Mostly folks just use Nomads — don’t need to talk about them much.
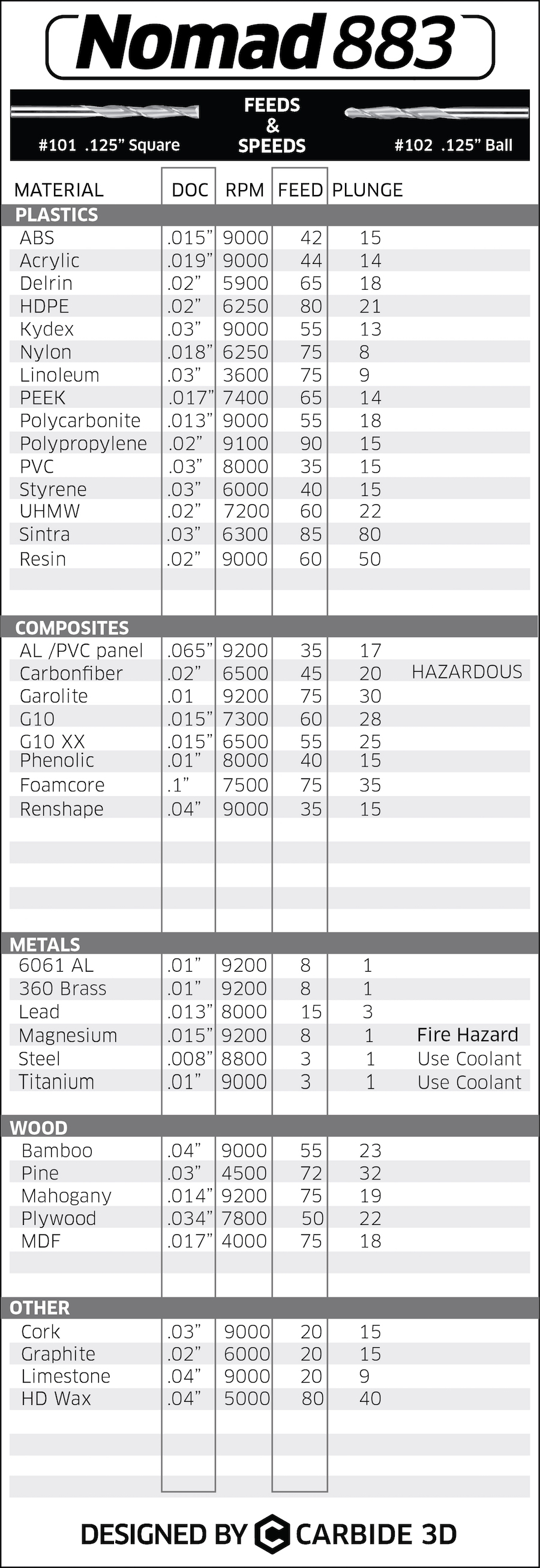
For feeds and speeds, please start at: http://docs.carbide3d.com/support/supportfiles/Nomad883_feeds_125.jpg
{kind=link}
Note that this has moved to:
and MeshCAM has a mode where it auto-generates toolpaths including feeds and speeds just for the Nomad — let us know at support@carbide3d.com of instances where it doesn’t work out well.
Carbide Create will also auto-generate feeds and speeds which are usually well-suited for a Nomad — again, if they don’t work well, let us know at support@carbide3d.com
This technique works well for testing out feeds and speeds: Calibrating Feeds and Speeds When Using Carbide Microtools
There’s a little about using the edge finder here — mostly folks who get them already have experience:
- How to use Edge Finders - #3 by ApolloCrowe — set spindle speed to 2,000 RPM (the post below suggest 1,500 RPM)
and detailed instructions in this post: