
@YvesChristian
Can you tell us more about the application these were made for?
Great looking parts, what machine are you using?
Wow, were these made on the Nomad or are they just for using on it? or are they for using on it and made on it?
@1st_Kiwi_Nomad and @ApolloCrowe nice to meet you guys
those where made on the Nomad with a .125 end mill drill bit. Then i used .25" end mill drill for finishing she is weird but the .25" end mill need much more torque so it is not recommended to used that as rough cuts with nomad 883 pro. To have a good finish, i left 0.005 material from stock the used .25" end mill to finish. All those parts was made in the Nomad 883 which made me save 2000 in 3 weeks for my company.
The parts machined are jigs used in microelectronics company for holding multiple products (by suction) during production (wire bonding, surface mount and many others).
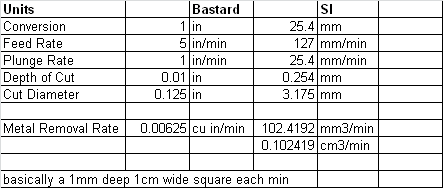
Please make sure us use Cutterviewer to test your G code because some times you may have surprises. I use a feed rate of 5 and a plunge rate of 1 with full rpm speed (10000).
hope it helped.
Sorry, units please  2000min or $2,000? feed rate of 5mm/min? m/s? ft/s? sorry but just so I know what you are talking about. This is very impressive work so I want to be clear if I want to replicate it.
2000min or $2,000? feed rate of 5mm/min? m/s? ft/s? sorry but just so I know what you are talking about. This is very impressive work so I want to be clear if I want to replicate it.
@1st_Kiwi_Nomad sorry for the incomplete info. I saved $2000 in 3 weeks. For the feed rate, it is 5 in/min and plunge rate 1 in per min.
perfect thanks! what about depth of cut?
so inspiring to hear all these stories of saving/making money from the nomad!
@1st_Kiwi_Nomad I go with a DOC of .01"
for counter-bore hole of dia close ot .125", I use a smaller end mill i.e. .0625 for example.
Thanks for revealing all your trade secrets Tchatchouang!
I have noted down everything you said and will try these settings next time I machine aluminium. Nothing like having a proven settings to use! I have G-Wizard, cut viewer etc but nothing beats practical results! Buy the way I completely agree with you that you have to use cutviewer before running actual cuts, it saves so many mistakes!
You have really proved me 100% wrong about not being able to cut aluminium on the Nomad! I’m happy to be wrong 
and also, welcome to the forum! I hope we see heaps more from you!
So I did some quick numbers and calculated your metal removal rate to be 102mm3/min
That’s about 1 square cm by 1mm deep per min. So it’s not that much but will get there in the end. I guess the bigest problem is that you are basically wasting all of the cutter except the bottom 0.01" (1/4mm) of it.
Are you sharpening your own cutters?
hi @1st_Kiwi_Nomad
yes i know its really slow but that is the best i could come up with. The Aluminum i was machining was kinda hard for using a higher plunge rate made my cutter to get stuck. I use 1 cutter for 2 to 3 machine parts (which is ok for me in terms of cost, 3 end mill for $25) in other to stay in the tolerance i need.
Also I don’t understand when you say "
Basically a 1mm deep 1cm wide square each min
".
I don’t go 1mm deep per min, i go 2.54cm each min
Material removal rates ― every minute you were removing 1 square centimeter of material.
yes exactly, as WIll Adams has said, I meant you go through 1mm of 1sq cm of material / min. 1 cutter for 2-3 of those jigs sounds pretty good and the price your paying for cutters is also super cheap compared to what I’m paying here at the bottom of the world. Your so lucky in the states that you actually have a manufacturing industry to support you. I pay about that per cutter.
ohh i see. yeah i have quiet a small MRR but its ok cuz i let the machine run and come back when its done. But if the cutter is that expensive then maybe you might try other parameters that will make the cutter last longer. Please if you do let me know. If i could save some extra cost it will be better. On my own side i will do some test and if anything comes up i will let you know
Don’t mean to be a nag, but please don’t leave the machine running unattended — it’s a dumb machine — if a belt breaks, you could wind up with the endmill spinning in a single place for a long while which might cause a fire, &c.
For your penance, please review http://docs.carbide3d.com/article/41-machine-operating-checklist