Given that the general advice is that DOC should be less than shank diameter, what is the advantage of a bit with a long DOC vs a bit with a long shank and shorter DOC? I see both, not sure what to buy.
On Shapeoko machines the depth of cut (DOC) is limited by the ability of the belts and horsepower of the router. Even on a table mounted router is recommended that depth of cut be half of bit diameter or less per pass. you can make multiple passes.
A long bit can cut deeper but you must cut slowly to keep run out and deflection to a minimum. You can cut deeply with any bit but after you get past the flutes of the bit you run the risk of burning the top edges of the work. Additionally the overall length of the bit and the stick out from the collet can cause the collet to hit the top of the project if you cut too deeply with a short bit.
1 Like
A long shank with a shorter DOC would be stiffer. Some people object to sinking the endmill below the depth of the flutes, but I have never had any issues.
A long shank with a longer DOC would allow you the option of a deeper full height cut. For instance, with a 0.75" DOC endmill, I might be taking 12 to 20 passes to cut a depth of 1" (roughing and then finishing at each depth), but I will end up with layer lines that are not dimensionally objectionable but are visually noticeable unless I sand it a bit. If I have a 1.25" DOC endmill, I would still use that 12 to 20 passes (still 2 at each depth to reduce slotting), but I can potentially do a full depth finish cut of 0.005" - 0.010" or so at the end to have one cut define the edge profile.
I don’t think it makes any difference in chip evacuation either way. It’s not like drilling metal where you need the chips to ride up through the flutes.
2 Likes
The difference is mostly clearance. The shaft diameter is nearly always larger than the endmill’s cutting diameter, so if you cut deeper than the cutting edge, your shaft will rub against your stock and potentially ruin your workpiece.
If you’re cutting wood, which I’m guessing is the case for @kelaa (based on the word “sand”), it might not be a huge problem but it’ll screw you if you do it in metal.
So there are a few different options:
- Regular endmill: You can cut as deep as the cutting flutes. Longer cutting edge = deeper cuts before you start rubbing. It also means you can make deep single cuts if you want. I wouldn’t recommend this for roughing on Carbide 3D machines (except maybe HDM) but what you can use it for is finishing. It’ll gives your walls a nice consistent look, instead of a bunch of layer lines.
- Long-shank regular endmill: You can cut as deep as the cutting flutes. The longer shaft gives you more reach in case you need to keep the spindle/router away from fixtures or something like that, or it gives you more length to clamp with a collet. A machine with say ER32 collets will need at least 40mm of shaft to clamp, so a long shaft can be necessary.
- Relieved endmill: You can buy endmills that have a long shaft with a narrow “neck” between the cutting edges and the part that fits in the collet (203Z is an example). These allow you to cut as deep as the relief. The use of a relieved shaft instead of extra-long cutting flutes gives the endmill more rigidity, which may allow you to take heavier cuts when the endmill sticks out a lot from the spindle/router.
2 Likes
This is all great advice, thank you.
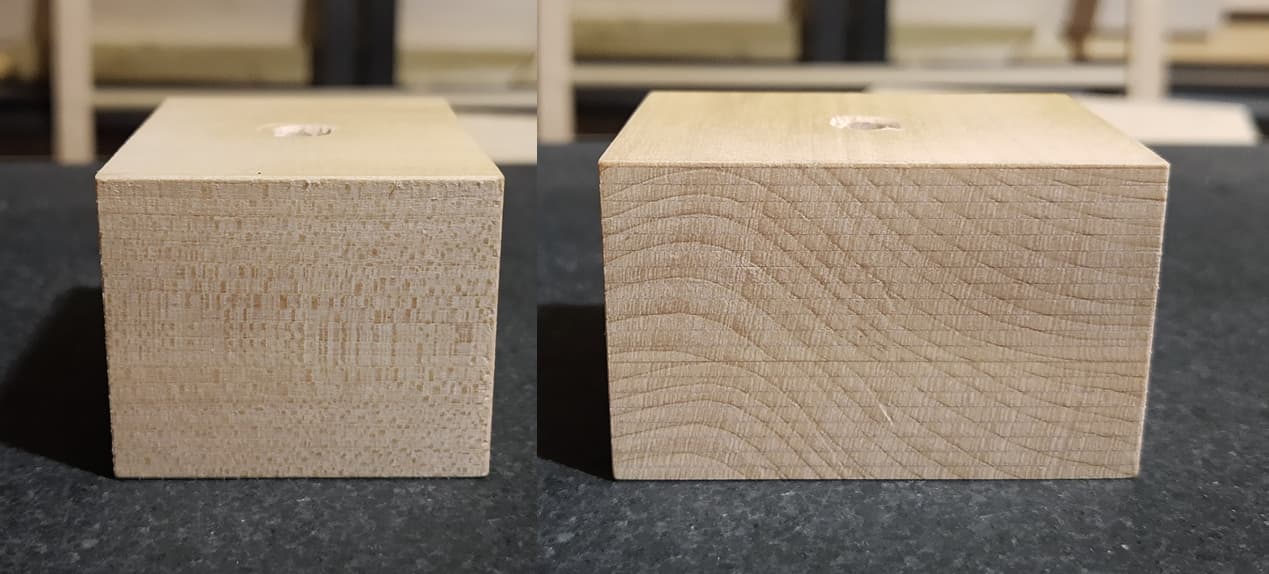
After reading your comments, I looked further into a test piece I made previously. This was a soft maple block 1.25" deep cut with the Carbide standard 0.75" DOC endmill. There is indeed the a faint difference in surface texture/reflectivity between the bottom 0.75" or so and the top where it would have rubbed. Dimensionally, there was a 0.001" difference from top and bottom when measured across the X axis span, and 0.004" difference when measured across the Y axis span. So it definitely did rub and deflect slightly.
And laying the endmill on the surface plate and shining a light behind it, it is evident that the cutting portion is ever so smaller in diameter.
I am of the school that it is adequate and safe to do this on wood. I’ve been cutting pine 3.385" deep with a 4" endmill with 1.5" cutting length (wasn’t willing to risk more stickout).
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.