I’m calculating feed rates in FSWizard for a drill bit I bought. Please excuse my ignorance - I want to make sure I set this up properly. This is a link to the drill bit I bought.
Is this an indexed drill bit? FSWizard has a few options: Jobber, Hi-Helix, Spade, Indexed, Straight Flute, and Spot.
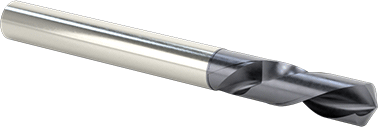
Does this bit have one flute? It says “four facet” under point style, but I count only one flute on the bit.
For the Shapeoko HDM, FSWizard recommends an RPM of 16K and feed rate of 900mm/min. Does this look right for cutting through 6061 aluminum? I’m drilling a 6mm hole.
If the picture is correct, this is a 2 flute. “Indexed” means is has replacable cutters, so this is not and indexed bit.
The closest description is likely ‘Jobber’. It’s shorter than a regular bit, but it otherwise has the same characteristics as a regular (jobber) drill.
Caveat: I’ve never used a drill bit in aluminum on a CNC.
Is this for drilling holes in aluminum? If so, that RPM sounds really high to me. I would have expected something much slower and a quick web search seems to say around 4K rpm as a recommendation (200-300 sfm whereas 16K rpm is almost 1,000 sfm). If I remember correctly, I actually use a much slower rpm than that on my drill press.