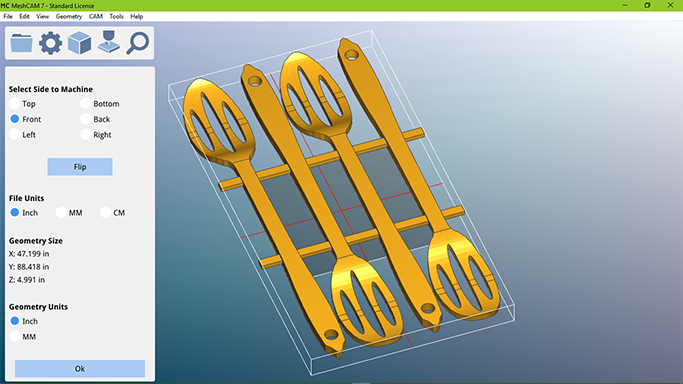
Okay, this is the .stl file I created in Fusion 360. Not much to say except I obviously don’t know how to create a model in 360 which is the right size because I had to reduce the scale of this one to .1502 (uniform) to make it fit my stock. The reason I am making slotted wooden spoons is because my Mom asked me to.
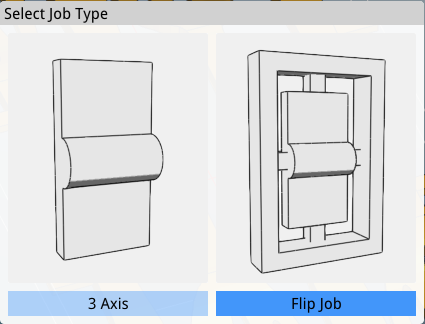
I selected the ‘Flip Job’ because, well, I guess I need to flip it to do the other side.
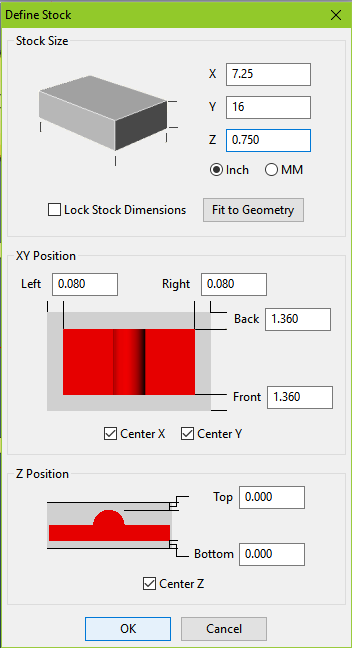
I bought a 4’ length of 1" x 8" maple and the .75" x 7.25" are not true measurements, just what the wood should suss out to… roughly. I will get my calipers out to get the actual before I run the job.
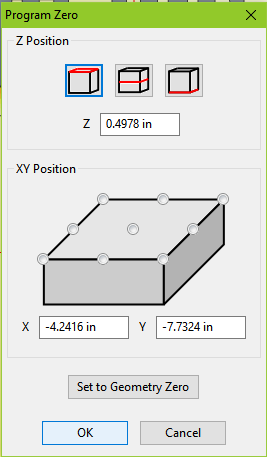
I’m honestly not sure what to do here. I chose not to do anything and hope that the default would be the lower left corner of my stock?
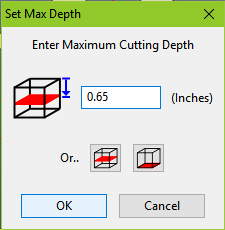
I set the maximum cut depth to .65" so it wouldn’t cut all the way through the stock on the first run leaving a bit more stability for the second.
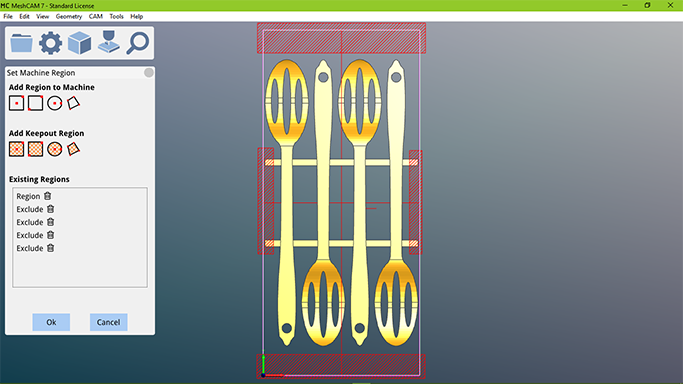
I set the entire piece of stock as the region to machine then set a few keepout areas for 1) areas to set clamps (top and bottom) and 2) shortening the tabs for more hold and less machining time. Granted I don’t save a lot of time but every minute helps.
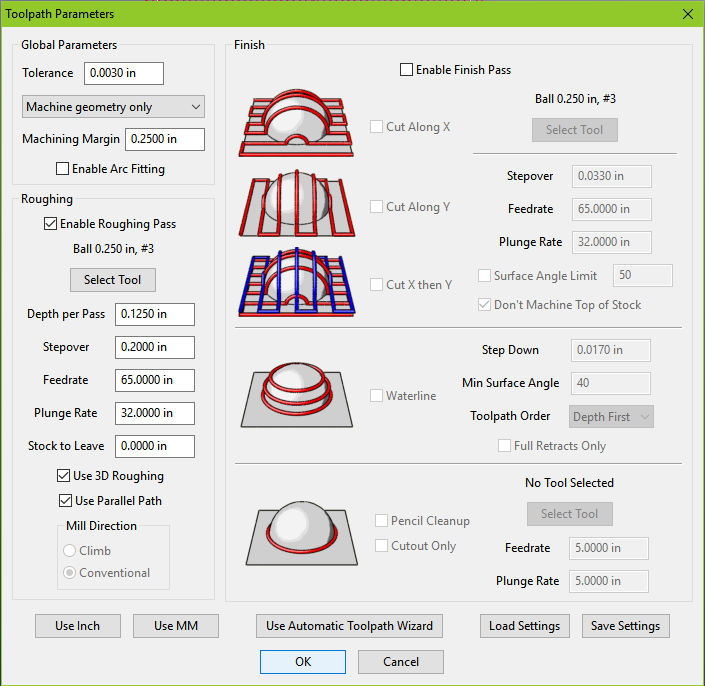
Then I set the toolpath parameters with a .25" ballnose bit using the mahagony feeds and speeds off the Shapeoko Feeds & Speeds .jpg. I know Maple is a bit harder but I went with what I had. Just to mention - I have G-Wizard and plugged in all of the information for the job but when I plugged in THOSE numbers the runtime per side was going to be two to three times as long. Therefore I opted for the .jpg.
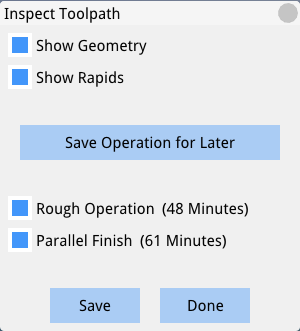
Now even though I opted for the .jpg info the runtime (per side mind you) is still reporting as 48 minutes just for roughing. I can’t imagine running a finishing pass, on spoons, if four spoons take me nearly four hours, plus sanding, plus seasoning. Just roughing will be a bit less than two and the hand finishing won’t be much more effort.
Now for the questions:
Without going to a larger bit can this be sped up any?
From what I have read on the forum (yes I did read the forum before I posted) I think I know the answer to this but I am often wrong - which way do I flip the stock? Imagine the length of the stock is Y and the width is X. I am guessing X. Is it?
As a guy who does a lot of 2 sided machining, the answer is: it depends on the programming, and where you are setting the 2nd side X0/Y0 position. Meaning YOU decide. (I prefer to flip it on the smallest edge, but that is just a personal preference, There is no wrong answer)
Increase the speeds, feeds and or depth of cuts on the roughing, but be careful of tear-outs. But this is something I’d probably do on my second run.
A note on Fusion 360 and STLs. According to the F360 people, Fusion thinks all STL files are in centimeters by hardcoded default. This, they say, will probably not change.
Take a look through this post. @Randy’s explanation, that MeshCAM does loop the loops, and not barrel rolls, has somehow stuck with me since I first heard it. There is a lot of other useful info in the thread, worth a look: Hello Galaxy, or, the Force is strong with this machine
EDIT
Are you on a Nomad or Shapeoko? I have a Nomad (classic), and I almost always find the 1/4" bit to be a worse option. It somehow ends up slowing me down in anything harder than MDF or foam.
Also, regarding what you said about G-Wizard, I find that if I feed G-Wiz the numbers from the C3D feeds & speeds charts, and then tell it to optimize, I often get pretty good results. Especially since the C3D chart assumes you’re slotting, so giving it a lower step-over allows you plenty of wiggle room on the depth and feed rate.
One final note: besides being noisy as hell, maple likes to burn. You probably already knew this, but if not, it’s worth leaving yourself a bit of extra material to sand off the burn marks.
Good info to know. Either I will have to invest the time to learn how 360 does CAM or I will have to remember to resize all of my STLs before I use them.
Smallest edge made the most sense to me too, glad to hear it’s dealers choice. I will certainly entertain the idea of changing the values after I make one of these in maple (I need three of them) especially if I get excessive smoking.
I’m on an S03 XXL and so far what I notice the most is how often the DeWalts minimum speed is faster than my jobs want. A spindle MAY be in my future so I can get the slower speeds but I’m fitting it for a laser and I have a drag etcher I want to play around with first, ah toys. Good info on G-Wizard - I will definitely try that. Actually this is my first project in maple so more good info… wear hearing protection and leave what? .03?
And then there’s this, which helped me more than anything else on his site. http://www.cnccookbook.com/CCCNCMillFeedsSpeedsDeflect.htm
Go down to the part that’s titled: Deciding on Best Depth and Width of Cut Using the Cut Optimizer