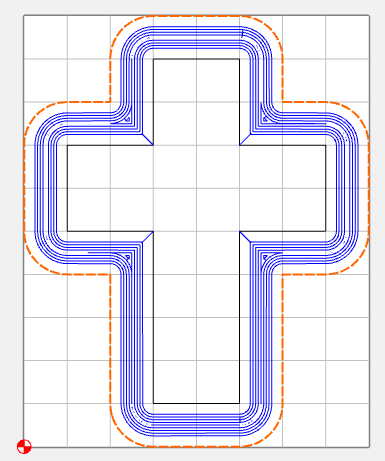
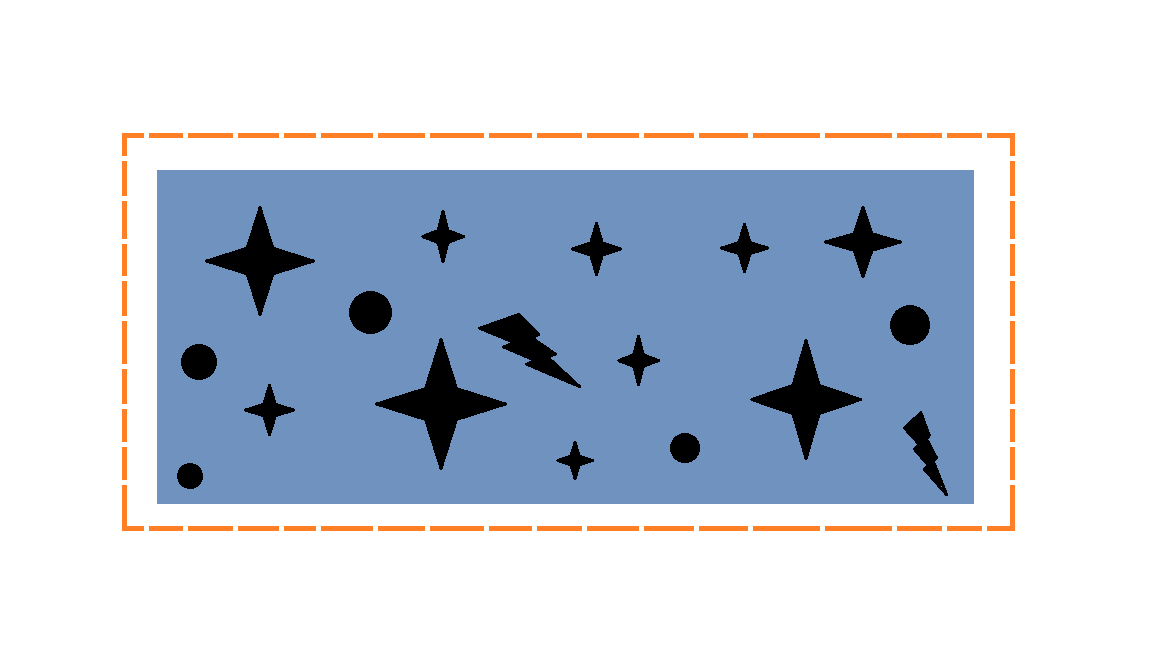
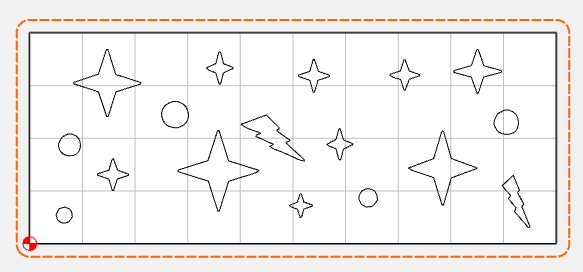
In the diagram below, i’d want to have the stars carefully carved out by a 15 degree bit. The roughing pass would use a 1/8" or 1/4" endmill and would extend OUTSIDE of the material border to ensure that I could press the wood into the female slots immediately after finishing the cut. I just don’t want the 15 degree endmill to then have to waste time on cutting ghost material on each depth pass. With a 15 degree bit I am moving at 0.015" per pass at very slow IPM, so you can imagine that this would add a substantial amount of time to a cut. I’d like the precision cuts to be limited to the male inserts, only.
Orange = pocket path
Blue = material
Black = male inlays
You can still radius the outer boundary to prevent picking corners.
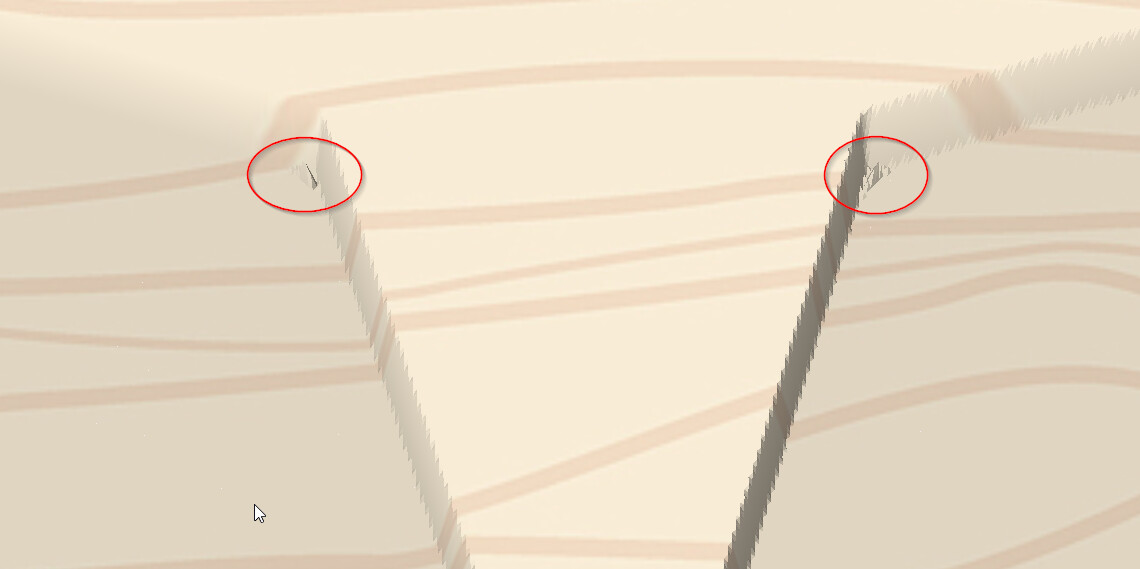
The only other option I can think of is to do it all manually. Calculate the offset for the pocket tool & pocket between the outer profile & the vectors, then contour the inner vectors with the vee-bit.
You will miss clearing the small areas in the corners with the Vee bit where the end mill left a bit of material, but if the bottom gap (saw gap) is deep enough that won’t matter.
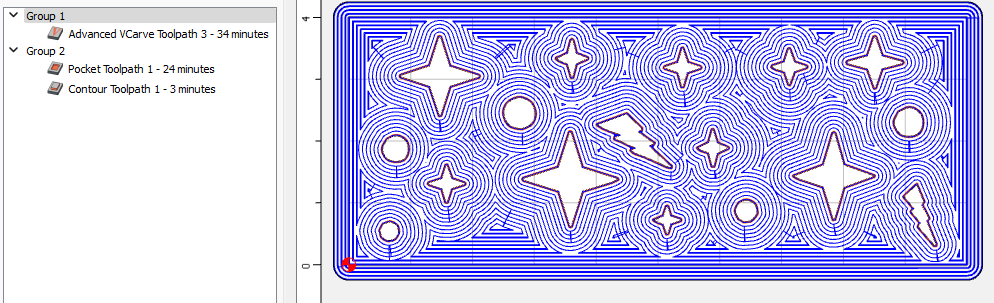
Right. i did do the rounded corners (0.5) to prevent that issue, and I actually did attempt what you wrote above with what I dubbed the pocketed pocket approach, but depending on the contours of the cuts it may actually lead to much longer routing time than including the perimeter due to the total size of all the perimeters of the inlays! My test build of the cut almost doubled the amount of time!
Honestly, I’ve been curious as to whether Carbide3D would be open to allowing plugins to be built for their app. With genAI out there I’m sure there are so many improvements that could be community-sourced.
I didn’t save it. Use all the same settings. The offset for 0.100 deep is 0.013 (Tan 7.5° * 0.100 = 0.013). Pocket between the outer boundary & the offset. Contour the offset with no offset.