Lol,
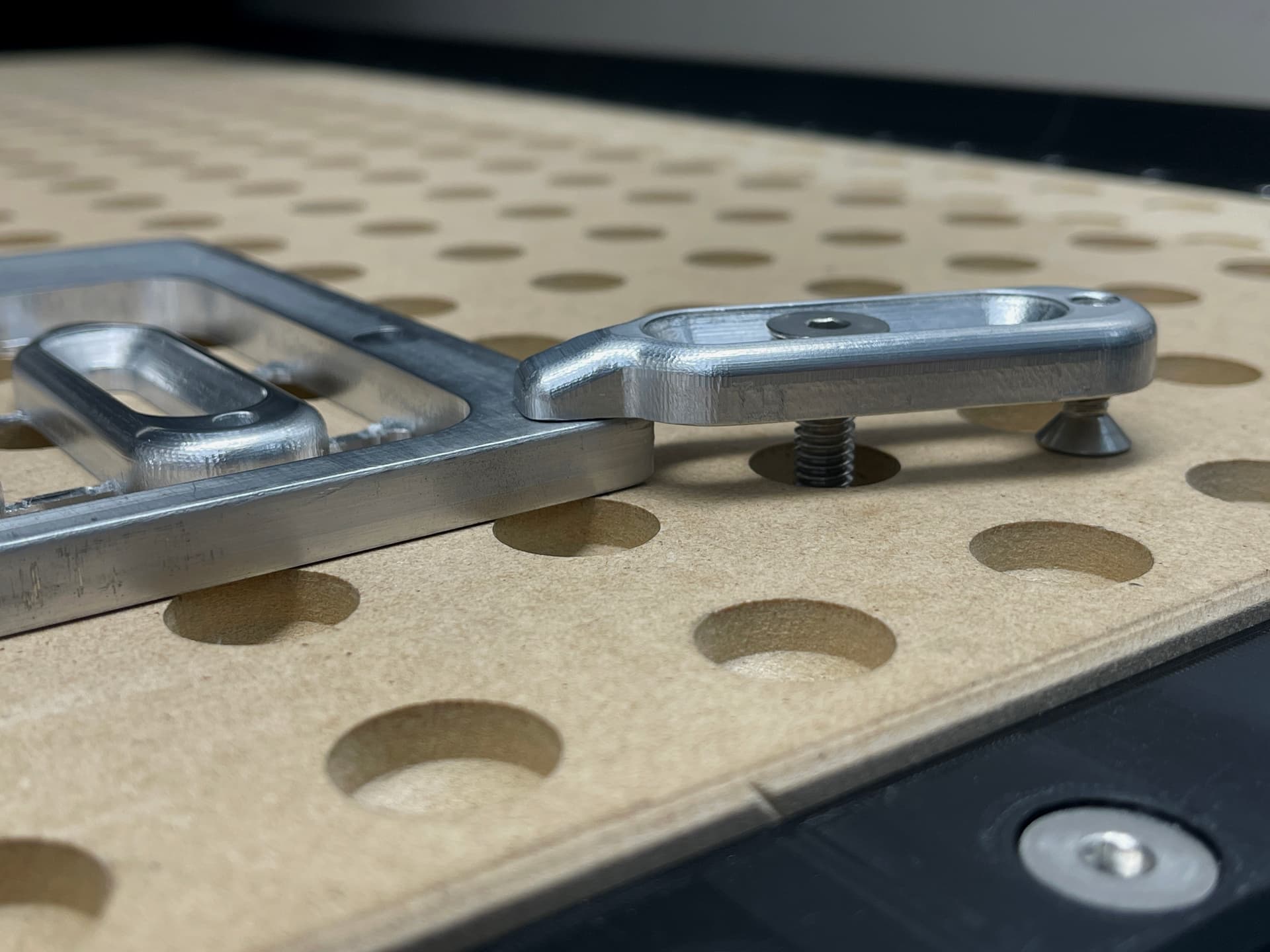
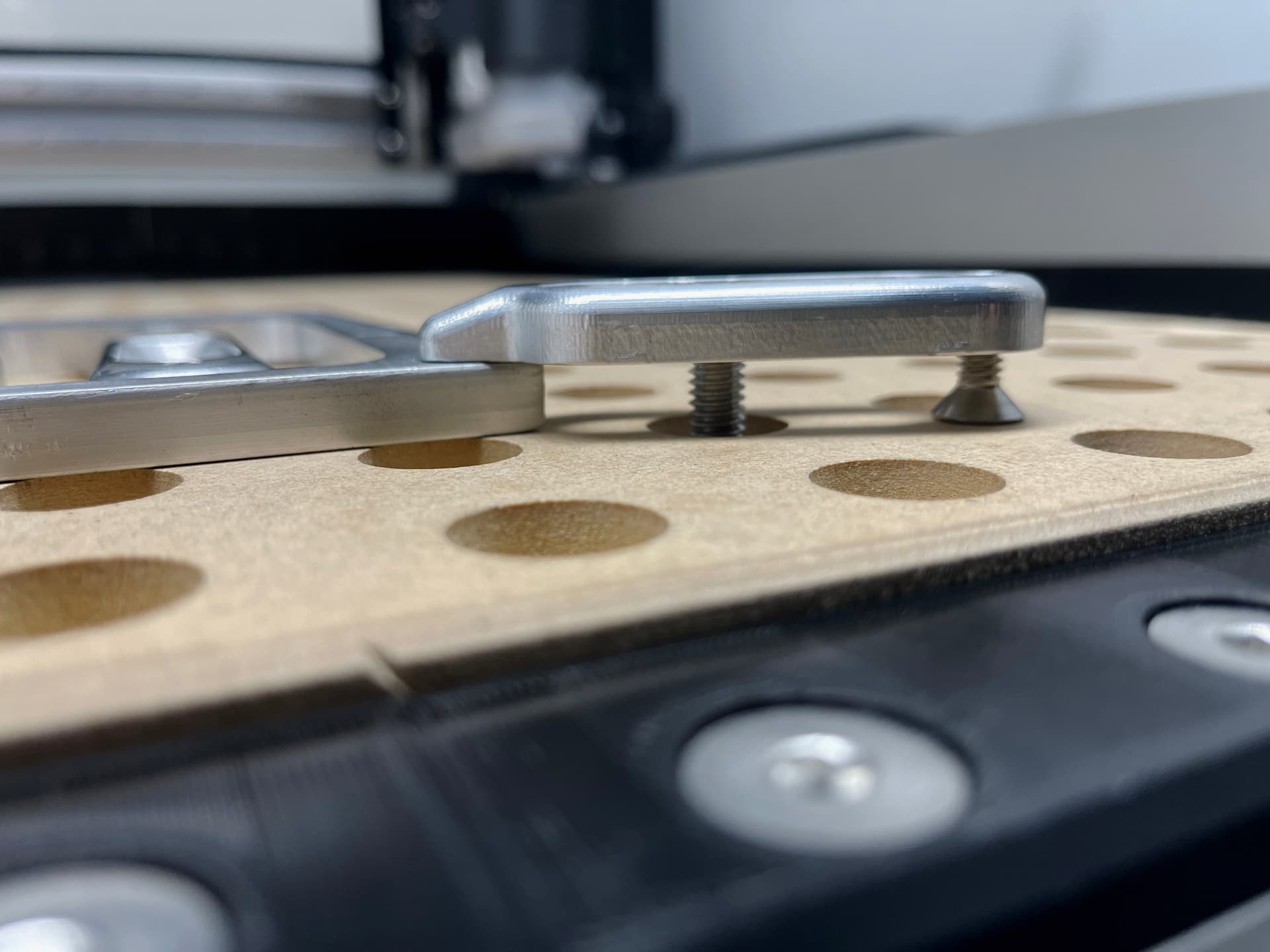
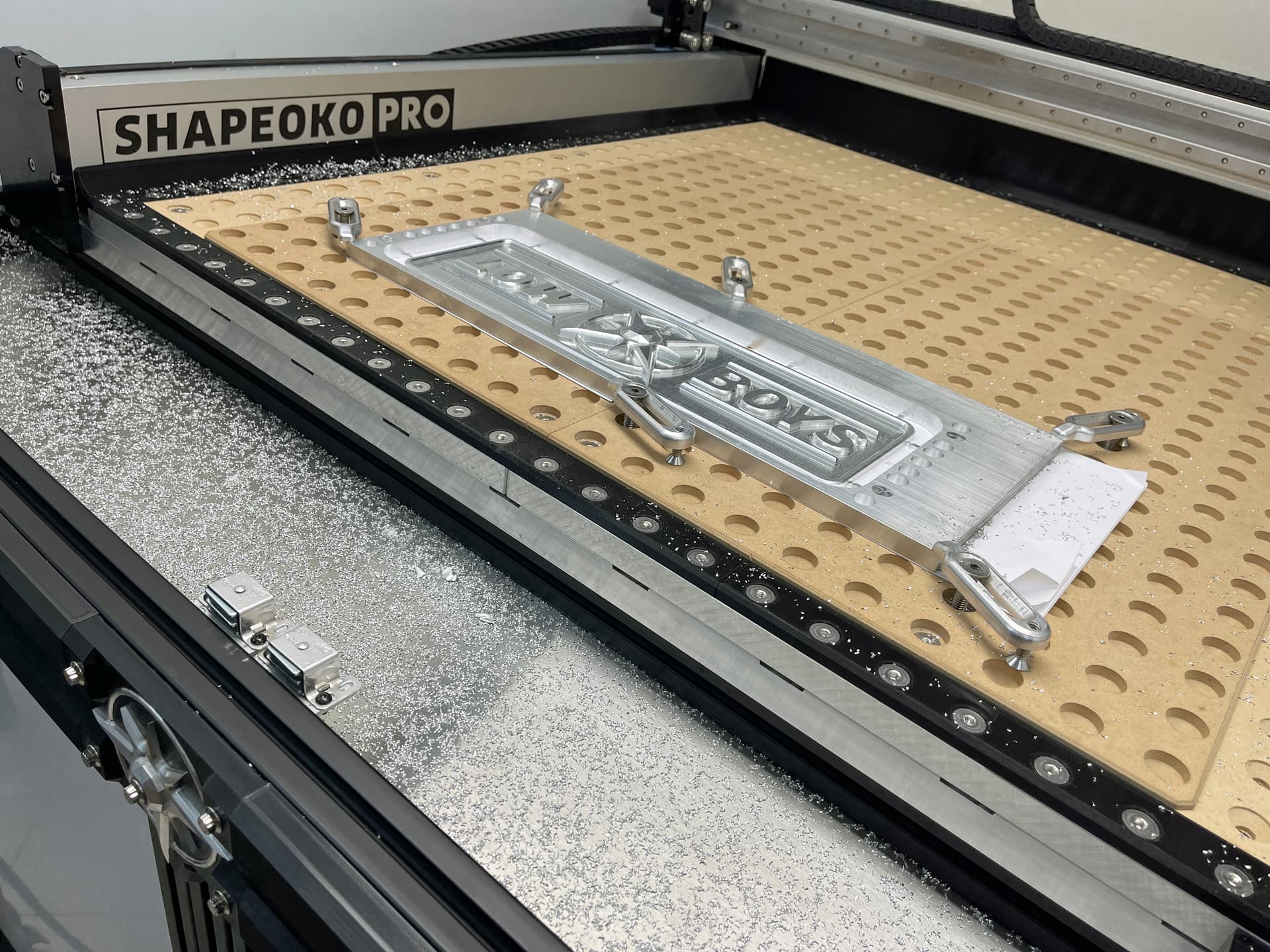
I designed this clamp set, I am going to call them Low Boys.
“When using a CNC machine, you attach a dust boot to the spindle to suck up all the chips and dust.
The dust boot hovers right above your work material that is being carved. Clamps are used to hold down the material, and inherently stick up and can be in the way of the dust boot. These Low Boy clamps are designed to be as thin as possible with countersunk socket cap screws to hold them down, and are made to not get in the way of the dust boot. There is a wide variety of socket cap screws included in the set, to make sure the height of the clamp is as low as possible no-matter what thickness material you are carving.”
-Fun part is over, now on to the tool-paths, and then it’s time to make them real!
Updates to follow…
swap from rounded to chamfer and it will save serious machine time. 3d adaptive rough with 1/8 s/f with a 1mm step down then come back with a .06 stepdown and run around just the chamfer at a high feed then a final contour. For those in a hurry that wish to avoid the tool change or even better get your hands on a bull nose radius single flute and go that route.
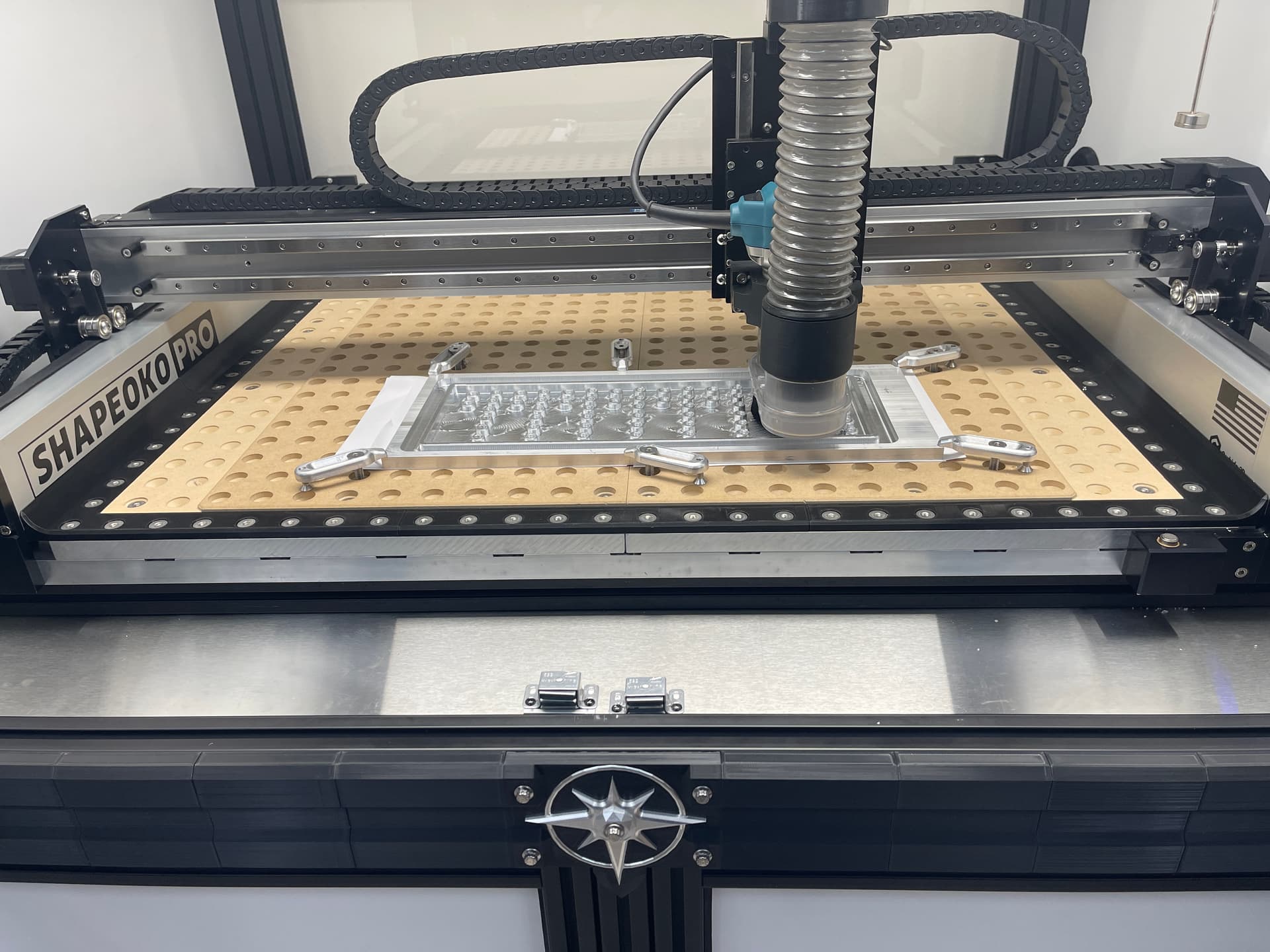
Thank you ReyS, a lot of work but it is coming along well. Worst part so far is milling out the 2 inch deep box, I ended up using a 4 inch long 3/8" end mill with the tiny ring collet on the Shapeoko and it worked amazingly well. I had no way to use dust collection though, too deep and I had to raise my router all the way, so I had to baby sit a 8 hour carve with a vacuum. Covered my enclosure top to bottom with Sapele dust lol. 2 hour cleanup afterwards!
Learned a few things along the way…
Just ordered a Mr Deburr 300. Anyone have any experience with a vibratory tank?
One of the reviews, guy says his is 30 years old and still works great lol.
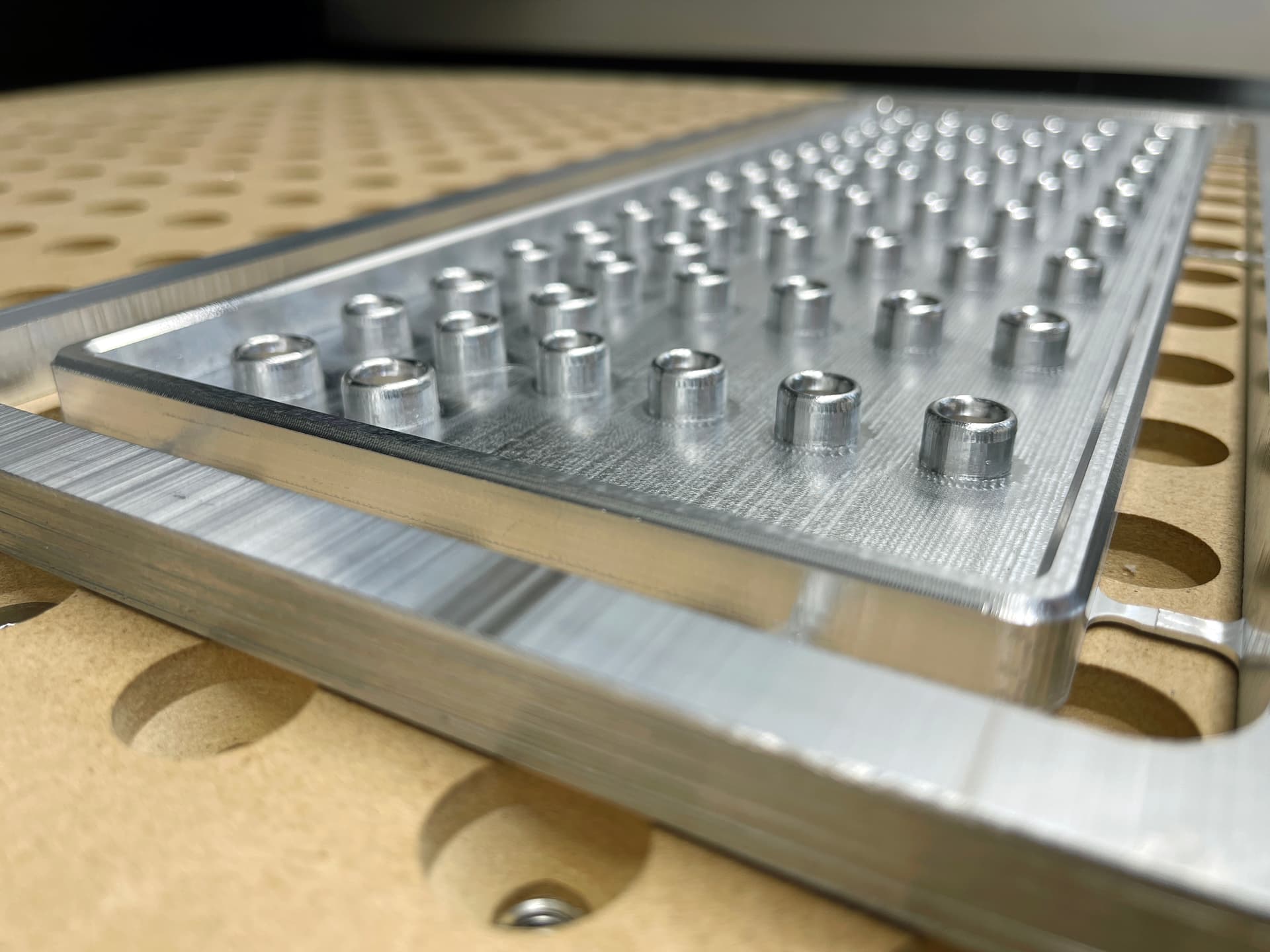
I am getting my parts very close off the machine, so it should not take too many steps. Looking forward to learning the process. Plan to stick to 6061 for now anyway.
We have a couple of Burr King units that were quite a bit more money. They do a great job but they’re a mess and they go through media quicker than we were told. Also, there was a complete lack of the media we use earlier this year, from any vendor, so it took around 4-5 months to get more.
We’d put them in the “necessary evil” category.
To clarify, this is commentary on all vibratory tumblers, nothing wrong with Burr King in particular.
My brother has one of those for his aluminum milling work for his art glass cutters. Probably about the same size from the look.
It’s at least 8 years old and still going strong.
After tumbling their ready for anodizing.
Though he has a Tormach 1100 that he does his work on.
All in his 2 car garage. It’s a very tight fit with all the anodizing tanks too.