Picked up my nomad last Friday, and I have just started my first project in aluminium: a replacement magazine for my air rifle. However, I’m really struggling with my feeds and speeds, and I can’t seem to figure out which variable(s) to adjust.
I already murdered the supplied 1/8 endmill by running it at 6.35mm DOC, 0.38mm WOC and 2000mm/min at 14000 rpm. The WOC was probably too much because I could hear the machine bogging down before the spindle gave out. Also, lots of vibrations with a pretty hefty chuck of alu vised in the mini vise.
I’ve always been told that it’s best to use as much of the flute length as possible and taking very low WOC cuts to maximize tool stiffness and life, because it avoids doing all the work with just the bottom of the tool. However, all I can find in terms of feeds & speeds milling alu on the Nomad is using a very shallow cut (0.254mm) with a larger stepover. What I’m guessing is that the stiffness of the two guide rails of the y-axis is rather low and hence susceptible to vibrations in the z-plane. The upwards force that 6.35 mm of axial engagement produces might be too much for the Nomad 3. Is that the case, or am I just using too high/too low rpm, or too deep of a cut?
Going 0.127mm WOC and 5mm DOC with a 5mm 3 flute carbide endmill @ 16000 rpm and 1000 mm/min gives me the same issue: lots of vibrations and chatter.
I just want to machine some aluminium without my machine vibrating itself to pieces or the spindle sounding like it’s about to explode. Which feeds & speeds suggestions that work for you?
I’m not completely sure (got the stock from a friend who was clearing out his garage and had it laying around from a few years ago) but more than likely 6061.
The adage of using more depth and less stepover is generally true with industrial machines that are larger and run less RPM. With smaller machines with higher RPM, generally speaking, less depth and more feed rate trends to work better. Less clogged endmills and chatter.
That would explain a lot. I’m coming from a Maple ME-850 (quite obscure brand, think Haas VF2) which is a proper industrial VMC with a 7.5 kW spindle, so going to a Nomad has been a bit of an adjustment haha. Thanks!
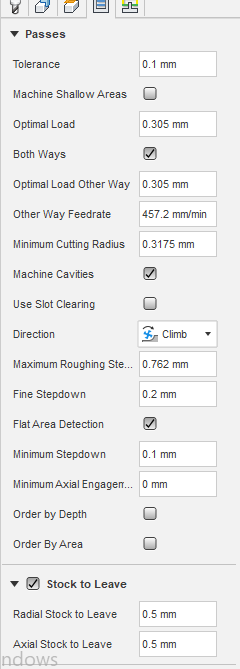
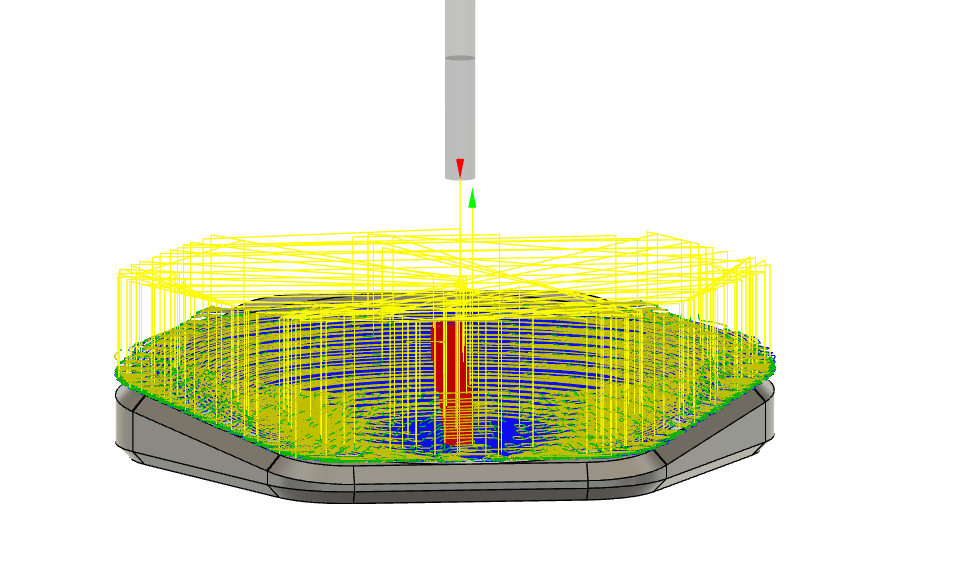
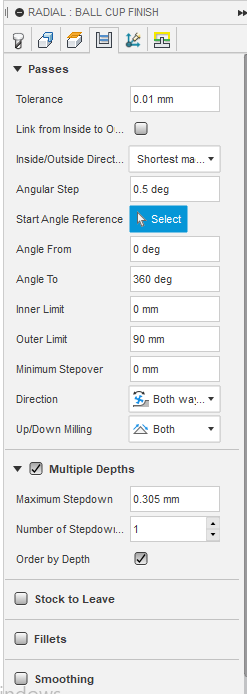
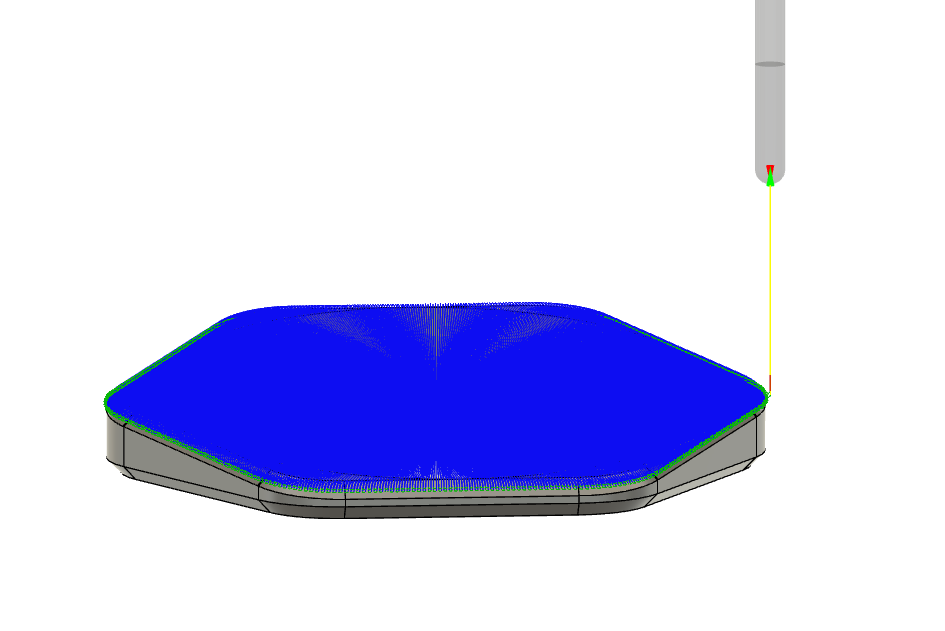
Oh man, a 0.170mm stepdown with a 0.2mm WOC and a really low feedrate? I mean, that’ll do it, but my laptop is currently having the time of its life calculating the 3D adaptive with those settings… For context, this is what I’m milling…
@Berend i would also recommend checking out the material monday videos.
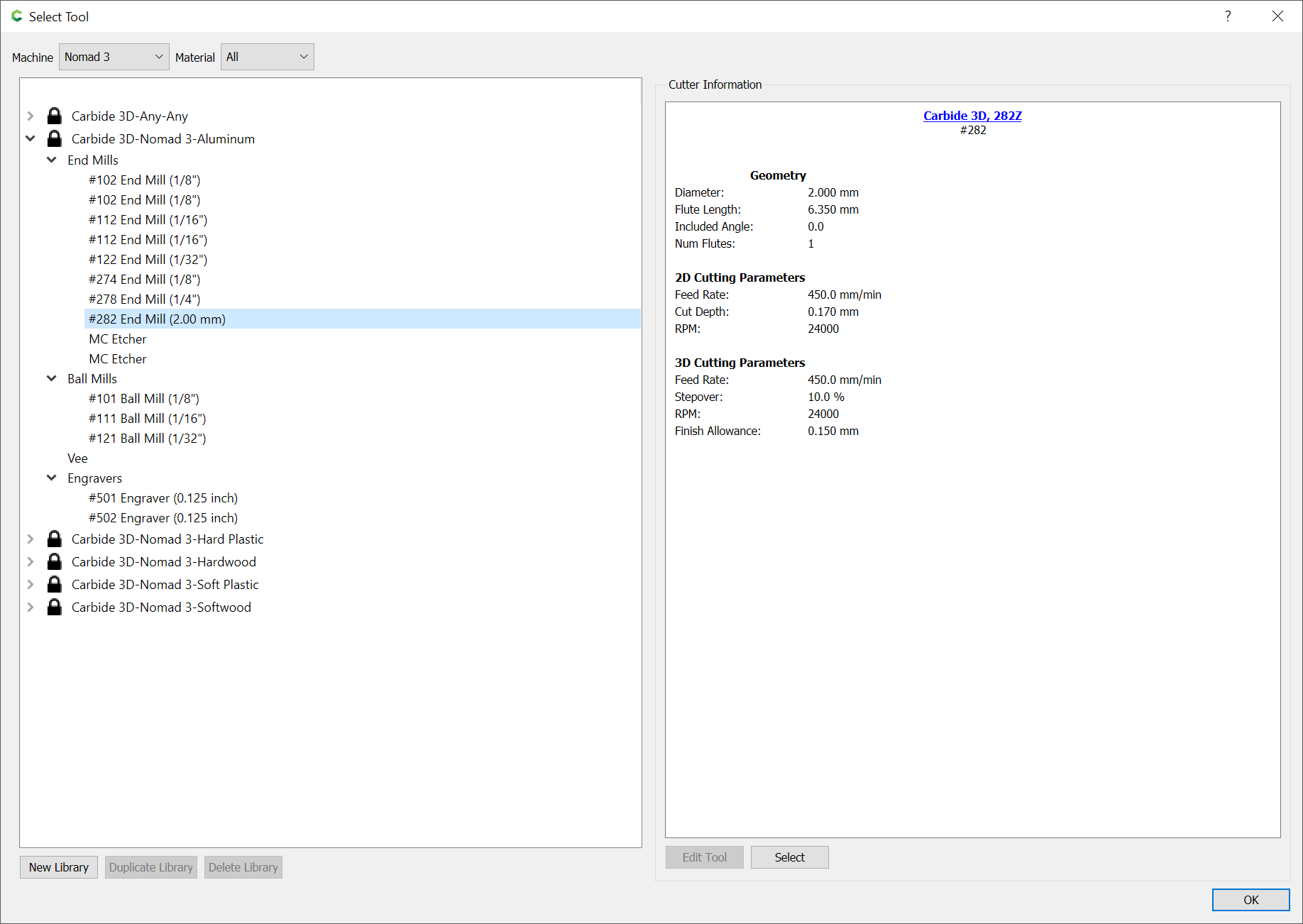
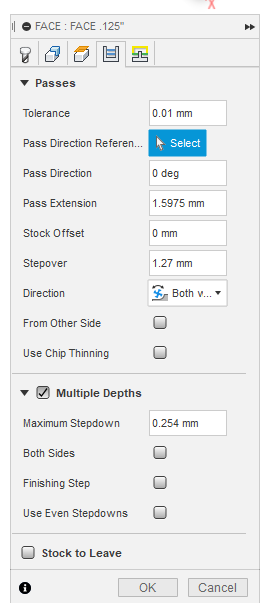
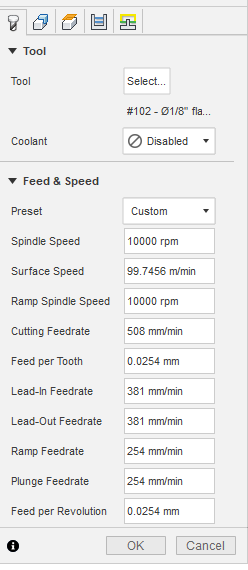
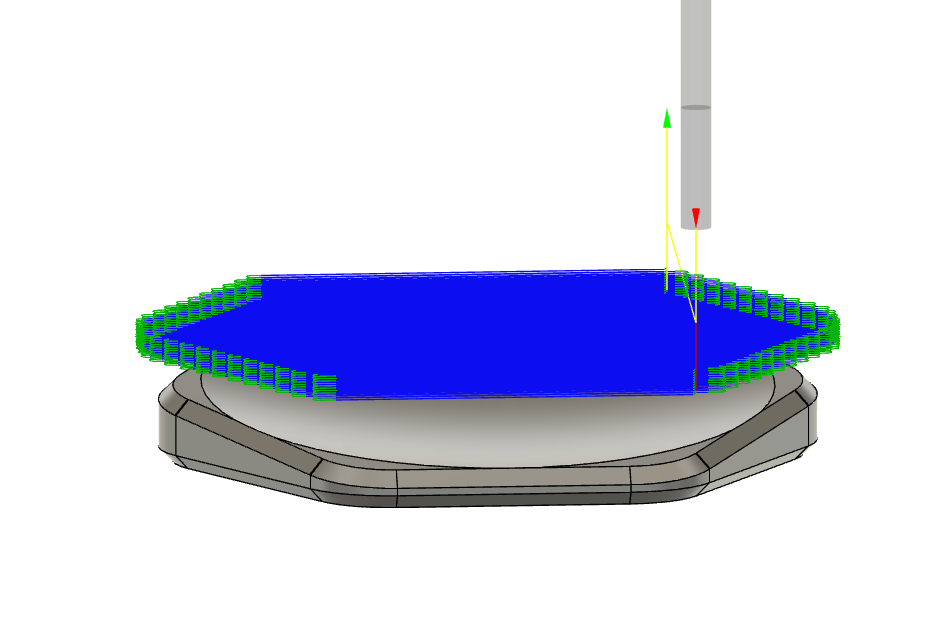
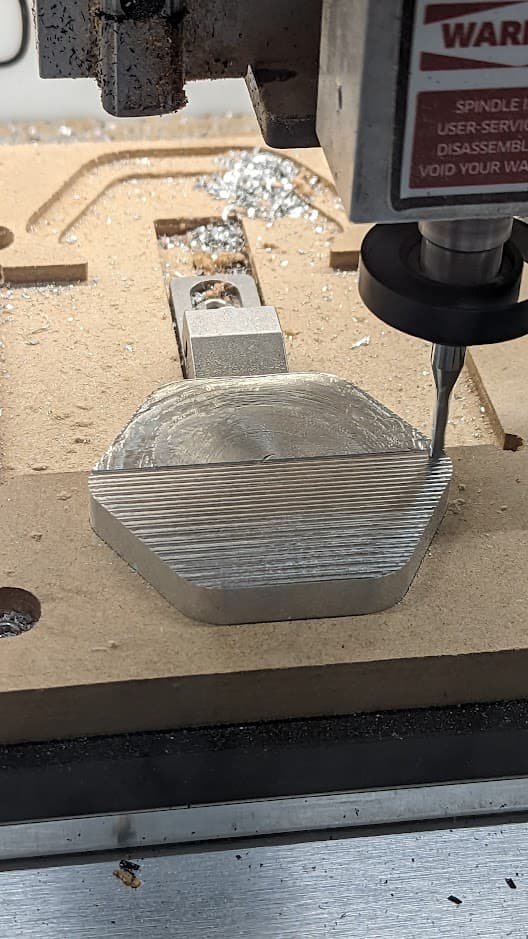
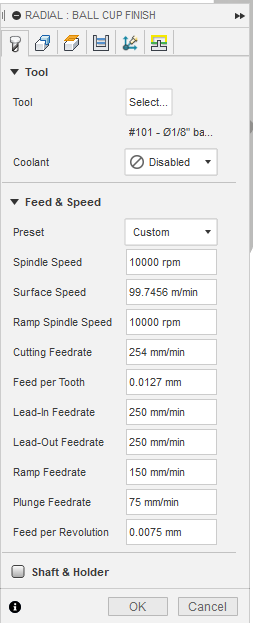
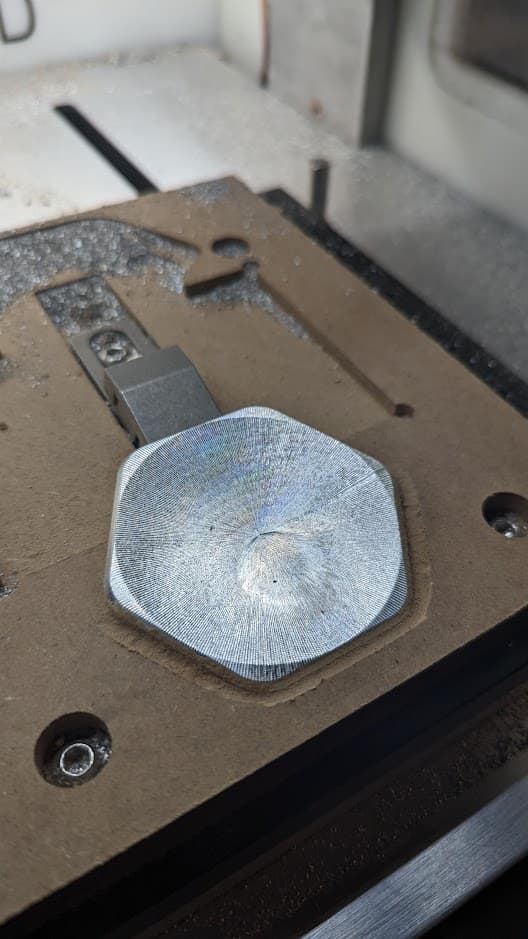
but if you want some photo & fusion evidence as to how well they work, here’s my f & s for a 1/8" 2 flute tool facing op. (i guess technically a 1/4" shank 1/8" 2 flute facing, now that im looking at the picture of my Nomad in action)
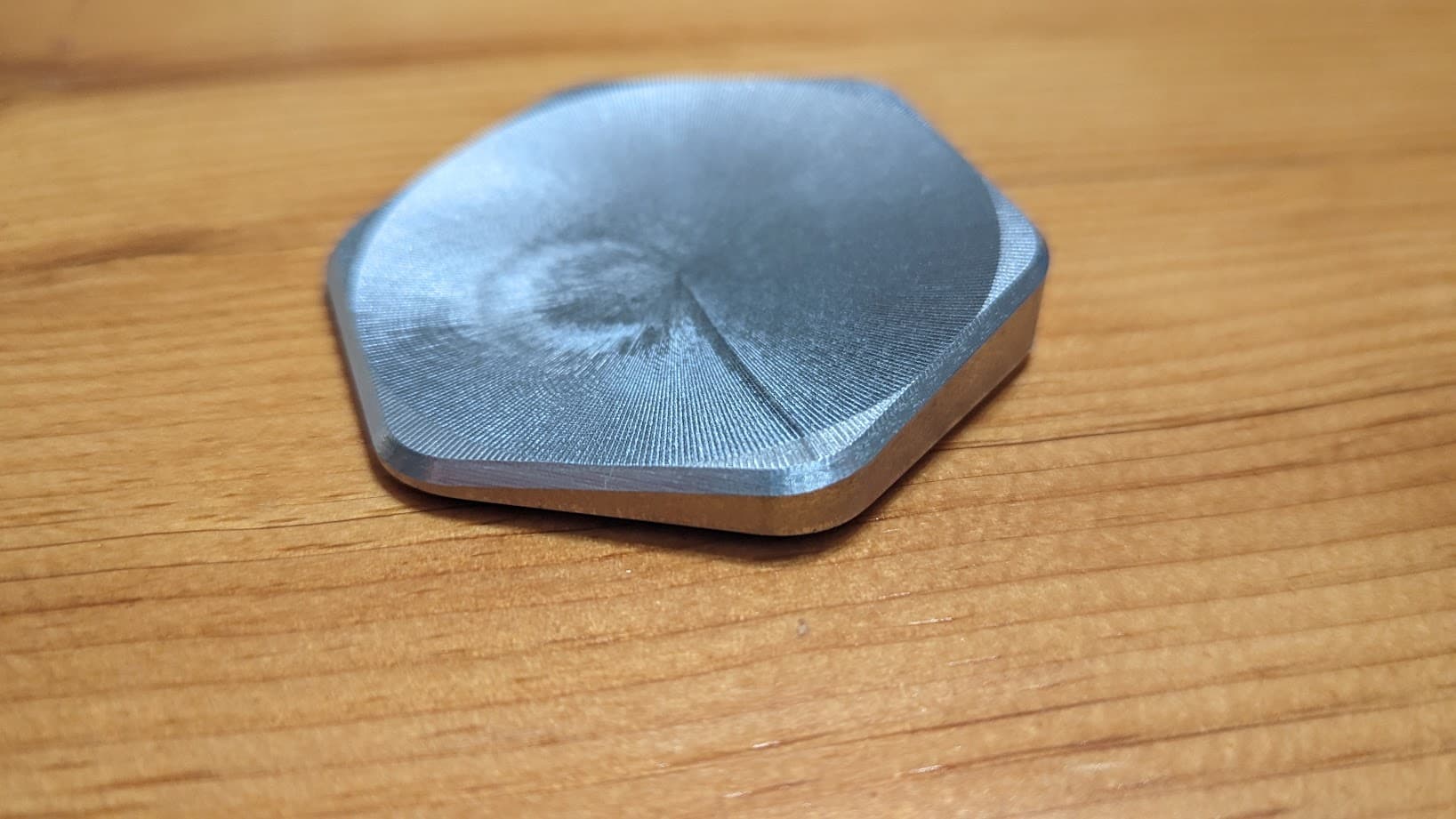
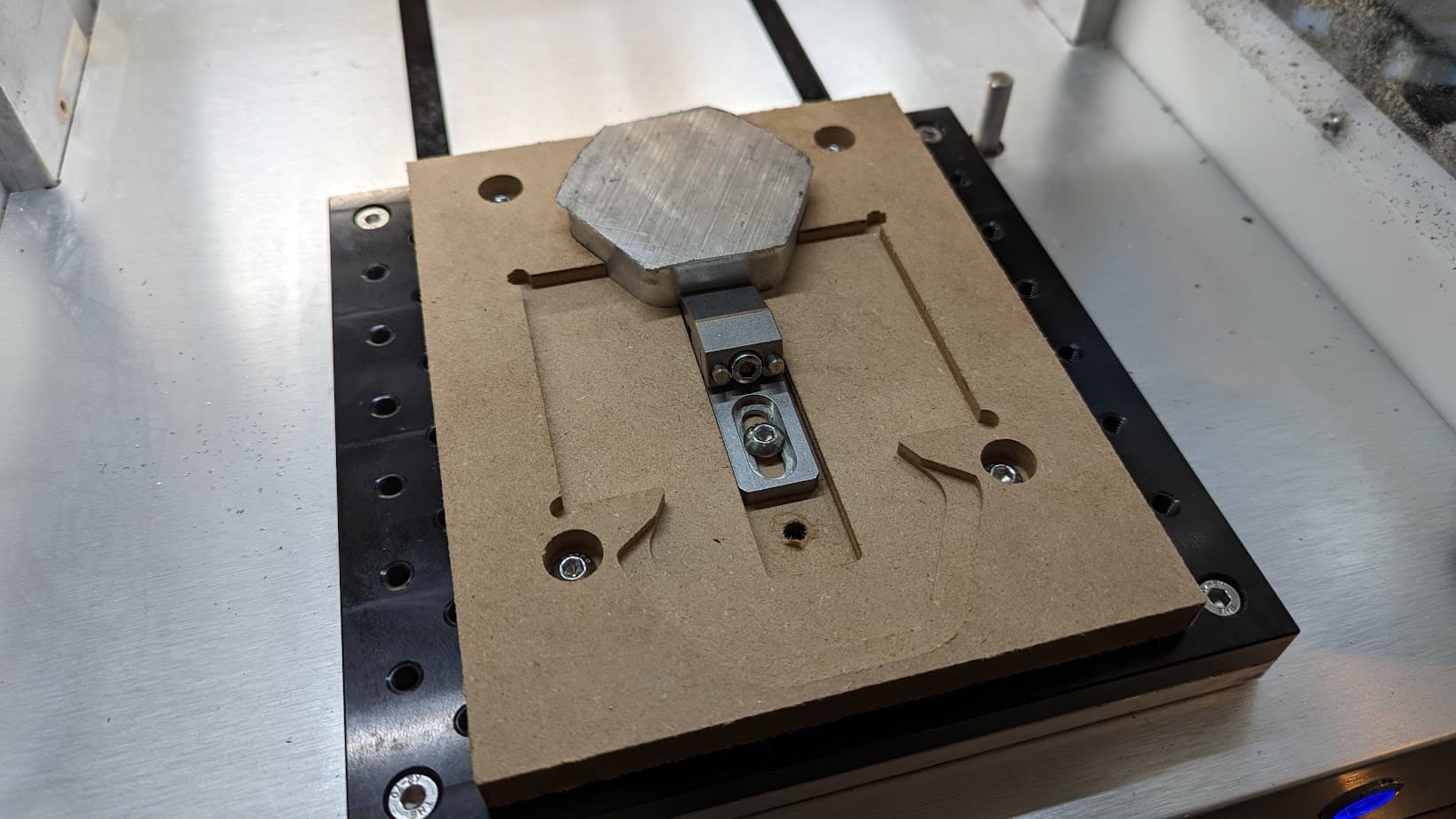
this maker coin/worry stone is approx 2" in diameter, and 1/2" thick, and was machined from a hexagonal piece of 6061 stock of that same diameter but just under 5/8" thick (hopefully that gives you an idea of the material that was removed.)
for reference, this is the piece of stock that i started with for the second operation.
its the Nomad 3, but the MM videos were based on the older Nomad iirc. you can scale these up from my understanding, to better utilize the RPM the Nomad 3 can deliver.
Yeah, they haven’t really updated the MM videos for the newer Nomad unfortunately. Would be interesting to see how the added rigidity of the Nomad 3 affects things as well. How’s the noise/vibrations at those feeds & speeds?
its not quiet thats for sure but the machine doesnt sound unhappy. i would recommend earplugs/in ear headphones if its in your office (mine is) if you plan on running it all day.
I listed some of my feeds and speeds. Just some extra info for you to take a look at. Alot of people use different feeds and speeds styles so you may end up with 3 or 4 different suggestions.
This image and video here was cut at 3690 adaptive .15mm doc 1.27 optimal load ( pretty agressive for the nomad) with toned down feeds for a finish. I was worried about a working part more so then surface finish.