Has anyone ever tried to create Knapp joints with their CNC? It looks like a very good candidate for CNC joinery.
Has anyone ever tried to create Knapp joints with their CNC? It looks like a very good candidate for CNC joinery.
It was the first machined joint — easily drawn up and machined as finger joints or dovetails are on a machine with a suitable fixture.
See:
for details on usage see:
Yes but I was wondering if anyone had tried a knapp joint since I think it is well adapted to the Shapeoko. No need to reinvent the wheel if already designed! A couple of weeks ago a member asked for joints adapted to the CNC, I was not aware of this type of joint and thought I would ask here.
A parametric model here in fusion would be awesome.
Trivial to code one up in OpenSCAD.
I’ll add it to the list for https://wiki.shapeoko.com/index.php/Design_into_3D
Probably this could be translated into Fusion.
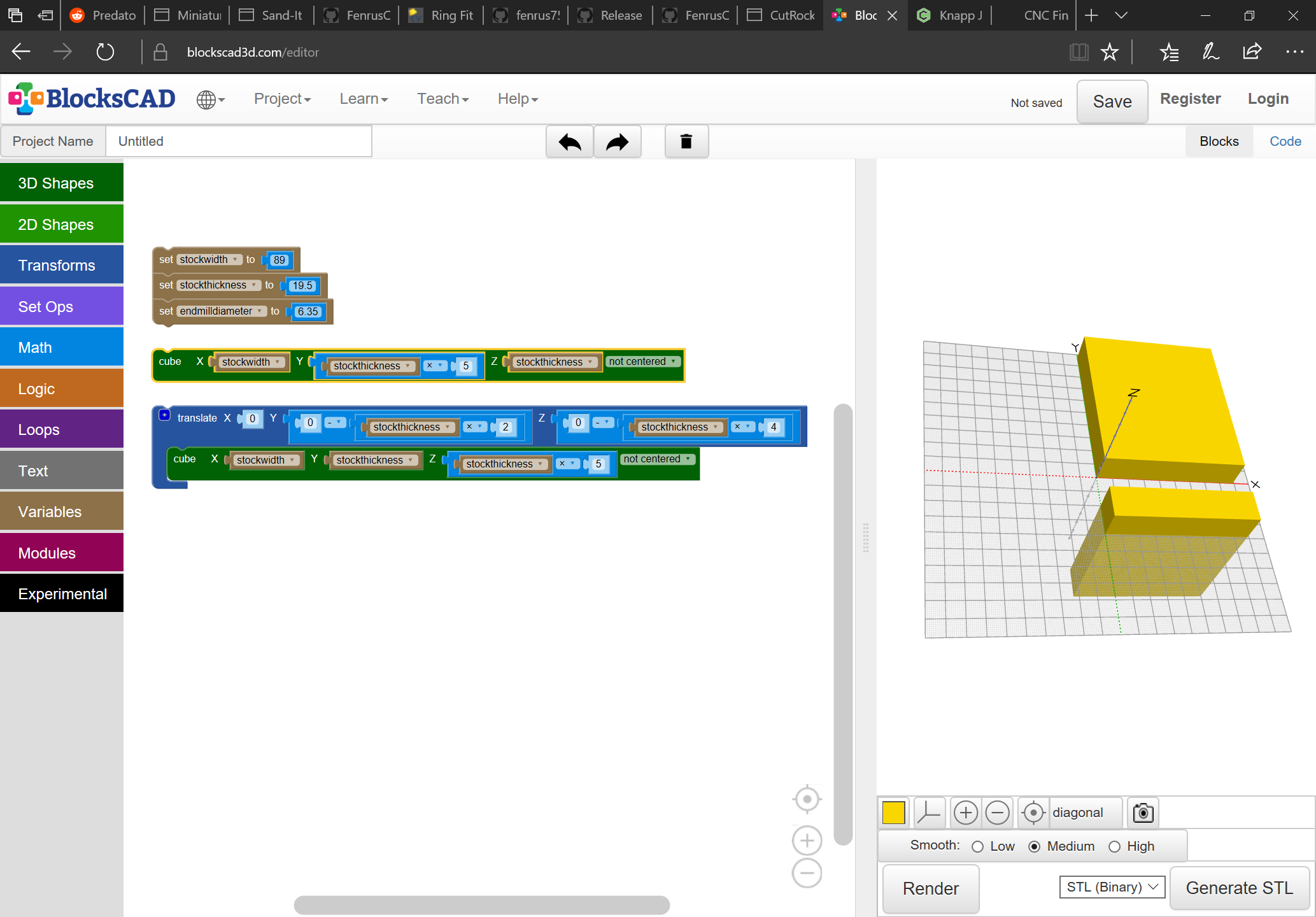
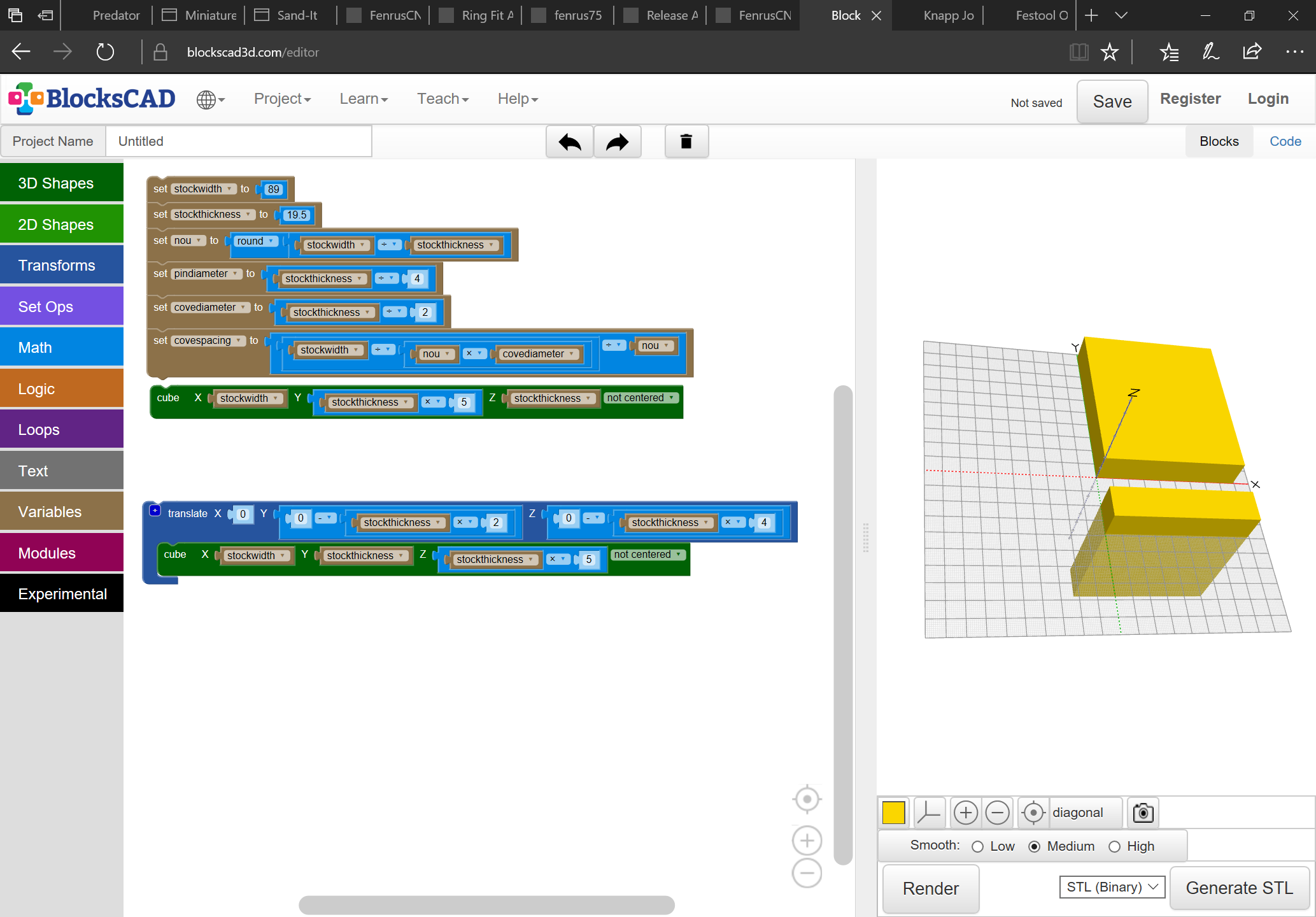
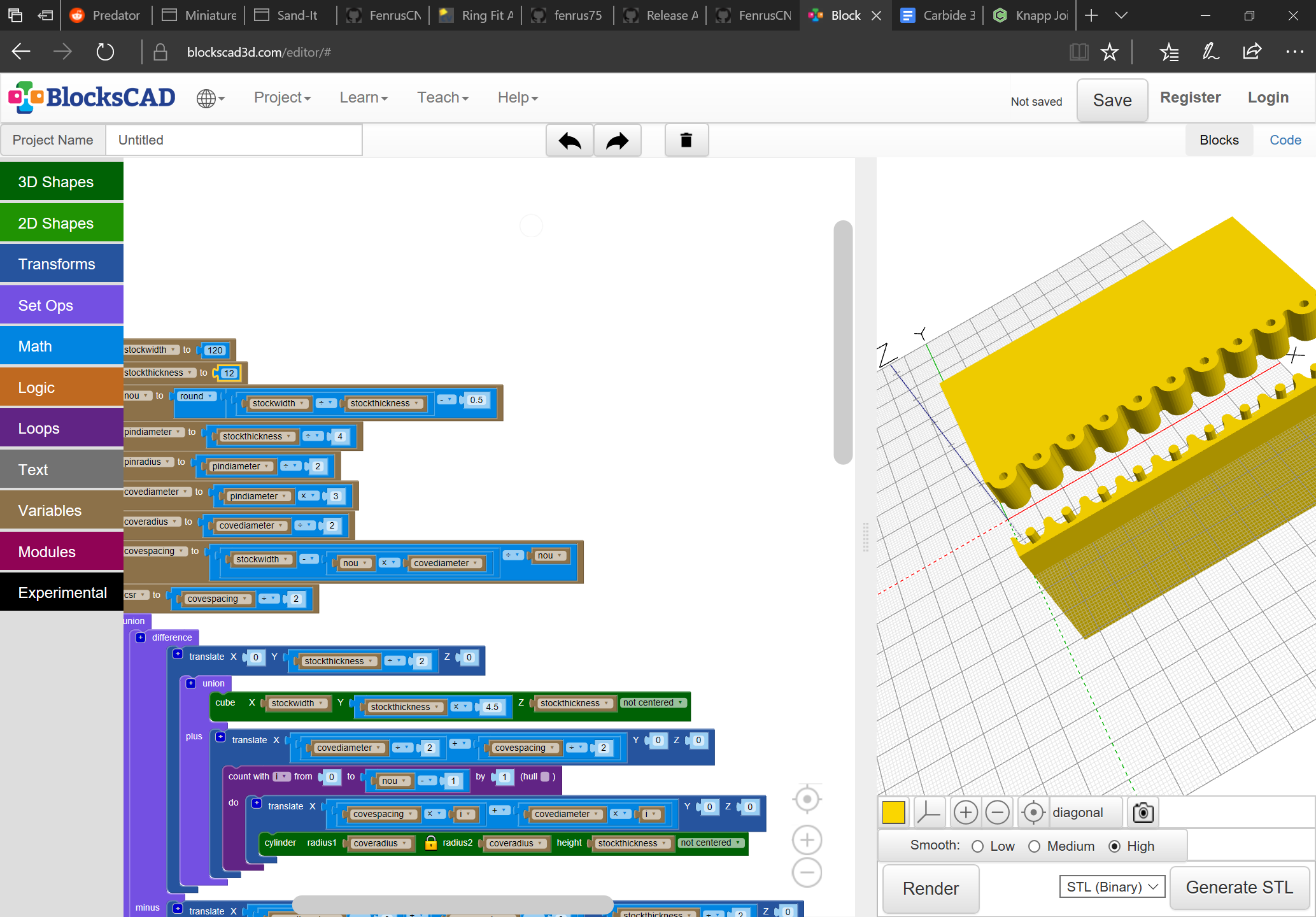
Start by defining the variables needed:
Next draw in two cubes sized and placed appropriately — you’ll need a fixture which holds one board on edge such as: https://cutrocket.com/p/5cb25f3380844/ — see: CNC Finger Joint Box for further details.
It will then be necessary to determine how many pins/scallops there will be — the minimum dimension here should be the endmill (it is left to the user to choose dimensions which will work, no error checking).
The number needs to be:
stockwidth / ( (endmilldiameter + 10%) * 4 )
rounded down — this is based on:
each unit will have:
Note that limiting this by/basing it on endmill diameter has the obvious negative consequence of precluding symmetry — probably it would be better to base on stock thickness and force the user to use a smaller endmill.
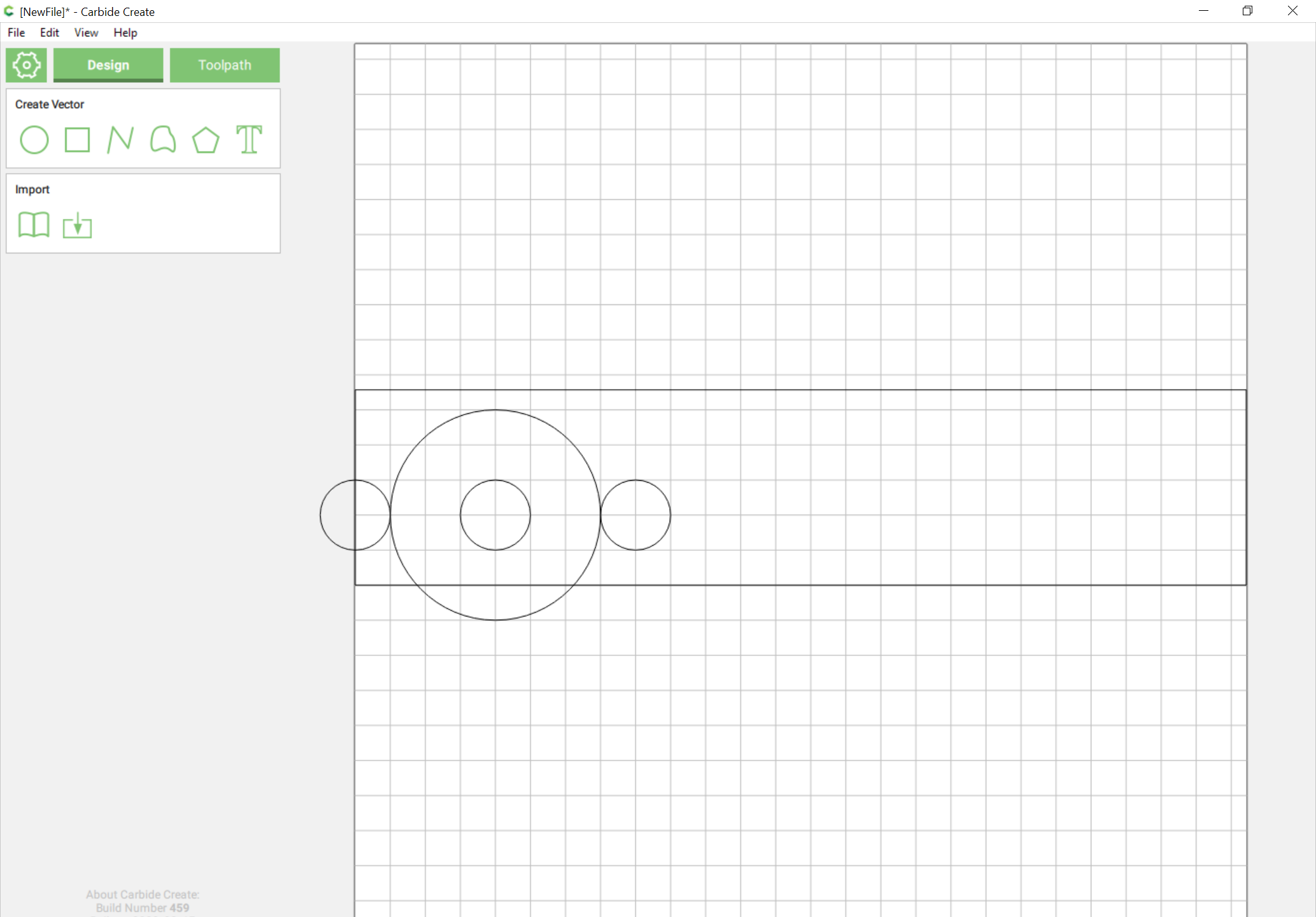
Actually, scratch that — my sense of æsthetics won’t allow that — instead, we back up and just allow two inputs, stock:
and everything will be based on those dimensions and it will be up to the user to source a suitable endmill, or select stock which matches what their endmill can cut.
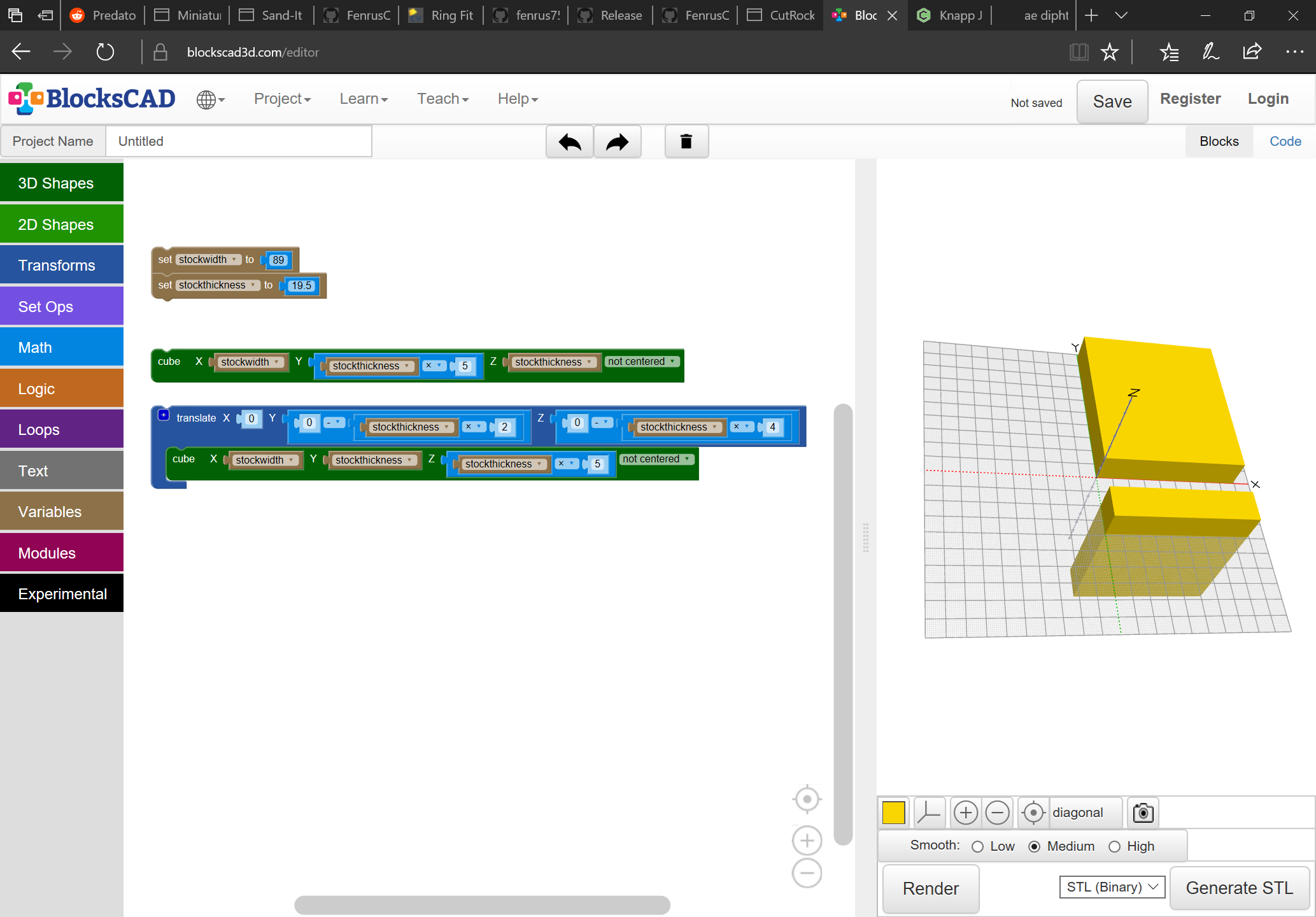
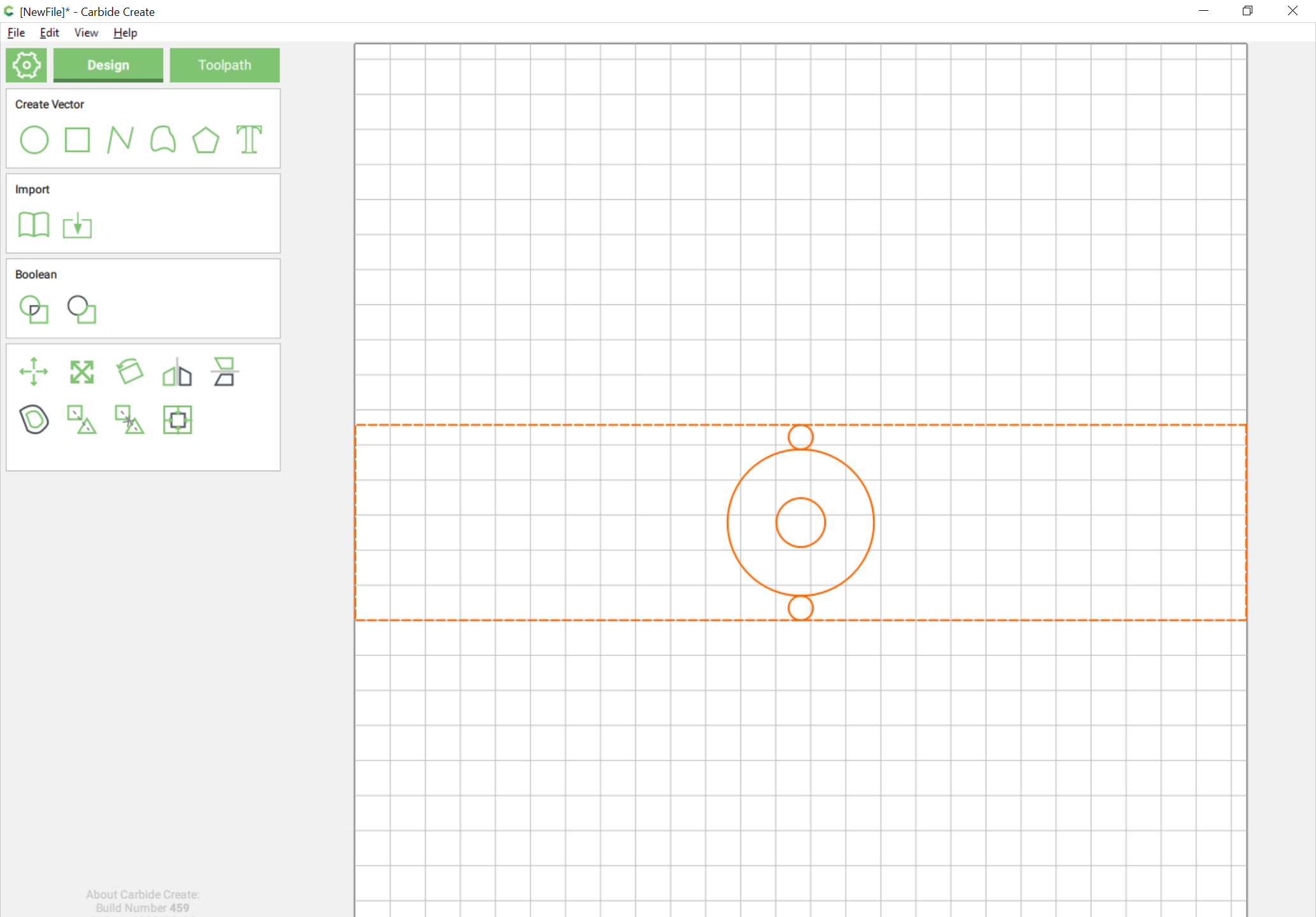
Okay, re-drawing on that basis. We want:
So we draw up:
and group it and size it to match the stock thickness:
hitting “Apply”
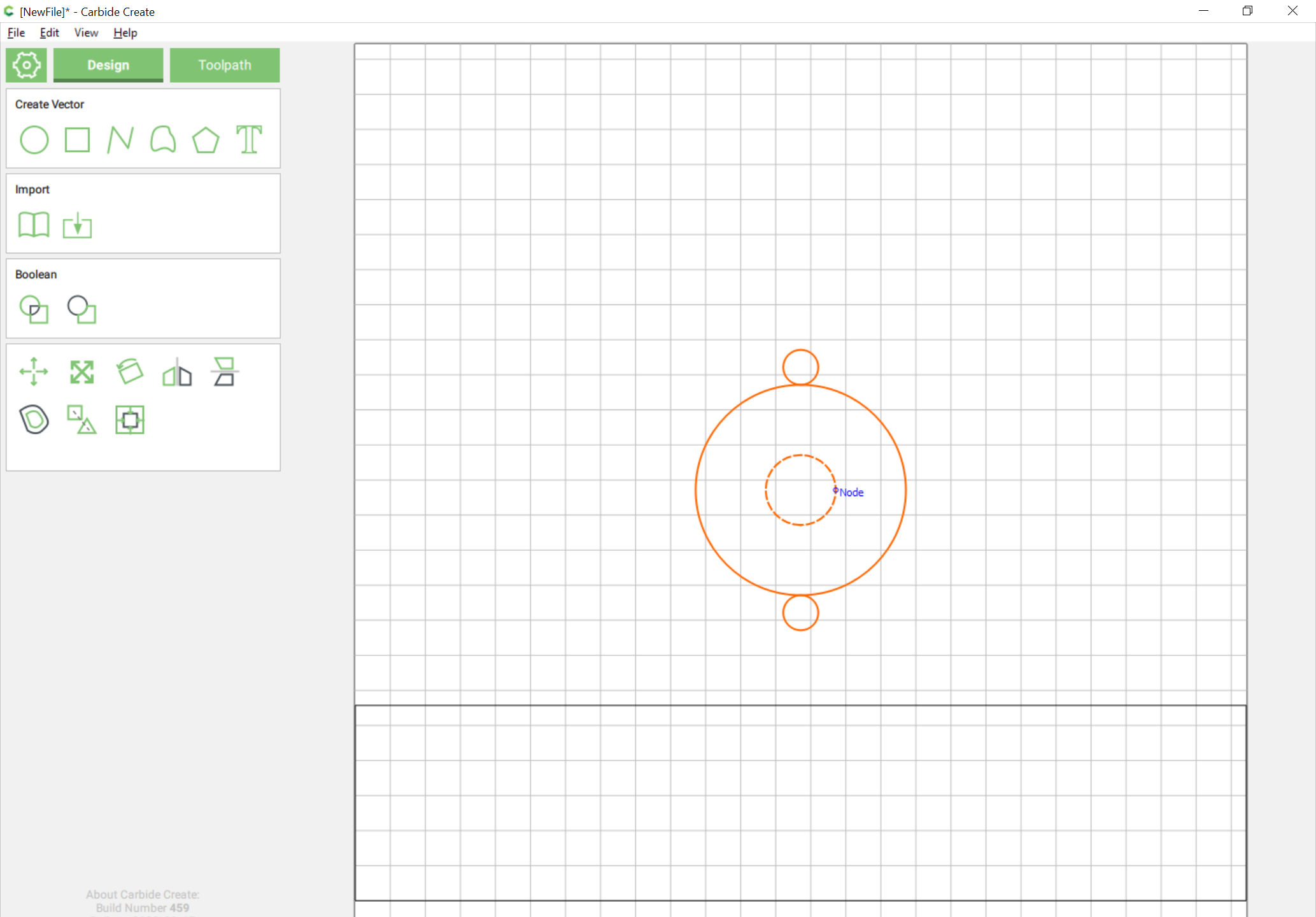
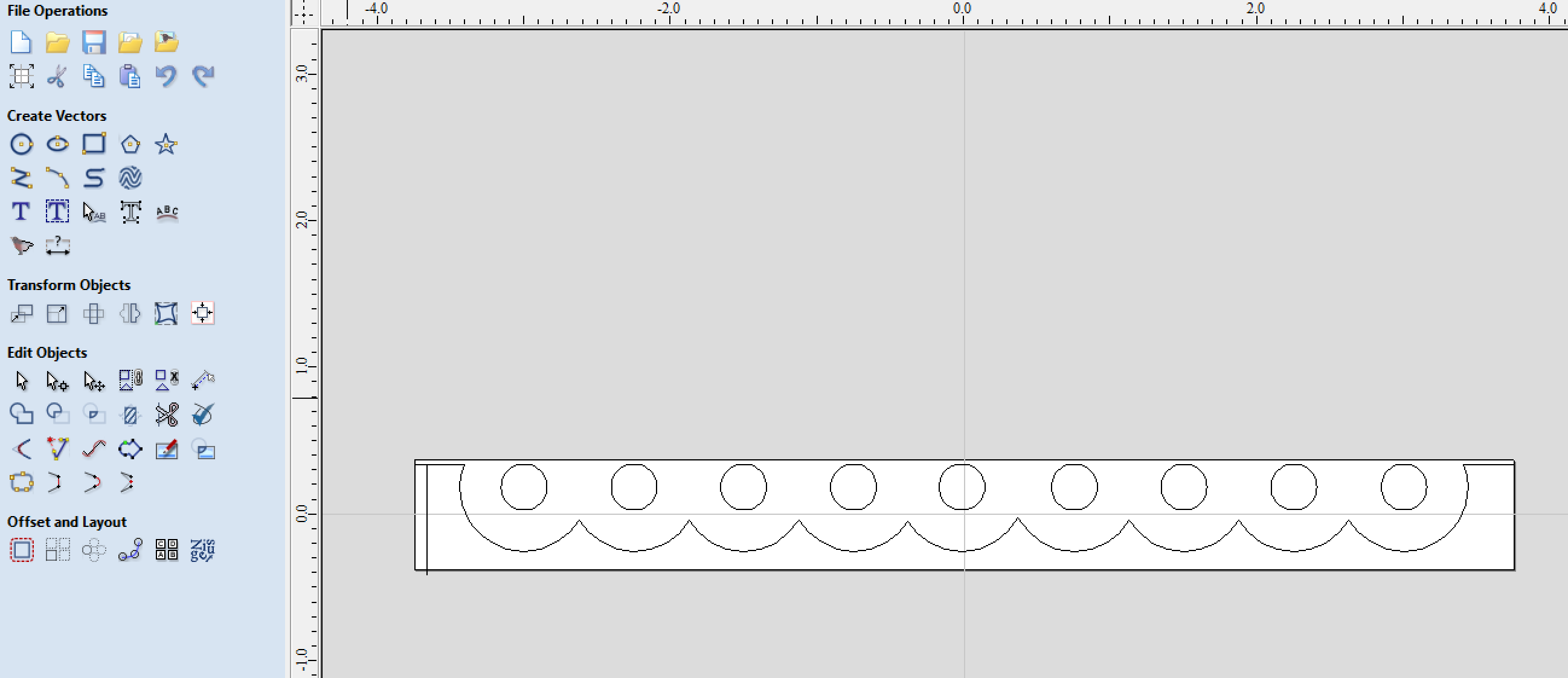
We will need an evenly arranged set of these, joined by semicircles, so we do the math:
stockwidth / stockthickness
rounded down will provide the number of units
then for the spacing we’ll need to get the remainder, divide it by the number of units and add it in-between
So that would be:
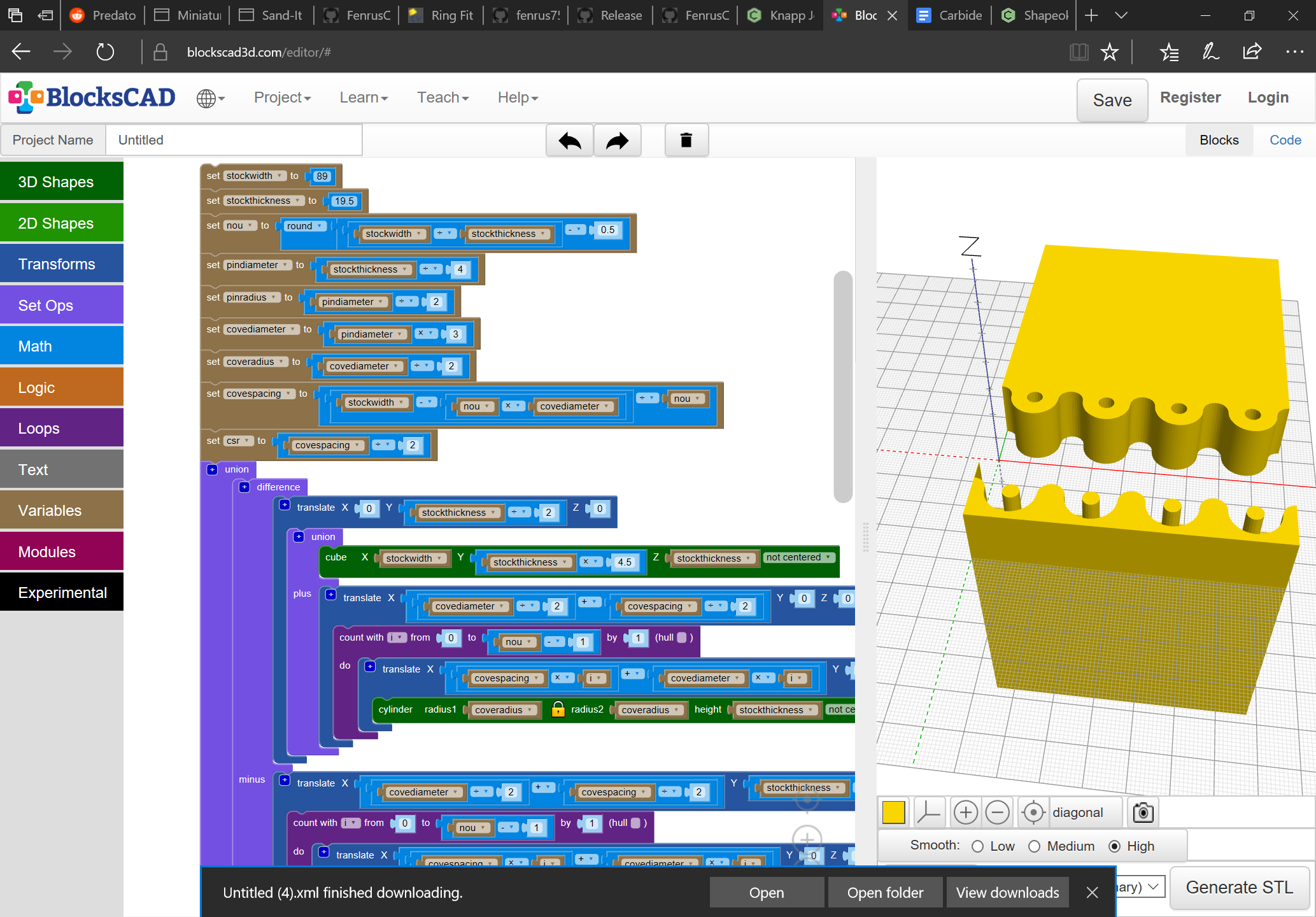
nou == round(stockwidth / stockthickness)
(n.b., that may need to have 0.5 subtracted to force it to round down)
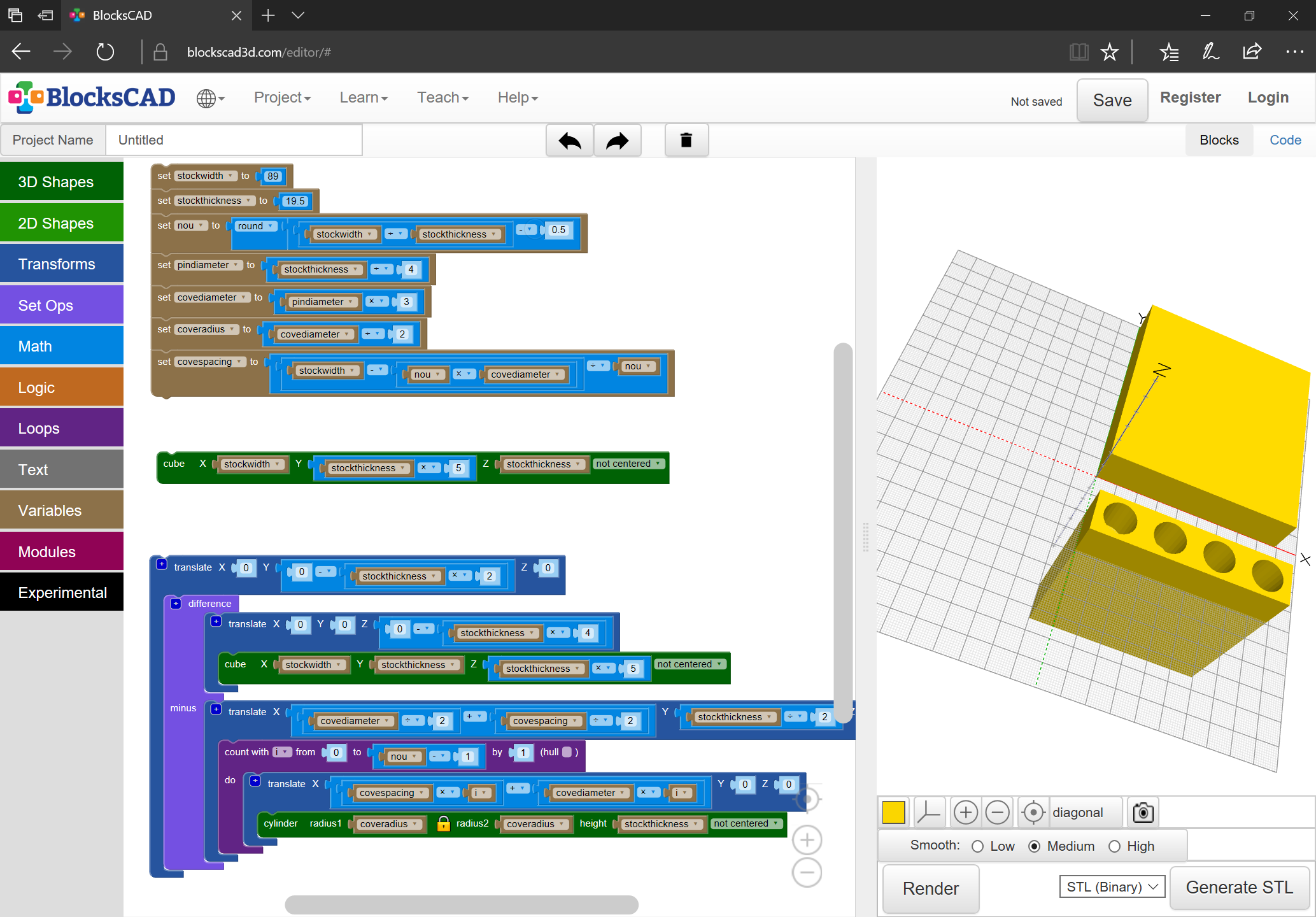
Other variables which will be needed:
pindiameter == stockthickness / 4
covediameter == stockthickness / 2
covespacing == (stockwidth / (nou * covediameter)) / nou
It is possible that we may be off by one somewhere — we’ll have to see how the spacing and dimensions work out.
You’ll want to add some spacing in-between — the scallops are too sharp and won’t allow you to cut the matching part so that it will fit without a void — has to be rounded.
That’s what I’m working through now.
Well my first problem is that I need to create a jig to hold the vertical pieces. Second, I was thinking that I would use a first pass with a 1/4 in endmill and then a second pass with a 1/8in endmill to clear the scallops but I’m not sure it is required. The one I showed is based on this video using a 1/4in bit in a Pantorouter. Hard to beat the speed of the pantorouter but no need to make a template with the CNC.
Fixture, not jig — a fixture holds the work for the tool to be presented to it, a jig guides the tool when the tool is presented to the work.
Design at: https://cutrocket.com/p/5cb25f3380844/
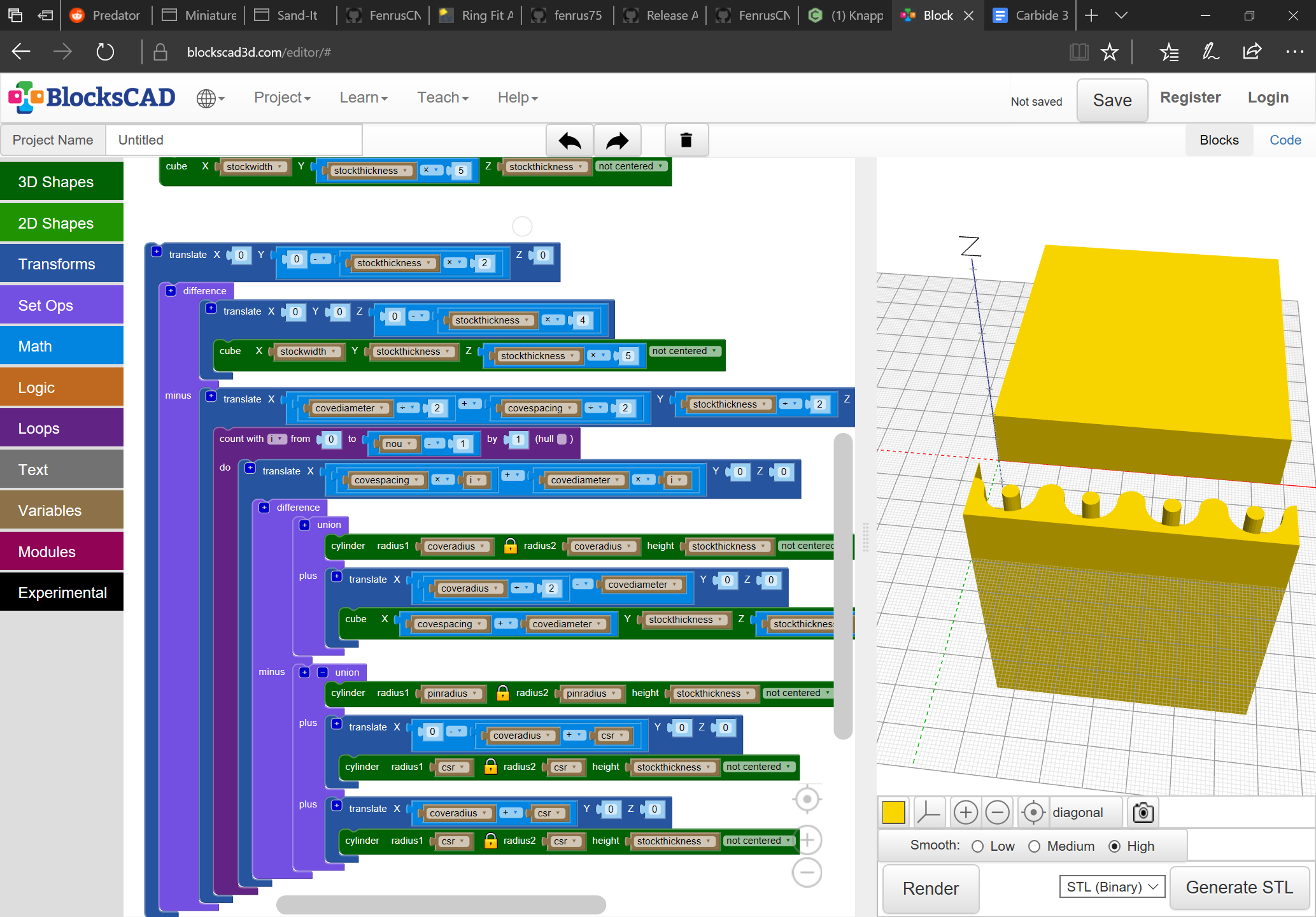
We’ll want a loop (may be off by one and other formulae above may be off — will adjust later), and the loop will need to be wrapped up in a difference with the object we are subtracting from:
Will, does this generate GCode or do you have to import STL and create toolpaths?