First…is the Nomad the ugly stepchild of the Shapeoko? It just seems like there are a million posts/forums for the Shapeoko and practically nothing for the Nomad. I realize that fewer people have Nomads and alot the info crosses over both machines…but still…
Second, so if my Nomad serial number is 1500 does that mean they have only manufactured that many Nomads? If so, that provides a relatively small universe of other Nomad owners to bounce things off of. Also, I wonder who has serial #001? That one will likely be worth some bucks on Antiques Roadshow 20 years from now.
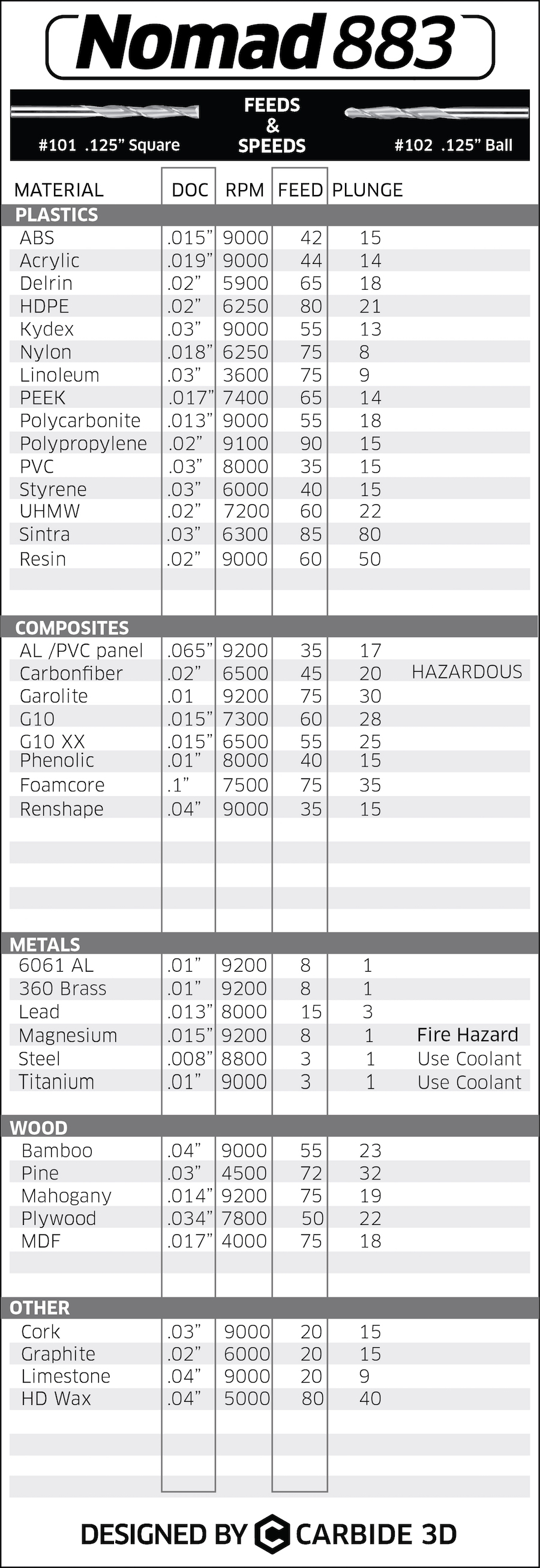
So I cut out the wrench and now I’m looking to cut my second project. I bought some 1/2" thick pine that I thought would be a good safe material to test. My goal is to (1) “engrave” a 4" tall “S” (college font) and then (2) cut a second one completely out. By engrave, I mean machine it about 1/8" deep. So if anyone can give me the speeds and feeds (S&F) for these two projects, I wouldn’t be mad. But I do want to figure out how to calculate them myself.
I’ve been reading as much as I can about S&F (including the Shapeoko Wiki that lists dozen of materials and the Nomad S&F chart that summarizes that info) and here is what I think I have learned:
I THOUGHT that every material (pine, brass, delrin) had a fixed industry SFM but the Wiki shows two entries for Delrin one with a SFM of 58.89 and another with 62.39. Is the reason why there are two different values based upon the cut depth? I found another chart (Destiny Tool) that listed Delrin with a min SFM of 800 and a Max SFM of 1300. Why is there a min and max? Should I be calculating SFM or is it a fixed number that I get somewhere?
The second “fixed” number that I thought I needed was the “chipload” and that the chipload is defined by the cutter manufacturer based on the material you are cutting. However, when I go to the Carbide 3D store and look at the 1/8" flat cutter (#102) it only lists the cutting diameter and length and the shank diameter. Am I supposed to ask Carbide 3D for a “chipload chart” (or is that what the Wiki is?). Again, back to the Delrin example on the Wiki…it lists two “chiploads per teeth”…so do I need to not only know the material but also the depth of cut before I can ask for the chipload?
So once I know the SFM and chipload for the material I want to machine, then I can calculate everything else, including the five variable numbers that are needed to plug into the CAM software (Depth Per Pass. Stepover, Feed Rate, Plunge Rate and RPM)? Just trying to figure out where to start and what is the first number I need to start calculating everything else.
The Shapeoko Wiki lists the following for Pine using the 1/8" endmill (#102):
and MeshCAM has a mode where it auto-generates toolpaths including feeds and speeds just for the Nomad — let us know at support@carbide3d.com of instances where it doesn’t work out well.
Carbide Create will also auto-generate feeds and speeds which are usually well-suited for a Nomad — again, if they don’t work well, let us know at support@carbide3d.com
Bit of a quick post as I have alot going on today.
Definitely more Shapeoko posts than Nomads, and I think there are a few reasons why:
(1) Shapeoko is significantly bigger and significantly lower cost than the Nomad - so unless you have particular Nomad reasons (limited space, desire for good out of the box precision, not into the fussing about that comes with a kit, etc.) most will go for the Shapeoko. Many more in the field.
(2) many of the Shapeoko posts are looking for help with the kit setup/tweaking/etc. (V-wheels, belt tension, squaring, Z zeroing oh my!) whereas most of these are not the sort of things encountered with the Nomad - its mostly an out of the box type experience.
(3) straight up alot of the Shapeoko guys are pretty adventurous on what they will modify on their setup and like to share. Nomads (with some crazy exceptions) not so much it would seem.
I might come back on the SFM/Speeds/feeds thing if I have time but the short version is - from my experience its a bit of a black art. SFM comes in ranges (yup) and its rather up to the particular setup what works best. Sadly it can be a ‘start here with some calculations to get an idea of a range and play with it until you get something you like’ sort of process.
There is rather alot going on with this topic and I had similar questions at the start (how come this is so not straightforward?!?). If this is any indication of how tricky it can be many people swear by the not particularly cheap G-Wizard tool from cnccookbook.com. So real money just to figure this out.
What I did to start at the absolute beginning is copy down the Carbide Create/MeshCAM speeds and feeds/depth of cut/etc by playing with the different materials in the program(usually fairly conservative S&F) and then started pushing them more agressively. In all honesty I have not been able to calculate a precise recipe that gives the desired result (cutting speed, surface finish) first time.
{kind=link}