I am not sure how to zero the next bit while running the advanced v-carve program. I set it up and started the job and it ran well with the 1/8" end mill. after that process completed, it asked me to change bits and then to turn on the spindle and then continue. It never asked me to re-zero that bit. The V-bit was set higher than 1/8" cutter so it wasn’t ever cutting anything. Am I missing something here? Should carbide motion ask to re-zero the new bit?
If you do not have a bit setter you need to separate your tool paths in to two different tool paths. Create your toolpaths and then disable one (assuming two toolpaths) and save the first tool path, then disable the saved tool path and enable the second tool path and save that one with a different name. Then in CM run the first tool path, replace the tool, rezero and run the second tool path. If you had a bit setter the zero would be reset by the bit setter. I have had my bit setter since they came out and I really like it.
1 Like
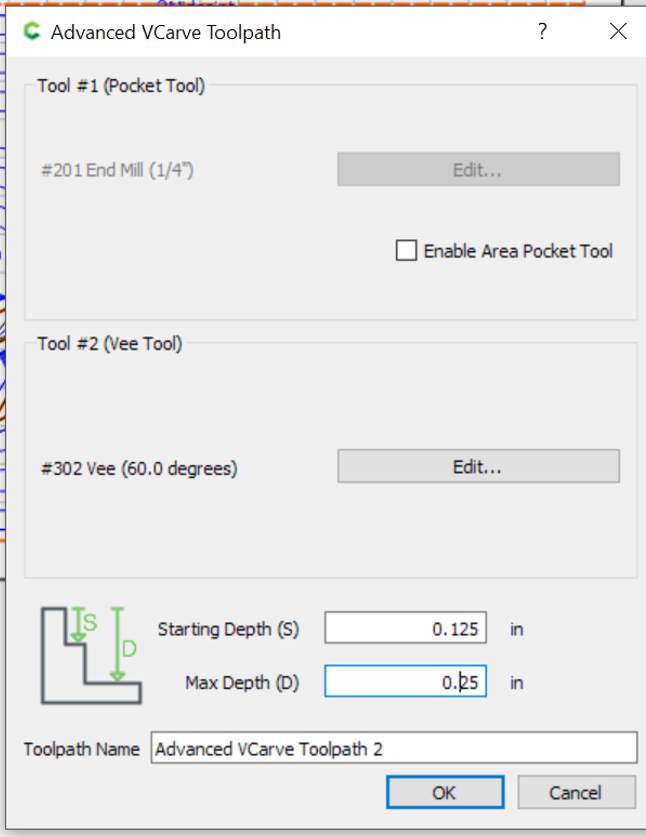
Thank you for the input Guy. I have the touch probe which should work the same as the bit setter. Is there a way to separate the toolpaths when using “Advanced V-Carve”? It is only showing as one tool path…I know there are 2 paths-see image for advanced toolpath - one is pocket and one is vee. My problem is that there is no distinguishable point at which I should re-zero. I would think there would be a pop-up that says re-zero…similar to the one that says set spindle speed to #####. It is almost like there is a piece of code missing in the program. Or should I just know to do it, and when?
Please note to have the Probe work the same as the BitSetter you have to:
- enable the BitSetter
- configure it to look at some place where you will always place the Probe
This is not a supported configuration and places the onus entirely on the user for always have the Probe in the same position as previous occasions when doing a tool change.
EDIT: and as @neilferreri noted, ground the endmill before each toolchange
currently this feature assumes a bitsetter (which is an awesome device fwiw… I love mine) and does not allow you to split up the gcode files.
making a tool to split gcode files up is not complicated and I’ll probably create one this weekend since this question seems to come up a bunch
having said that, you need to be dang accurate on your Z zero for these and did I mention that the bitsetter is awesome 
1 Like
My current work around is to separate the advanced v carve tool gcode file manually in notepad.
Look for the Txx (xx for whatever the tool is called) line and nearby that line you should be able to spot where to split the code.
I make sure the header on the second half of the code matches the first time I be sure I’m not missing any setup. Save as separate files for the pocket and vcarve. Both should end in .nc
Run these paths seperately and zero as normal. It seems to work well enough.
so if I make a tool for this… would you use that instead of notepad?
or would that be wasting my time
3 Likes
AND have a grounded spindle/endmill or be fast with your alligator clip.
2 Likes
Automated tool would be great for people who dont feel comfortable splitting the code.
It would save me a few minutes too .
Hopefully the code monkey(s) at Carbide can incorporate the seperate toolpath output in a future release.
1 Like
Seems like an odd shortcoming. I would think that the software would allow you to step through using the touch probe to re-zero the z-axis - similar to “turn off spindle” to make bit change or “continue” to continue with the job. not sure I understand that. Maybe a future improvement. Thanks everyone for the input.
@fenrus, that tool would be great. Let us know where the file is. Thanks!
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.