Background:
I have a problem. I like measuring tools. I am not (quite) a collector, as most of those that I acquire are for use, either in the shop or in one of my field kits, but when I see an orphan at a good price and in usable shape, it tends to follow me home.
In this case, the orphan is a Mitutoyo Combimike 159-101, a metric and imperial mechanical micrometer, with metric read on the barrel and thimble to 0.01mm, and imperial on the mechanical counter, to 0.001" (a real neat design, as the groove for the mechanical counter is at a slight helix to compensate for the gear ration not being exact for the metric to imperial conversion)
It has seen some use and not a lot of love. The insulating scales on the frame were long enough gone that a previous owner had engraved his name in the frame. The paint is worn and chipped. It was way out of calibration-- the thimble zeroed at -0.15mm and the counter at +0.020", approximately.
After the repairs and calibration were done and the tool checked over the full range(not for this forum), it was time to improve the appearance from


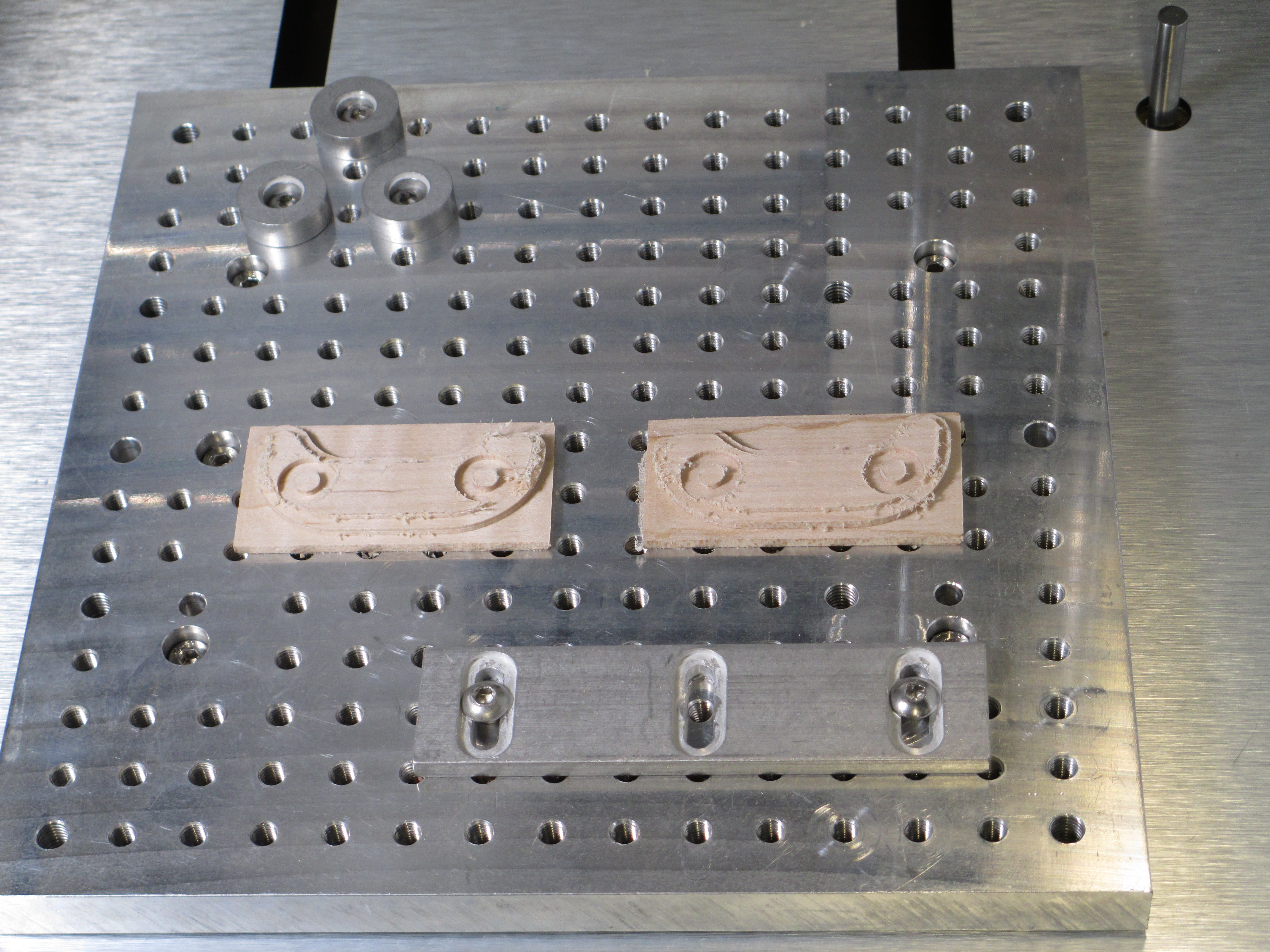
The wood I chose is another piece of my friends maple tree, with really nice grain. Absolutely lovely wood.
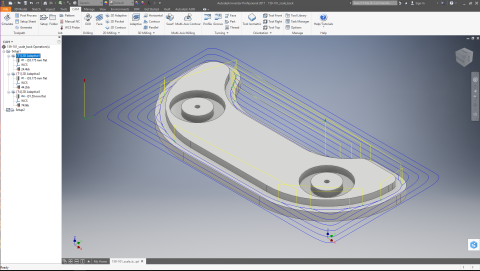
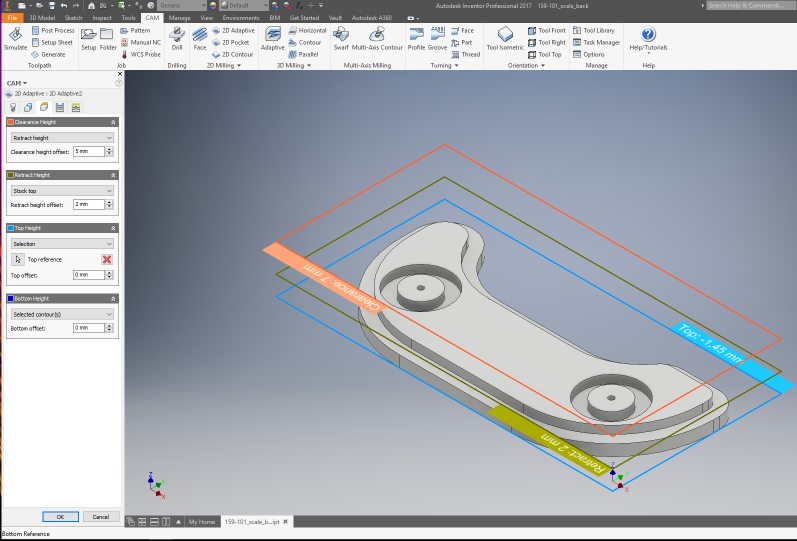
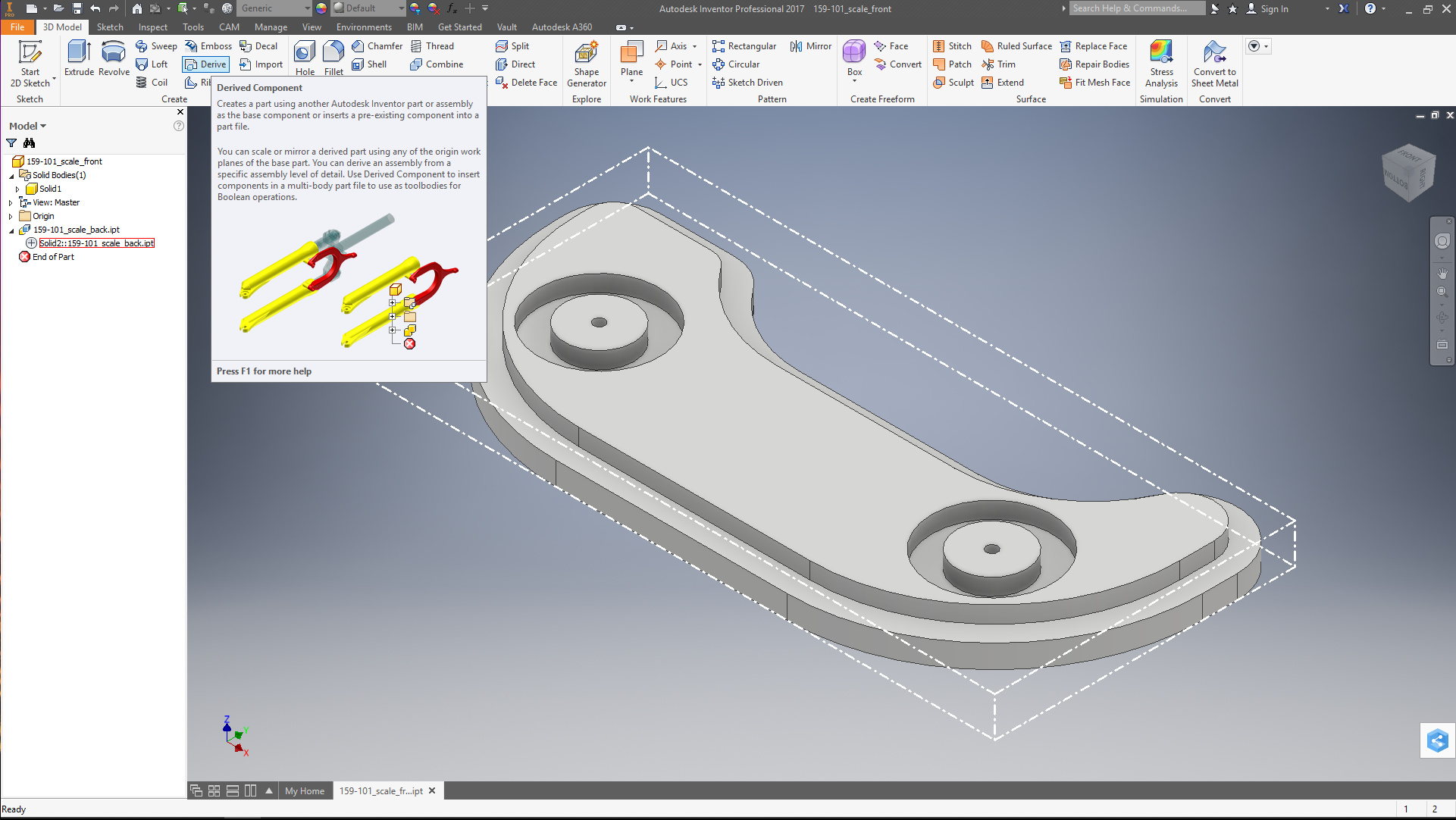
The CAD/CAM work was done in Inventor (Fusion360 would be essentially identical, and it could be done in Carbide Create with a bit more work). I won’t show the details of building the model itself (measure, measure, measure, then profile and extrude), but there are a few key points. I wanted to be able to run a few test pars in Renshape to get the fit right, and to have a uniform overhang from the pocket, so I modelled the pocket actual size
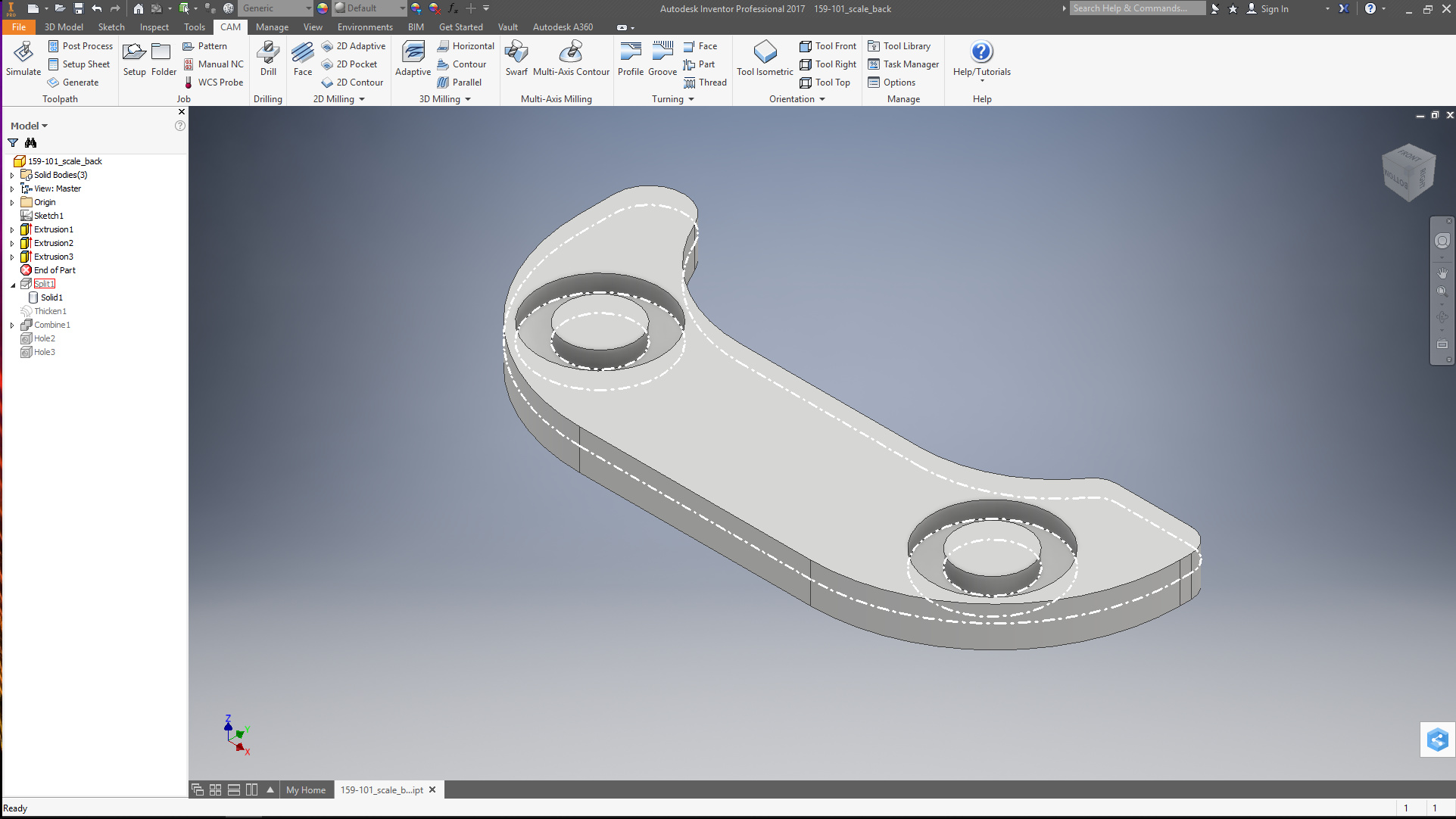
extended the profile down another 2mm, and split the piece into two parts. This allowed me to
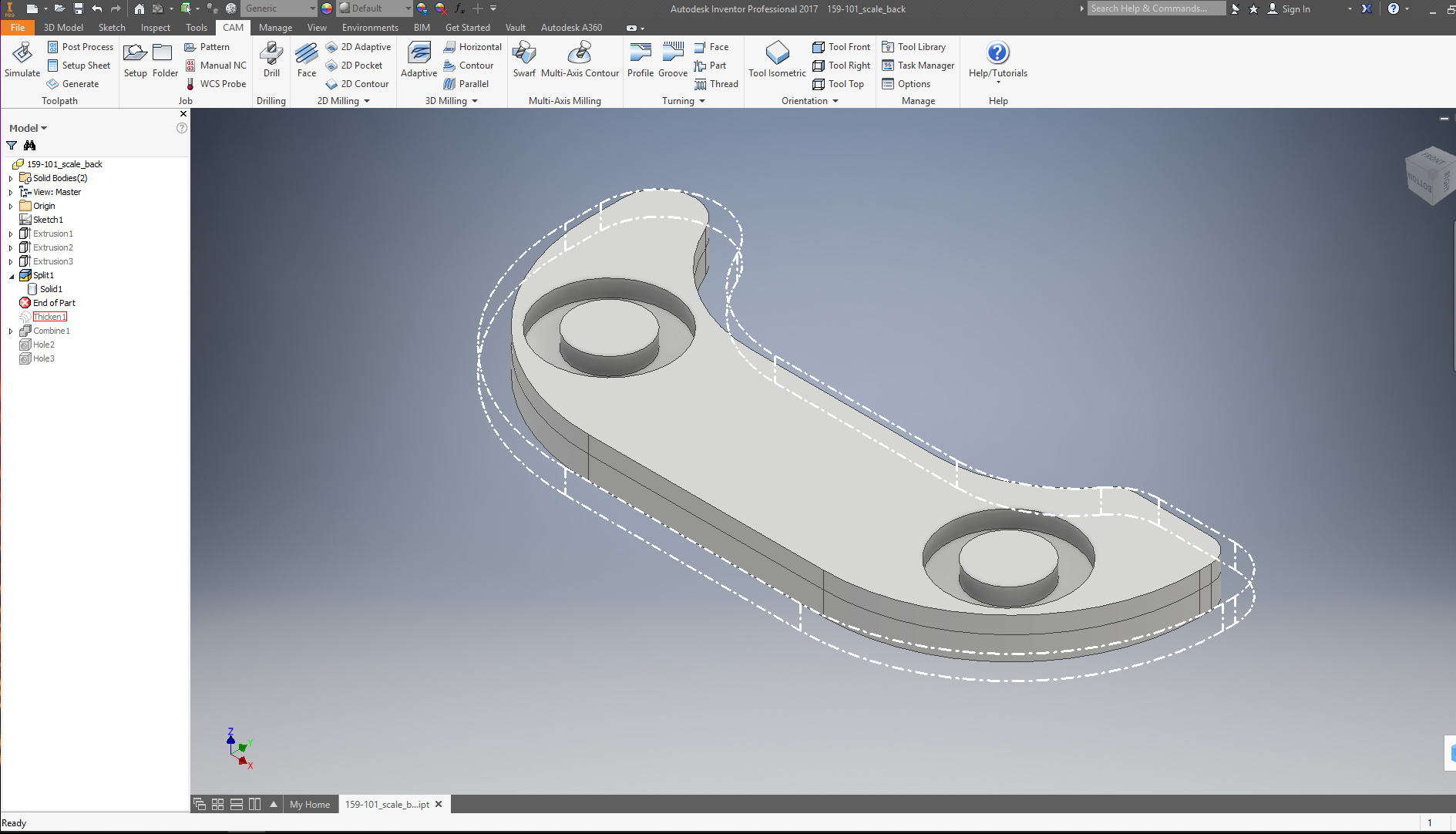
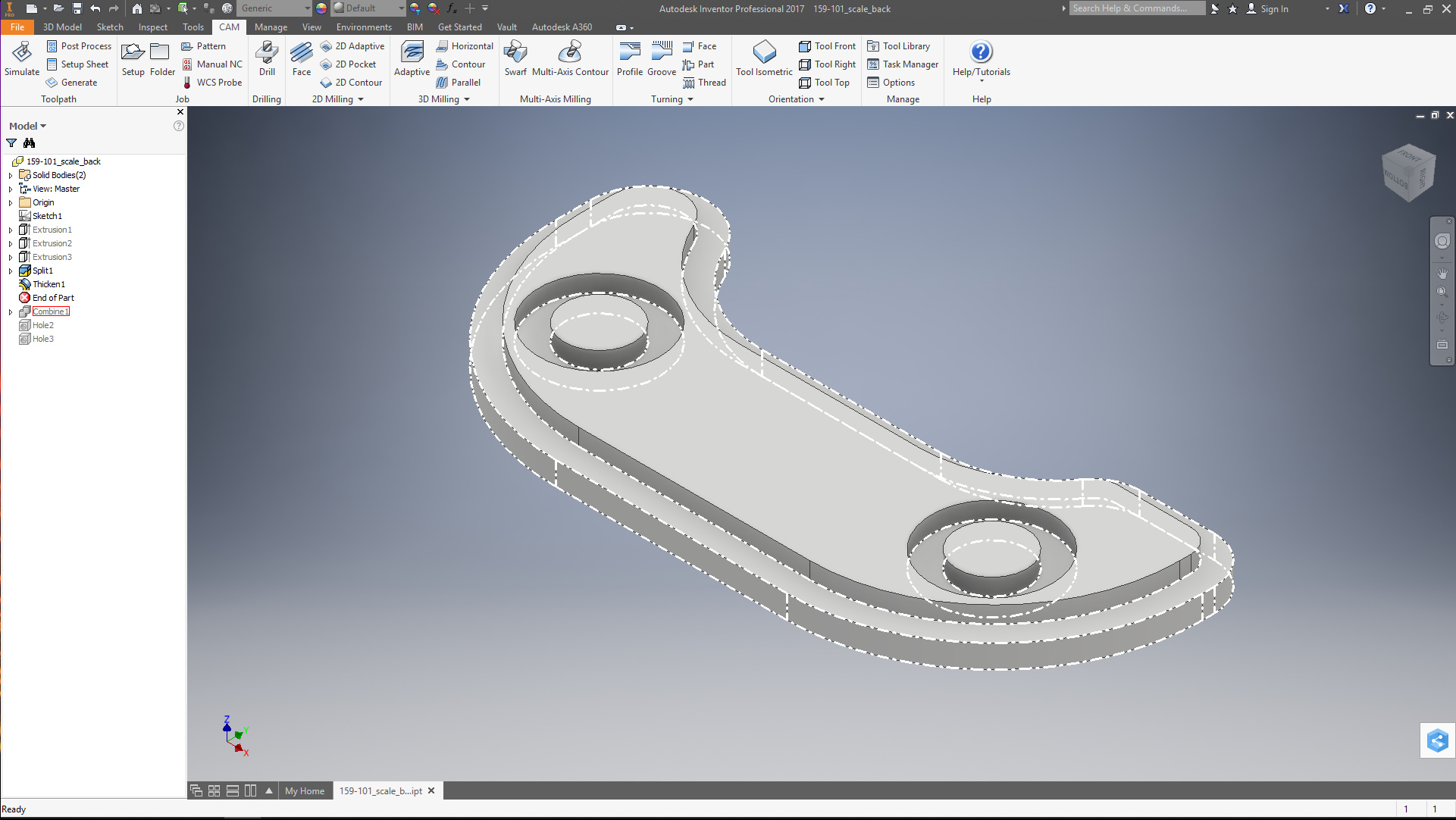
thicken the part above the surface and
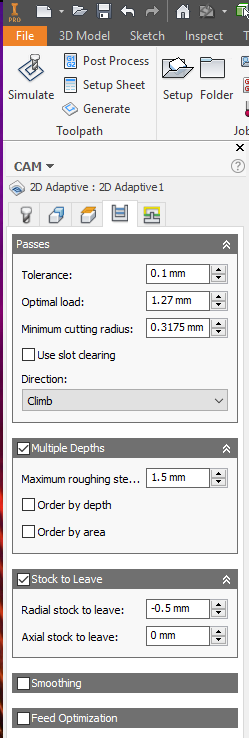
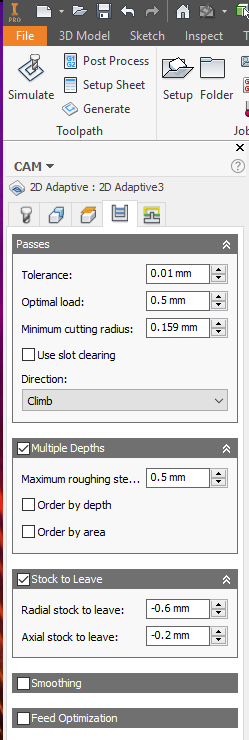
I ran about 5 test parts in Renshape for the first side (the back) to get everything to my liking, though two iterations were for CAM parameters (next post) for appropriate clearances to fillets and draft on the frame.
(continued)
recombine the pieces. I could now adjust the overhang as an independent parameter.