Hi Will, I was thinking to loosen the pulleys to ensure I wouldn’t have to go through the same routine everytime the machine is powered on (draws alot of power to leave on at night) What do you think?
LightBurn is the software (purely optimized for only lasers), but I’m still curious to know the optimal jerk and accel settings for the mass of this gantry. Speed I can figure out, since it can’t be faster than the rate of material being melted.
There’s not an option to use Gcode in the normal sense, the DSP controllers use proprietary means which is why LightBurn is very popular in the laser crowd. Not even a way to manually create files.
I think the pulleys have more give, and the rotation of the motor when it is powered up have more influence here.
Don’t leave the machine powered up overnight, or longer than is strictly necessary — stepper motors are weird and work their hardest when holding position.
Is there a possibility of one or both motors being between full steps even if I hold the gantry on powerup? I was thinking of them being synced by full-steps for best results.
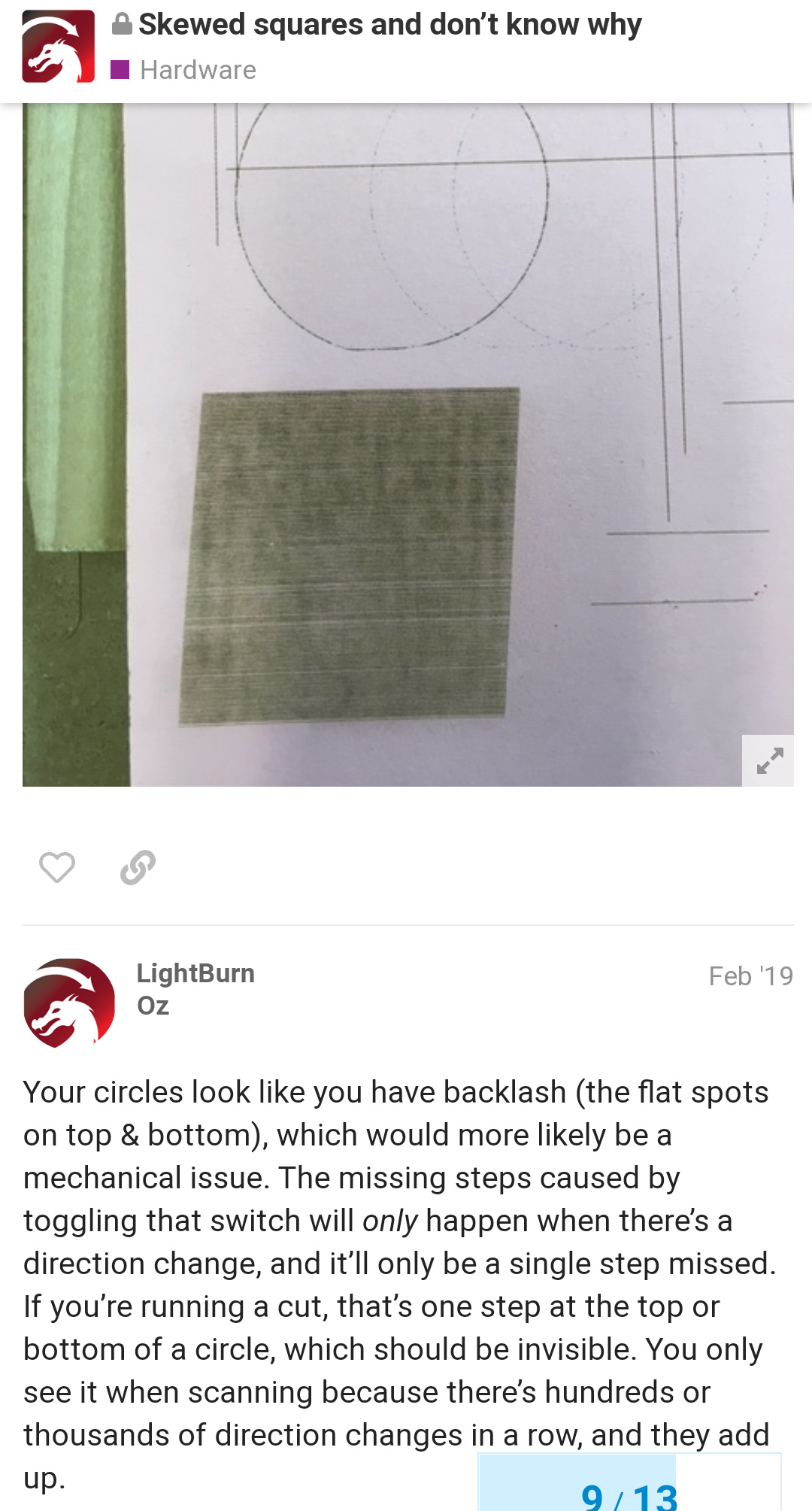
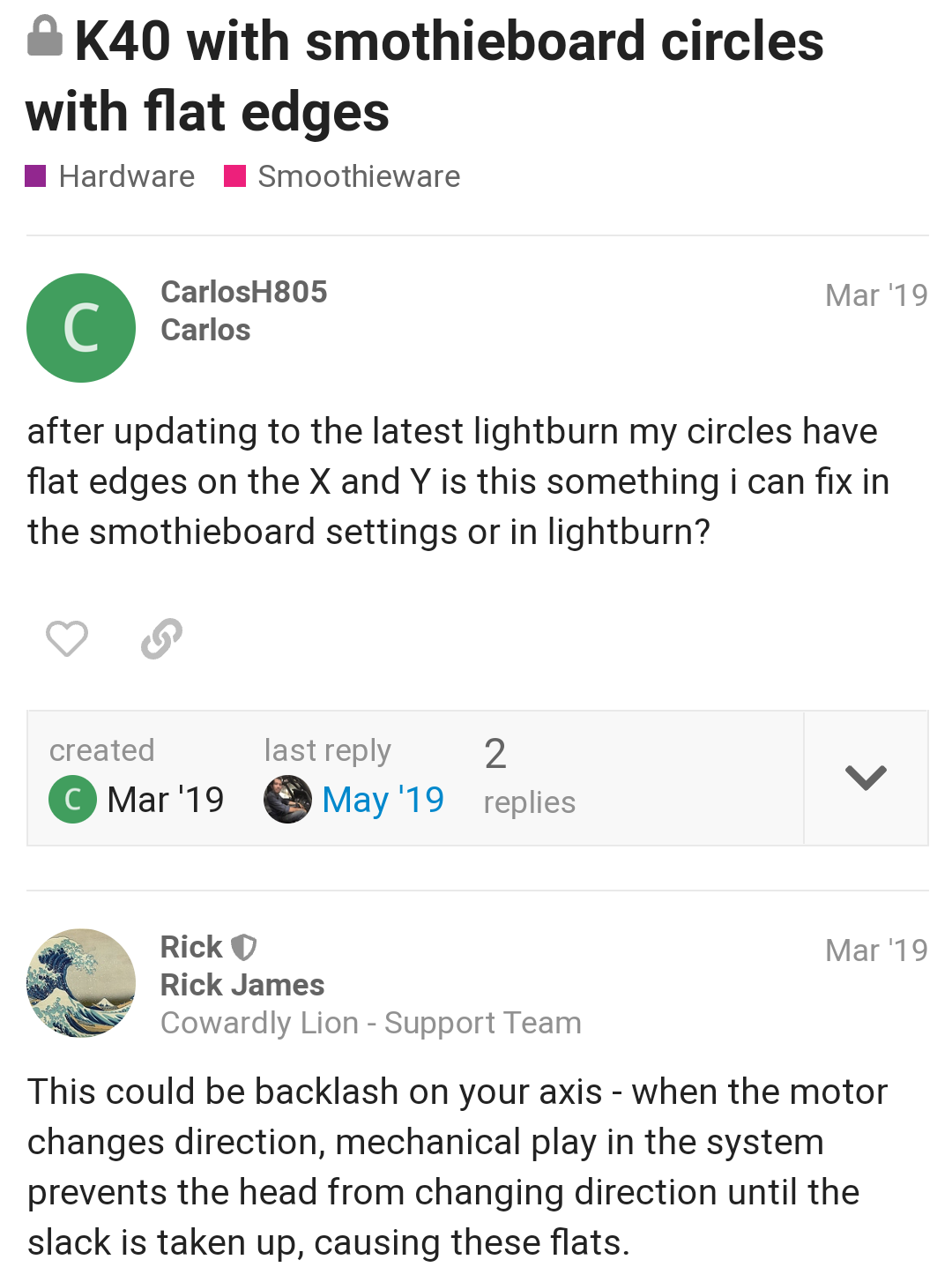
I know with my plasma CNC I have to worry about pierce time, which should still be a factor for metal cutting laser right? Unless you have something weird in the geometry of your circles though that should only be on one point not on two.
My understanding is that when you power up the stepper motor it energizes and based on where the magnets are it pulls if need be to align things at the current position as a full step.
It’s a good intuition though, but if you’re running similar speeds to the posted video I agree it’s not likely a factor. The slats actually do a pretty good job of holding the stock in place, the real concern would be if the machine was racking (head translating relative to bed).
How do your paths look - is it made up of two semicircles or a single circular path? It’s interesting that both samples had issues in a similar location.
I can say, the slats do not have a lot of area on the work piece. With the lower coefficient of friction, the movement of the carriage/head/laser can create a lot of motion, which means the base of the machine could move slightly in relation to the work piece.
I suspect this is occurring when the laser is entering/exiting the cut, which means the inertia of the head has a sudden change, jerking in one direction and may create a little wobble compared to the work piece. Try lowering your jerk/acceleration and exit speeds?
But this is just the aerospace engineering side of me, thinking about all that movement. I could be wrong, as I have no experience with a laser like this.
Agreed. Definitely worth slowing way down just to see how things behave.
The achille’s heel of tuning these things is a combination of not only the traditional speeds and feeds, jerks and accels of normal cnc’s, but add in gas PSI and focus settings as well and they all affect each other
Really depends on the stepper driver chip. For instance the TMC family of ICs can dynamically adjust the current that it sends to the stepper in order to reduce power consumption. This is their CoolStep tech. It can be configured to increase the current sent to the stepper motor by as much as 70% when load calls for it. As there isn’t very much trying to move the gantry around, the torque requirement to hold its position is minimal and thus it would be in the 30% mode. When fast movement is called for though the current can be ramped way up. This is one of the many reasons I hope that in the future Carbide3D switches to TMC ICs on the Carbide Motion Board.
For comparison my machine setup is pretty similar and I run this type of sheet around 250-300ipm. It’s a pretty small aberration but you definitely should be able to tune it out.
Do you have a test program to stress-test different motions? Like a fast zig zag on X and then on Y for example.
I think a potential source for machine wobble is the Kreg casters. Even when they’re locked (dual locking casters), they can technically still ‘wobble’ some because the centerline of the wheel is offset from the centerline of the mounting hole for the legs, and other various manufacturing slop in casters.
These were used for assembly to easily pull the machine in and out to access around it. It may or may not be an issue, but it’s worth taking them off and putting the stock leveling feet back on. The casters couldn’t be adjusted for level anyways to compensate for any variances in the concrete.
A more elaborate way of decoupling the workpiece from the machine is to have the table with slats be totally isolated, which may not be worth pursuing but it is a novel idea nonetheless