After spending what felt like days tramming my machine, I was able to get an ok result.
Using an Amana RC-2248 the first 2 passes was prefect on the 3rd pass it seemed my machine lost a step down on the z and the 4th and 5th pass was perfect [same level as the 3rd pass].
Any ideas on how to prevent the machine from loosing a step?
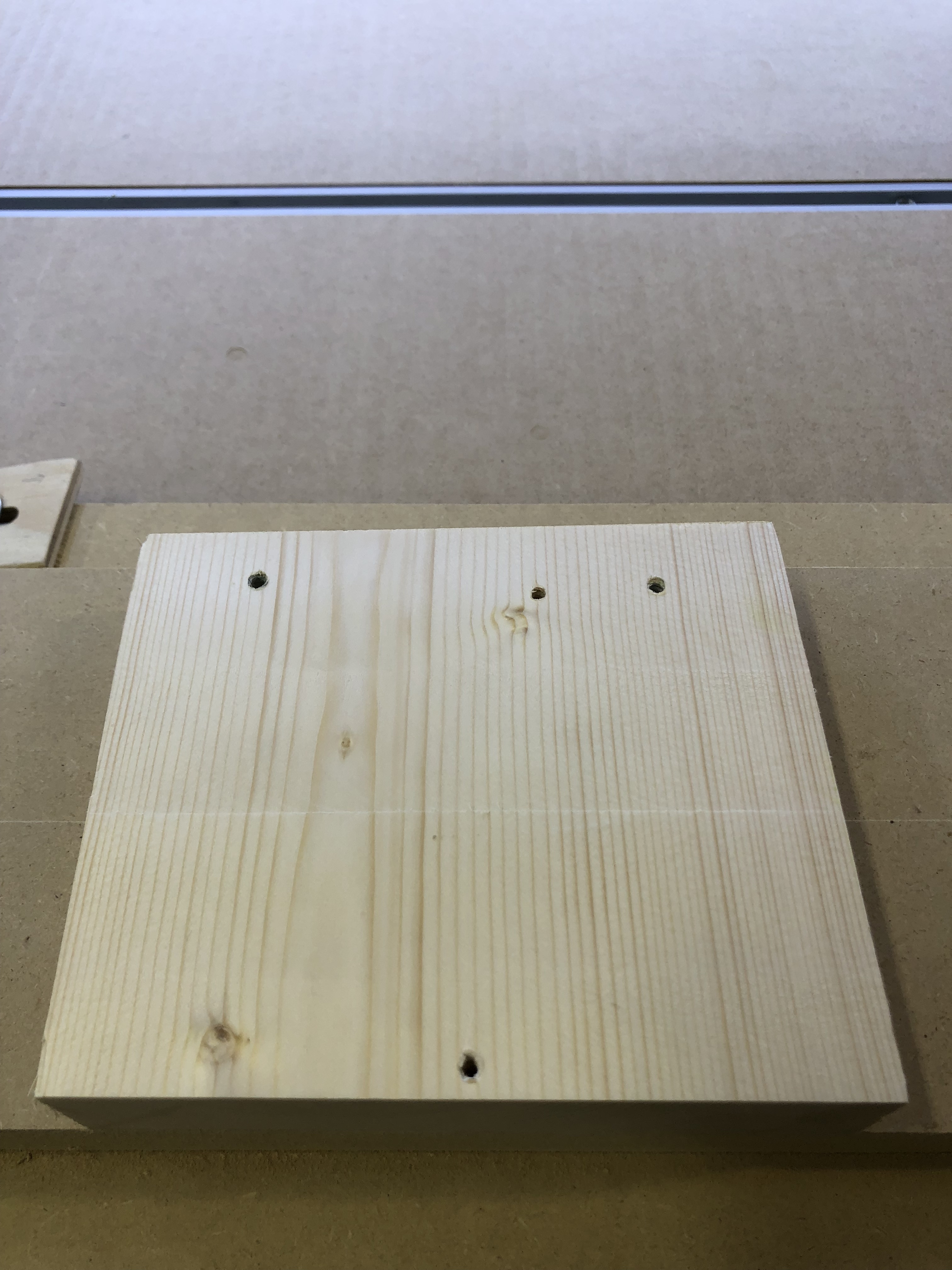
In the pictures below you can see the line it leaves in the middle of the part.
I tried it on different types of wood and got the same results.

1 Like
Is this a pocketing operation generated in Carbide Create?
Suspect the problem is climb vs. conventional cutting: https://www.shapeoko.com/wiki/index.php/Climb_vs._Conventional_Milling or the spindle not quite being perfectly plumb (see: https://www.shapeoko.com/wiki/index.php/Calibration_and_Squaring_the_Machine )
Perhaps try hand-coding G-Code to surface from front–back, rather than from inside–out?
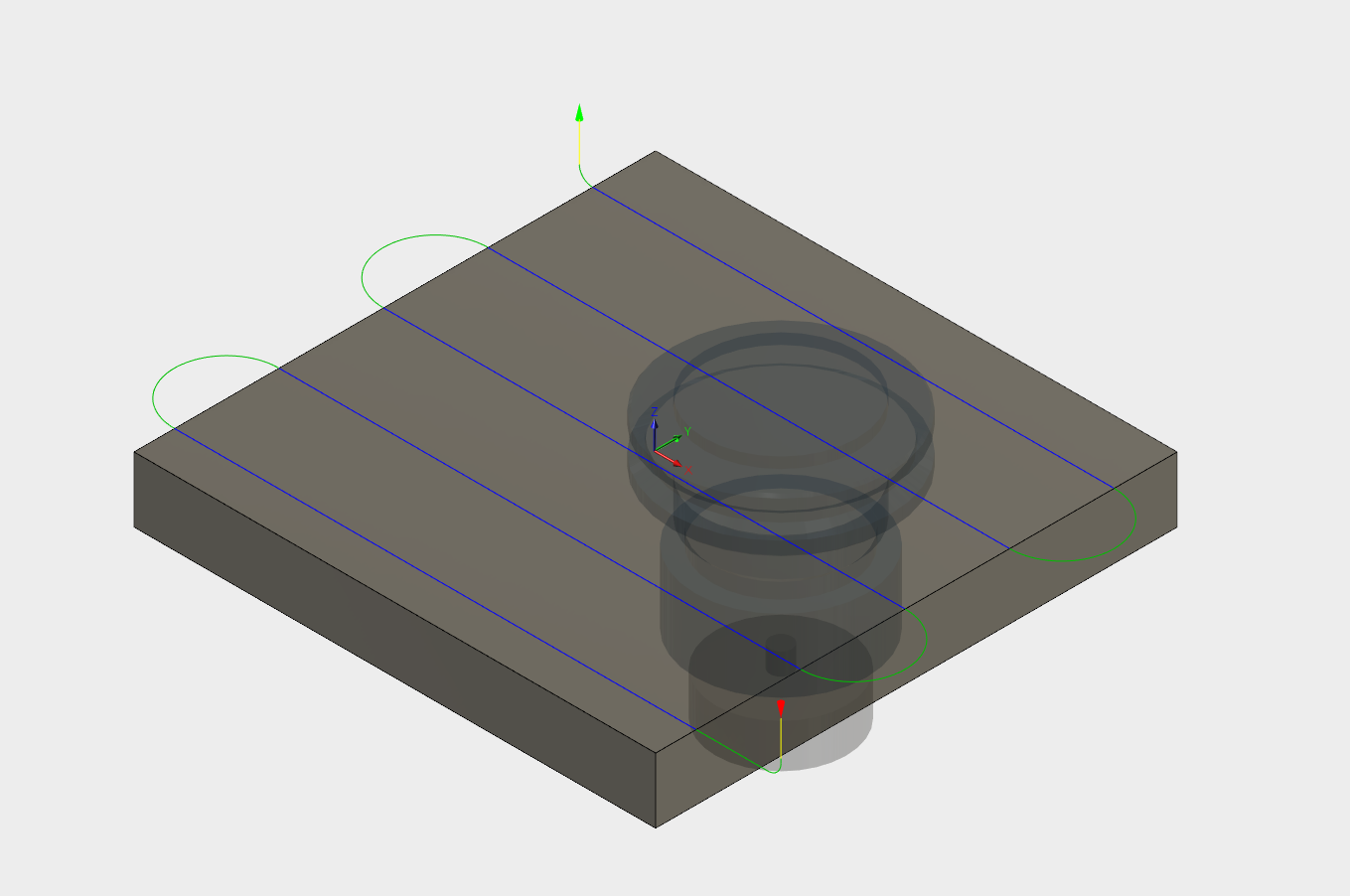
I used a Face cut in Fusion 360, and CM for g-code sender.
The cut was done in both direction on the first and second pass, it was on the third pass where it seemed it dropped in z height.
The Z-axis should be controlled by:
- belt tension — check the tensioning bolt?
- pulley set screw — seems unlikely, but see: http://docs.carbide3d.com/shapeoko-faq/shapeoko-3-how-to-check-the-pulley-set-screws/ — there are some additional ones hidden inside the assembly — check those?
- the eccentrics more control front–back alignment and plumbness, but see: http://docs.carbide3d.com/support/tensioning-eccentrics
- springs — removing one is a trouble-shooting technique for when it can’t be pushed/kept down sufficiently which doesn’t seem to apply here
See if you can capture the shift on video?
Also be sure the plunge rate is slow.
The plunge happens out side the part, and should remain and the same height during the whole operation.
Does this always happen at the same place in the cut?
Yea it seems to happen on the 3rd pass.
Well, got me. I’d say check the mechanical stuff as Will suggested, but beyond that, I don’t know how to help at this point.
I would’nt say a pulley set screw is unlikely.
I have had the the same issues of some sort with all of my pulleys.
It could work for days/weeks but suddenly the machine would skip or jump out of toolpath on one side of the job just to carry on like nothing had happened on the other side.
After restarting the job thinking I pushed it to hard the same thing could happen on the very same spot.
Narrowed it down to loose pulleys, tightened them and it was ok.
The pulley set screws design should be innovated.
Just wanted to give an update.
I tighten the set screws and added more tension to the belt.
It did help, however I was still getting the line in the part.
So I switched to convention cut only and it seems to take care of the problem.
When I did climb cut only, I got more lines on the part.
However when I switch to a .25" 3 Flute endmill, I was able to do both climb and convention cut with no lines.
1 Like
I had this issue recently…(30 minutes ago)…
I seemed to have gotten most of it out…
The two big items were…
A. Switched to conventional only milling…
B. I tightened the eccentric nuts on the y axis carriage plates on the side opposite my direction of tilt. In other words. The bit was leaving a ridge on the front face of the bit and I tightedn up the eccentric nuts on the rear side of the y axis plates…
I actually did it while running the facing operation at a very slow speed in small increments and it shows a huge improvement from front of waste board to the back.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.