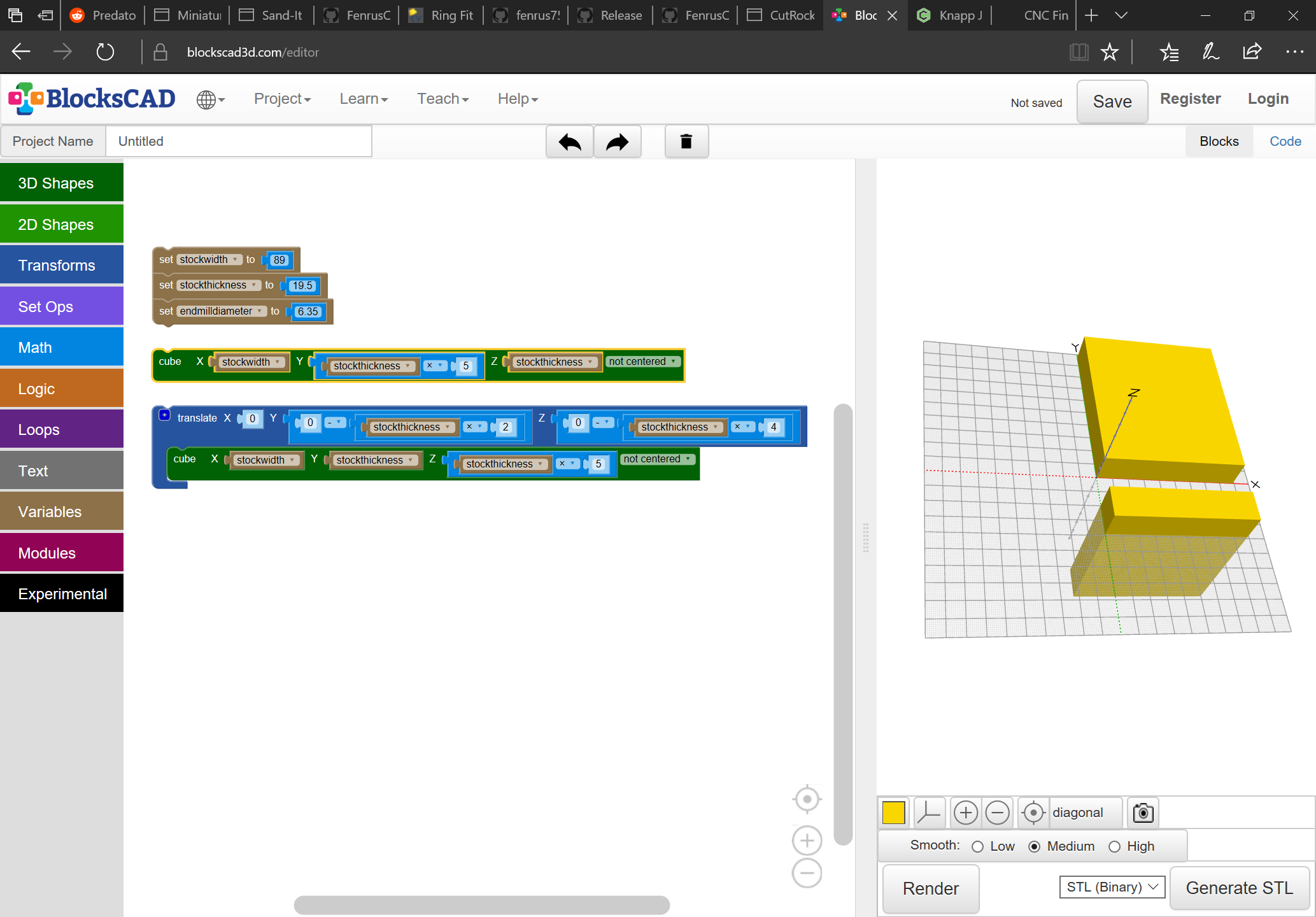
Next draw in two cubes sized and placed appropriately — you’ll need a fixture which holds one board on edge such as: https://cutrocket.com/p/5cb25f3380844/ — see: CNC Finger Joint Box for further details.
Next draw in two cubes sized and placed appropriately — you’ll need a fixture which holds one board on edge such as: https://cutrocket.com/p/5cb25f3380844/ — see: CNC Finger Joint Box for further details.