My Shapeoko XL arrived last month. My 11 year old daughter and I quickly got to work putting it together. We ran into a few bumps in the road getting it together, but got through it. I see that the new directions have filled in the previous gaps. I have run the Hello World several times getting a feel for how things work.
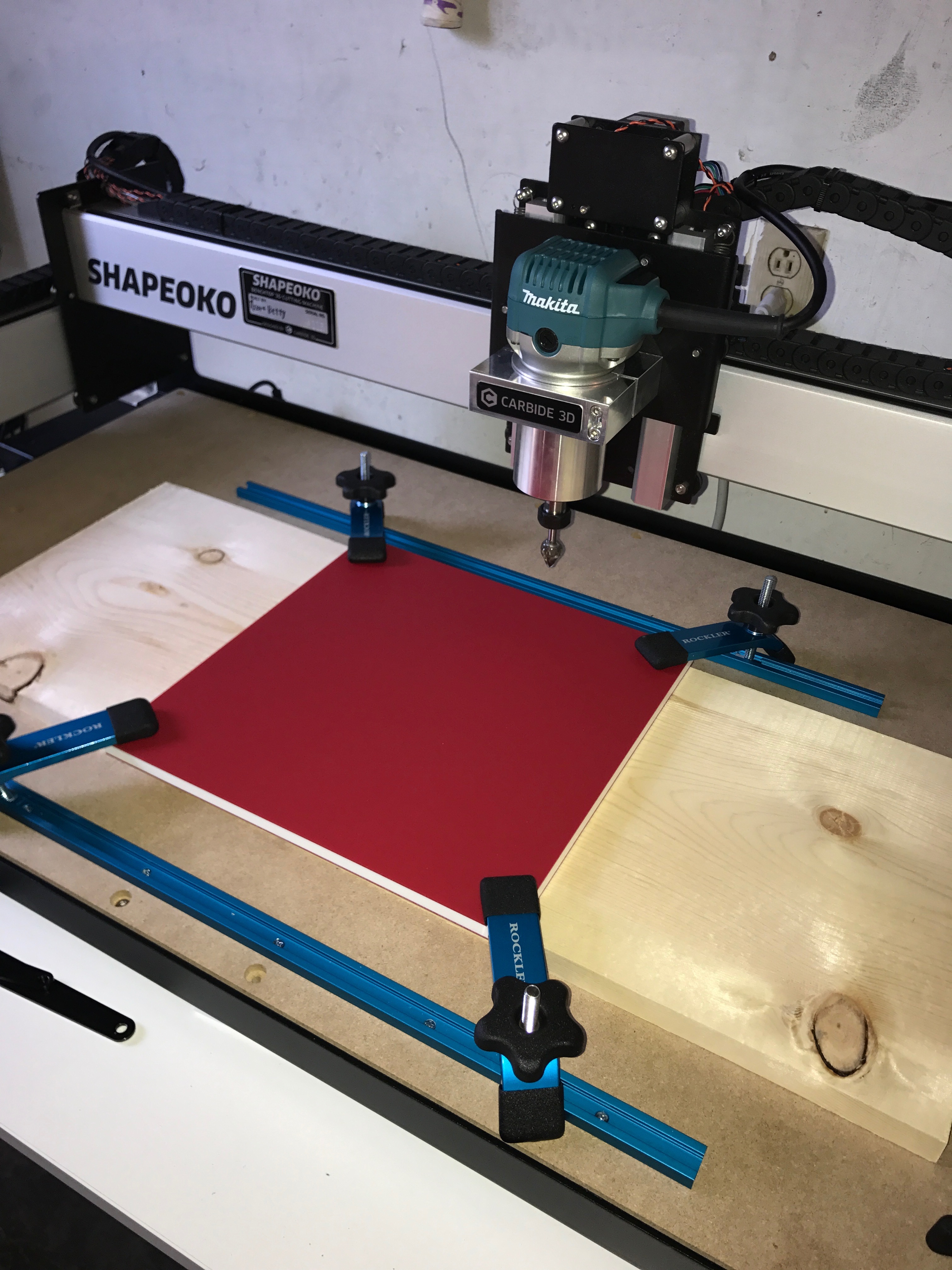
Then I was intimidated by how to hold things down. Finally settled on Rockler T-Track and clamps. I installed those this week. Now, after a month of being too scared to actually cut anything I have got to make myself do this. I intend to make Christmas ornaments out of 1/4" King Color Core. I know from their sheet http://www.kingplastic.com/wp-content/uploads/2014/05/CNC-Engraving-King-ColorCore.pdf that I want to use a v-bits at 20,000 RPMs, 150” per minute and a maximum of 0.1” of an inch deep per cut.
Now my question. What is a plunge rate and how do I decide what to set it as? Also Stepover, what should it be? My settings so far .5" V, Depth per pass .1", Stepover .225, Spindle speed 20k RPM, Feed Rate 150 ipm, Plunge Rate______.
My machine waiting to be used with some 1/2 King Color Core at the ready. (After this photo the plastic protection coating was removed from the bit.)
Plunge would be the speed your Z axis moves up/down not sure the rate you would want to go in that material
and stepover is the amount the bit overlaps in the cut(think of mowing the lawn) and again not sure how much stepover you want on that project.I know most stick around 40%?
Ill see what i can come up with for plunge speed and stepover for you,others may chime in with some better info
I asked G wizard, when I tried to use the cam section it left out the plunge info.
He wrote back and said to divide the feed rate by the number of flutes to get the plunge rate, so 150" divided by 2 =75" IPM
Hi, @Missy. Love that your daughter is sharing this experience with you. I’m trying for my son to get interested too. I have been looking for this material for a little while without any luck. All I find is whole sheets. Can I ask you where you got your King Color Core?. Did you buy it pre cut?. Thanks in advance for any help.
Congratulations on getting things assembled and running "Hello World’!
King Color Core per http://www.kingplastic.com/products/king-colorcore/ is a multi-layer “Starboard”. Starboard is HDPE w/ stiffeners, UV resistors, and some other chemicals added to make it less slippery than normal HDPE.
Some folks will use a calculator: https://www.shapeoko.com/wiki/index.php/Materials#Feed_and_Speed_Calculators (I’m still bummed that my favourite on-line one was taken off-line) and haven’t been able to bring myself to buy G-Wizard (since it wouldn’t be fair for me to do so, then to use it to populate all the data on the Materials page). Started working on understanding the underlying numbers, terminologies, and concepts here: Tutorial on feeds and speeds
Hi @patofoto, I ordered the two sheets of King Color Core I currently have from Inventables. I live in the San Francisco Bay Area and we have a local plastics company called Tap Plastics. They sell King Color as well, but I would have had to call or go in to the store to order what I wanted. I decided that to just get the ball rolling it was easiest to get it off of Inventables. The shipping was very fast and the price is comparable to getting it from Tap Plastics.
I grew up working in the garage on cars with my dad. I want to be sure my kids have the opportunity to work with their hands too as they live on their computers. CNC is a great blend of the two worlds. My 15 yo son was not interested in helping build the machine. He does like to come watch me do stuff or ask when I’m going to finally cut something. LOL.
Thank you so much! I appreciate your help @jdg3. Now I need to put that info to good use.
Thank you @WillAdams! I had forgotten about the Carbide 3D feeds and speeds chart. So much new stuff to keep track of. I will look through all of the links you have given me here. I appreciate the time you spent to respond so thoroughly.
@orlrobinson Thank you for the plunge rate & step over explantation. That helps a lot. Building the machine was the easy part. Learning all the ins & outs of operating it is a whole new world.
Thanks, @Missy. I buy from Tap Plastics a lot but did not see King Color Core on their website. Will check again or call. I will order from Inventables. I always forget that they sell all sorts of stuff. I totally agree that CNC is a good blend of two worlds. The digital and physical. I own a Nomad because I don’t have a garage and I need my basement to stay clean. Glad to be of help if you need anything.
@patofoto The Tap Plastics website says that they have more available than what is on their website. They have King Starboard, so I assume that if they don’t stock Color Core they could probably order it in. When I compared prices I went off the Tap Plastics Starboard price and it was close to the Inventables price. King Plastic has a store locator too. http://www.kingplastic.com/where-to-buy/
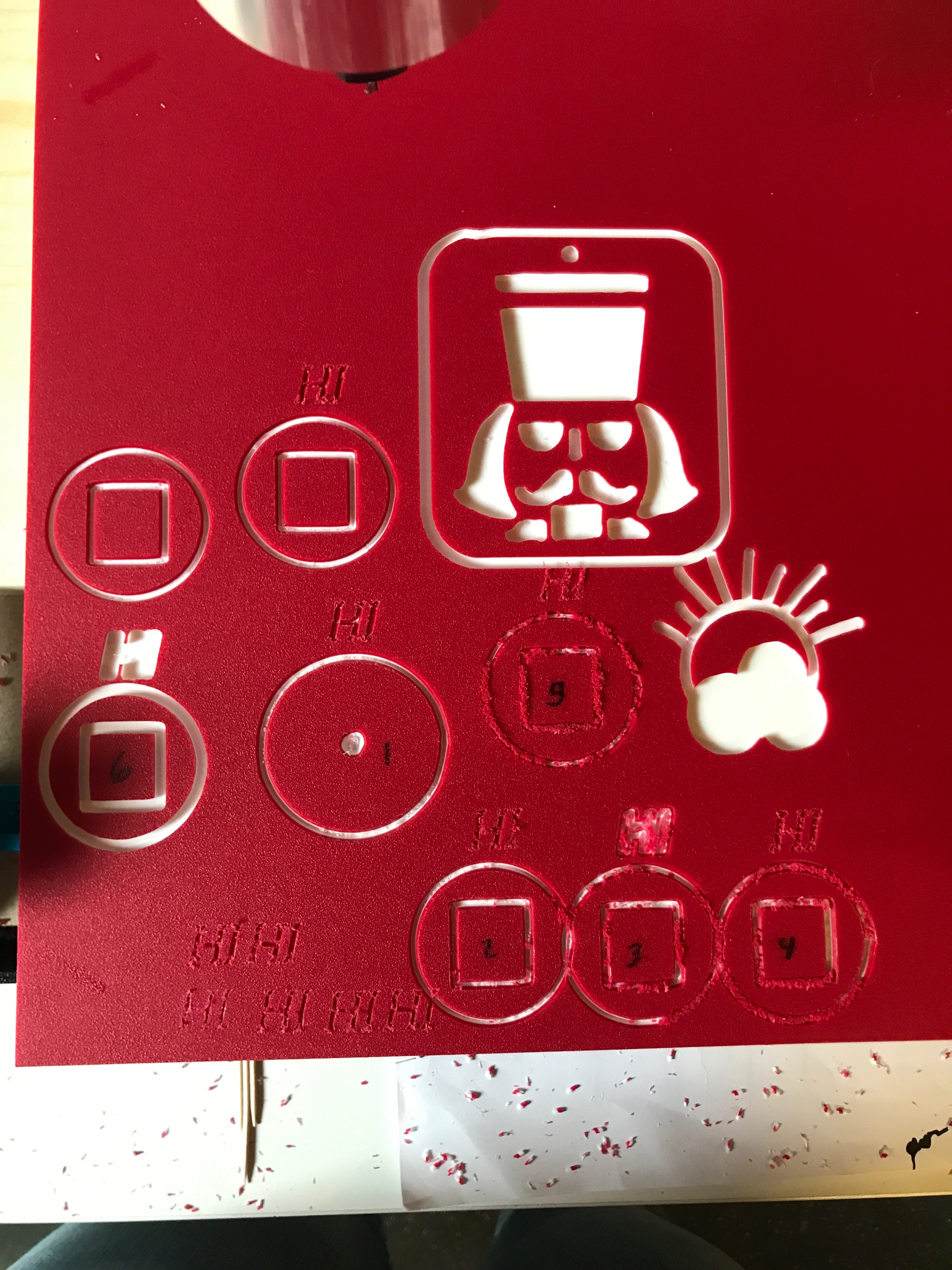
Thank you everyone for all of your help. I wouldn’t have gotten started so quickly with out it. I spent time yesterday and today making test cuts with the .5" 60 degree V bit and .125" square bit. I still have work to do before I’m getting cuts that are as clean as I’d like, but it is getting there. My ultimate goal is to get the nutcracker a little smaller and cleaner. I’ll have to get a smaller bit to get him smaller though. On the back of the nutcracker I will be putting the date and hopefully a name and logo. So I still need to work out getting letters to come out cleanly.
It seems I need to spend some time reviewing Winston Moy’s calibration video as the squares aren’t fully square and there is a weird jog at the top of the nutcracker outline and the sun’s rays end with a strange droop. Room for improvement, but I’m happy to finally be making cuts.
Have you got this worked out yet? I was wondering about the rigidity of this stuff?
I plan to use it on a project so I googled where to buy… the plant is literally 3/4 of a mile away from my house!
I haven’t had time since the last post to work on my machine. From further research I’m thinking that I’m getting deflection on the bit and that is why I am getting the weird wobbly ends on the sun rays and such. I think, but don’t know, if the way to fix that is slow the plunge down. I’ll have to run some more tests soon. As far as rigidity goes they are quite rigid and their site is full of a ton of information. They may have some very specific specs to help you out. I know that you can build office furniture, cabinets, and playground equipment out of it. I’d love to know what feeds and speeds end up working for you.
@Missy - the ‘deflection’ is probably due to 1 of 3 things:
v-wheels on x-axis plate need to be snugged up by adjusting the eccentric nuts.
v-wheels on the z-axis plate need to be snugged up by adjusting the eccentric nuts.
Make sure your spindle is fully seated and secured in the spindle mount. Also make sure that your spindle mount is firmly mounted to the plate.
A couple of pro-tips:
My go-to method of making sure everything is snug: With the power to the machine off - lift up on all of the plates - one at a time - if the wheels are not tight enough against the rail, then you will feel it when you lift up. You may also hear a slight ‘thunk’ noise.
If there is an audible thunk or you can feel it, just rotate the eccentric nut clockwise until you can no longer move the wheel without the plate moving. To do this I use one hand to roll the wheel while simultaneously tightening the nut. As soon as the wheel touches the extrusion, trying to roll it will make the plate move. At this point the wheel is properly tightened.
You can access the screws holding the spindle mount to the z-plate by utilizing the two holes on the back of the X plate - with the power off, just push the z-plate down until you can see the screws, then insert a hex key to the screw head and tighten!
Thank you so much for the tips. Navigating this new world can be a bit overwhelming. I will follow these steps.
I do have a second question. Does the plunge rate control “ramping in” or is that not something that we can control in CC & CM? I saw on some videos where people had straight lines coming out like my sun rays are that people said they could see the bit deflecting when it was starting the cut and that they needed to change their ramp in.
Unfortunately, Carbide Create does not yet support “ramping in” on cuts (which is moving into the cut at a diagonal), instead it requires that one plunge in, then begin moving horizontally.
It would be a nice feature, which I hope gets added.
 I have run the Hello World several times getting a feel for how things work.
I have run the Hello World several times getting a feel for how things work.