Post your video to imgur then copy paste the link here.
2 Likes
ah i was hoping i was missing a way of just embedding it. i usually open my google photos tab, and copy/past images.
You nailed it! Low DOC and wide(ish) stepover is absolutely the way to go on this machine. Only thing I did differently was use a 5mm 3-flute endmill at 20000 rpm with 2500mm/min feedrate. Machine was still sort of happy at 200% override, so 0.15mm DOC 1.25mm WOC 4800-ish mm/min. I think the extra rigidity of the thicker tool helps when flat milling like this. Machining time was about 20% higher than with a deeper DOC/low WOC strategy (I tried a whole bunch this afternoon, can’t remember the exact values, think it was 2.5mm DOC, 0.2mm WOC around 1500mm/min) but the machine was clearly a LOT happier. And so are my neighbors, presumably.
Here’s the initial results. Vertical walls have been finished with stepped 0.1mm DOC multi-pass 2D contours.
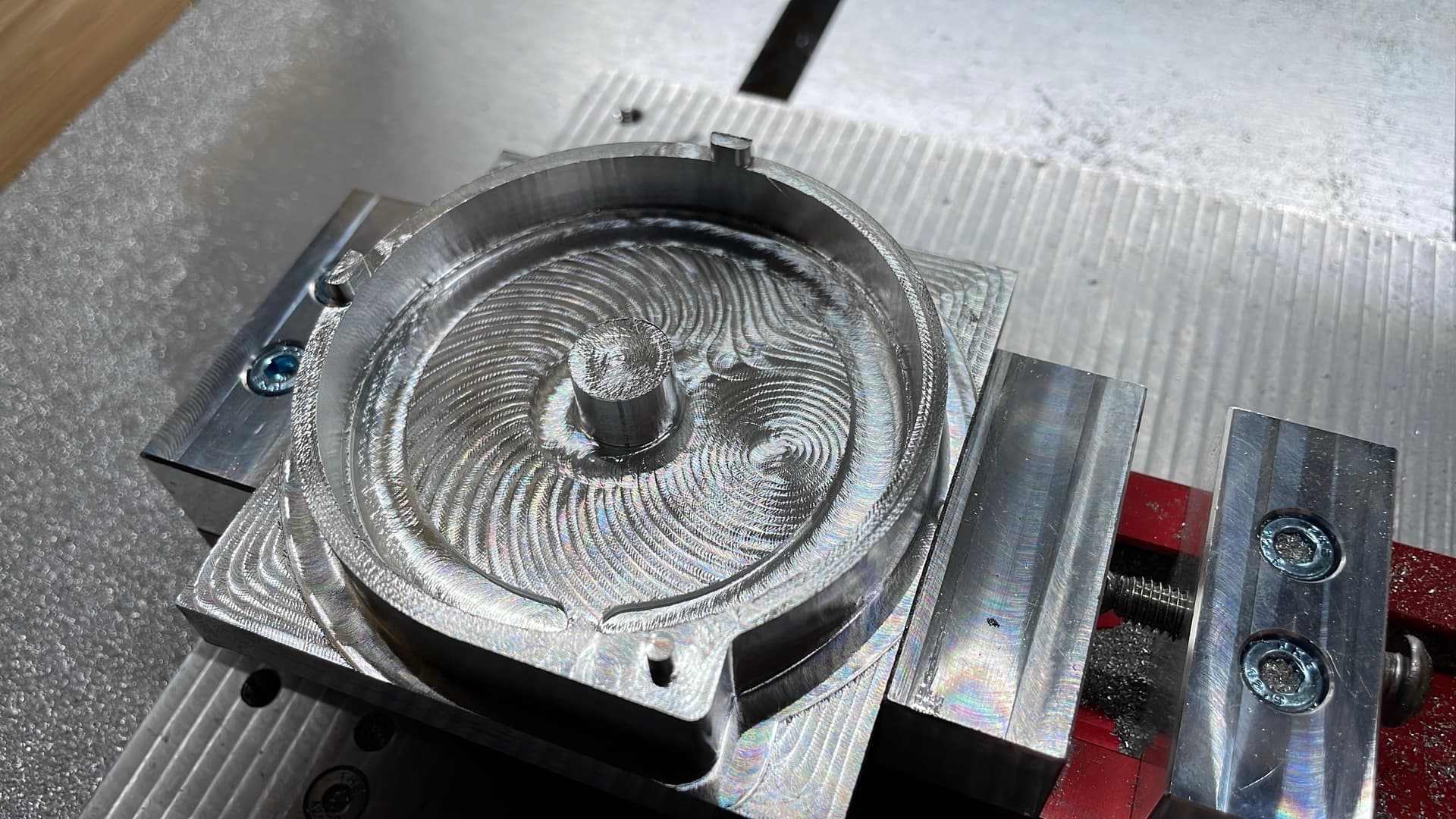
7 Likes
Also, turns out I was very much milling 7075 instead of 6061. That explains some of it as well.
4 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.