Before it broke were you getting nice little chips, no sign of melting ? happy cutting sound ?
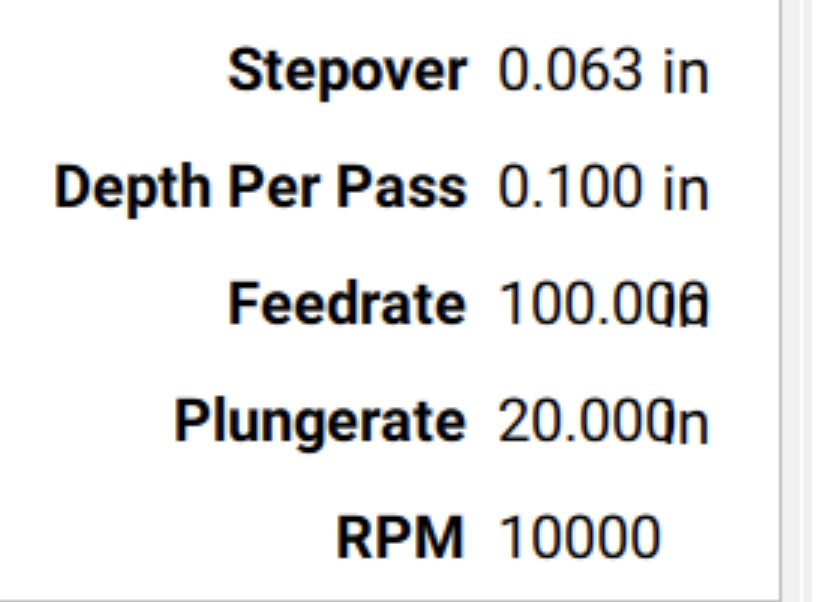
2.5-3 on the Dewalt is 19000RPM, for that single flute cutter 100ipm at 19000RPM is a chipload of 0.005", nothing crazy in HDPE (a.k.a. butter)
0.1"DOC should work, it’s 80% of the cutter diameter, to play it safe you could dial it down to 50% DOC e.g. 0.0625".
Now the plungerate is the one parameter I would change, it’s too slow for my taste in soft plastics. I found that plunging relatively slow is prone to produce strings of plastics or even local melting during the plunge and before the lateral moves begin. If this happens, when the cutter starts moving along X/Y, if there is some melted plastic around the cutter/in the flute…all bets are off.
Did the cutter happen to break at the beginning of the cut ?
With a single flute in HDPE, at 0.1" depth per pass, I plunge at 60ipm without thinking twice.
The only sound was that I heard a kind of grinding noise almost like wheel bearing going bad for example.
Chips look nice and even nothing to crazy. But the noise was odd although I can’t explain it.
I had one of these bits the other day get barely touched by my vaccumm when sucking up chips and it broke at same location as image. Are these expensive bits just crap? Does not sound like parameters are out of whack from what you are saying.
Mmh that’s weird. Any chance it might have come from the router itself ? A router with a bearing starting to go bad might have a large runtout of a sudden. But that’s a wild guess, and unlikely.
It all depends on how you define “barely”, but endmills don’t like sudden lateral forces for sure.
No, however until you figure out what’s happening it may be better to buy a bunch of cheap Amazon 1/8" single flute endmills for doing test cuts. I feel you, breaking Amana bits is not fun at all…
They are not, but in case of doubt, reduce DOC, that is the most straightforward way to reduce forces on the cutter and therefore minimize any chance of breaking something.
Julien’s idea is good. I’m using cheap 1/8" bits on my Nomad and cutting 3mm DOC on HDPE with no real trouble at all. (Although those Amana bits are very long. Mine only have a 6mm flute)
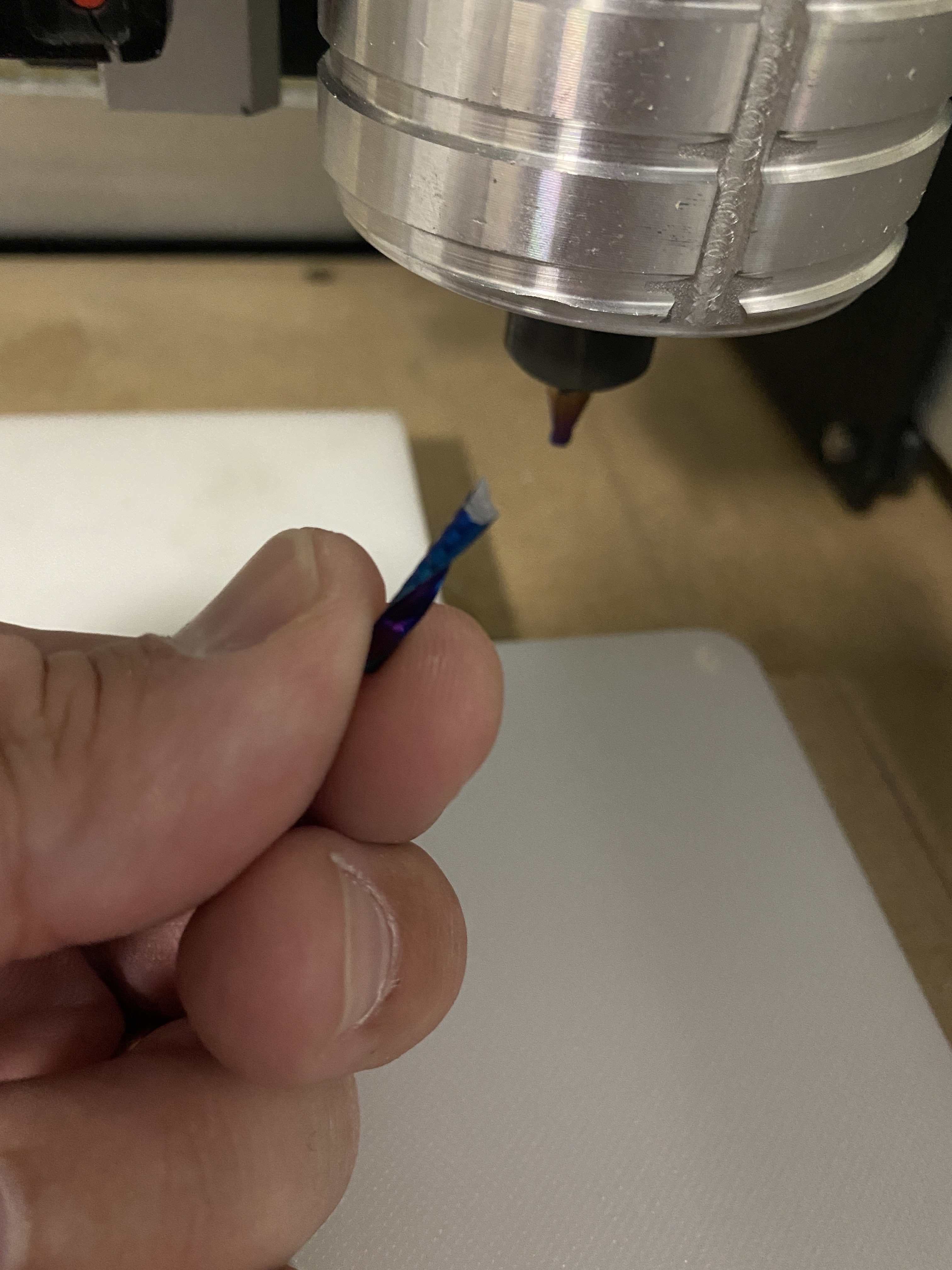
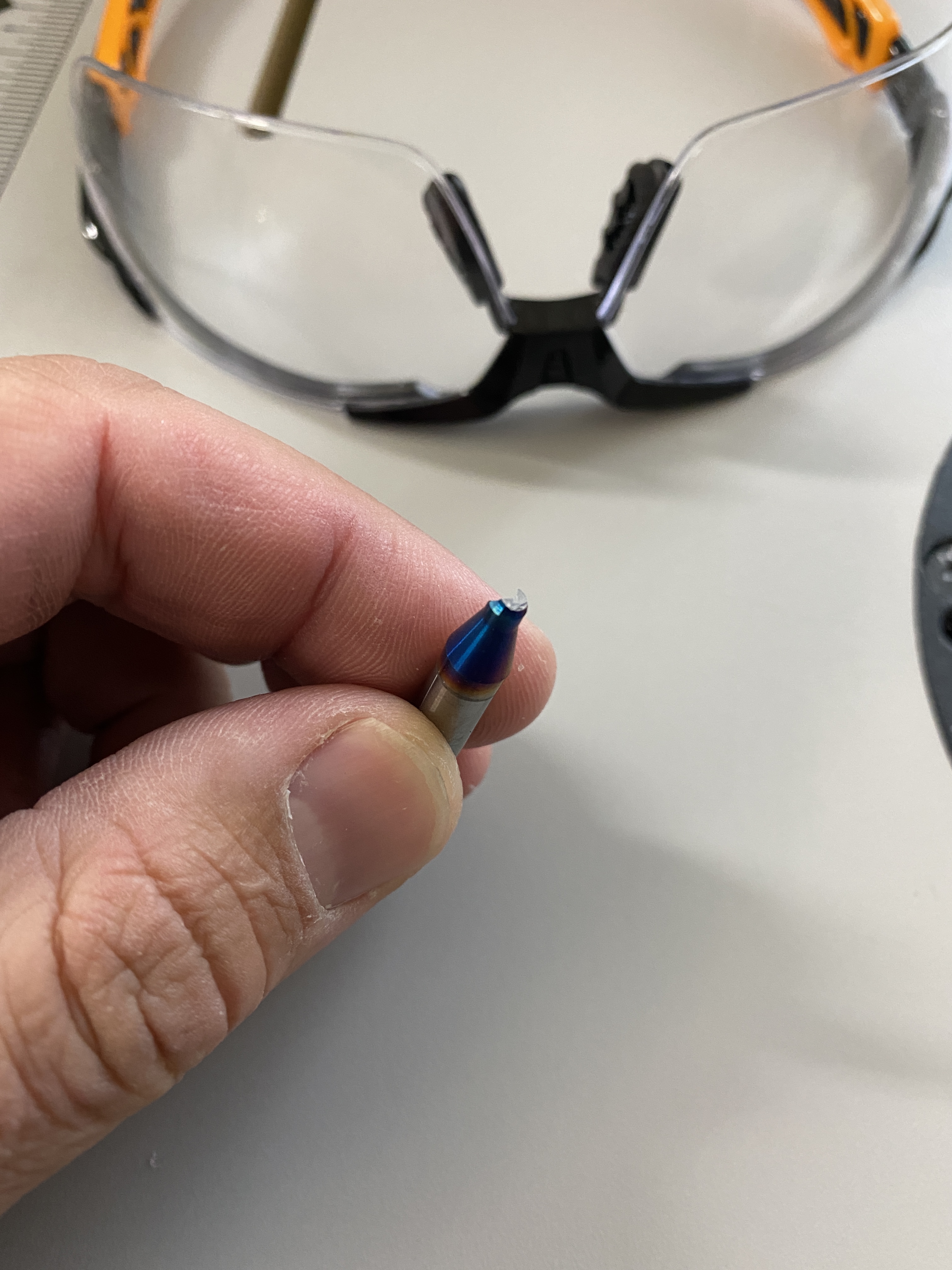
This may not solve your problem, but I have always had more breakage issues with 1/4 shank bits that taper down to smaller size cutting diameters, so I try to stay with a straight diameter type tool in both my regular routing operations and for use in the XL3. It is an extra step to change out the collet, but I have better luck with that. With the taper bits, there just seems to be a weak point at the exact spot that yours snapped off (just where the taper ends and the cutting flutes begin). I’d be interested to hear if you have the same trouble with a straight-shank type cutter with no taper–even one of the cheap Amazon tools.
Well the slightly reduced chipload may help, and the 100% DOC should work anyway…except that for some reason apparently it didn’t, in your case. Experiment with cheap bits…you’ll know.
Maybe it’s chatter/vibration. This is one of the biggest causes of carbide bits breaking. Is there a chance that your workpiece is vibrating while being cut? How are you holding it down?
So far the new feeds and speeds provided have not resulted in a broken bit, I did get Amana and Tools Today to send me two replacements at no cost based on verifying the speeds I was running, material, and design so that is positive customer service.