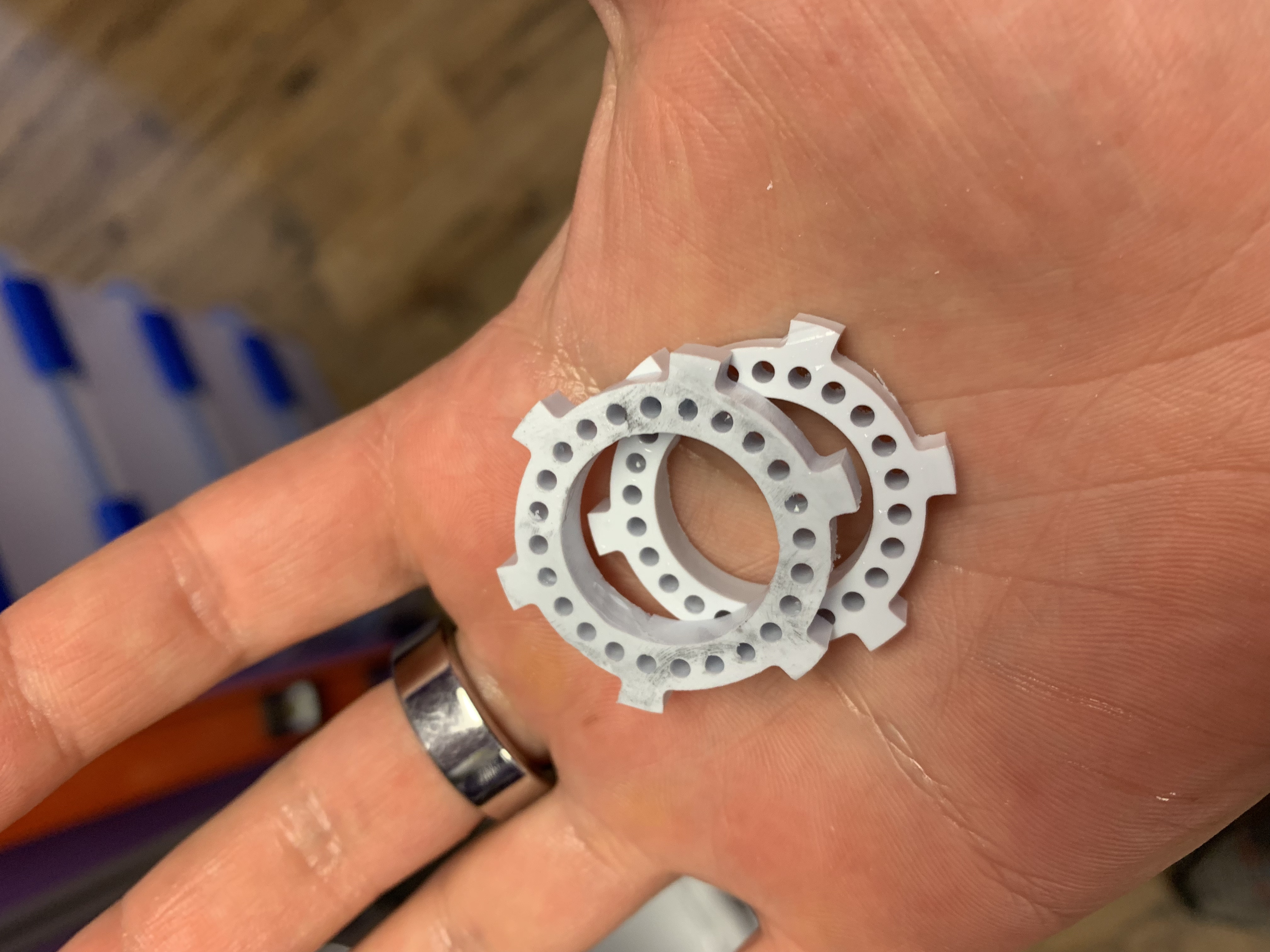
I am absolutely loving my Nomad 3 and am slowly learning how to use it. Now, I need to make some of these gear-looking things. I’ve pretty much finalized the size and shape using 1/4" thick PVC.
Now I would like to cut these out of machinable ceramic, like this one: McMaster-Carr
Interesting material, that I don’t think I have seen mentioned here before.
Out of curiosity I googled feeds and speeds for Macor, and the first few links had this to say:
This one Using carbide tooling: Cutting speed = 9-15 m/min (30-50 sfm). Feed Rate = 0.005-0.013 cm/rev (.002-.005 ipr)Depth of cut = 0.38-0.65 cm(.150-.200 in).
Cutting Speed 1 to 1.4 m/min (20 to 35 sfpm)
Feedrate .05mm/tooth (.002"/tooth)
Depth of cut 3 to 5 mm (.125"to .200")
Tool Suggestions:
Carbide C2 or equivalent recommended for improved life.
Two or four flute cutters work well.
Do not use chipbreaker or roughing mills.
Standard helix milling cutters work well.
A cutting speed of 20 to 35 surface FPM and a chip load per tooth of .002″, with a depth of cut of .150″ to .250″, is generally acceptable.
So the good news is that a 2-flute Carbide endmill should be the right tool, and you sure have some of those.
The consensus seems to be to use around 30sfm, which on a 1/8" endmill is…916 RPM. I’m not a Nomad person but this sounds like the extreme low end of the RPM range.
And then to match their recommended 0.002" chipload, that would translate on a 2-flute 1/8" endmill to a feedrate of 0.002 * 2 * 920 = 3.7ipm…slooooooow (which seems to be the consensus too, but it might take a long while to mill large/thick pieces)
Cutting depths, I would most definitely not use those 0.25" recommendations, but start very shallow (25% of the cutter diameter) and increase it experimentally.
You would also probably need to use coolant. Lots of it.
Please consider all of this as pure “thinking out loud” from someone who NEVER cut Macor before (so it may be complete BS, this is just how I would approach this beast one day one). Hopefully some who actually successfully milled that material before will chime in.
And then again I remember passionate threads about whether SFM targets should be taken for granted / are really applicable as is on a Shapeoko/Nomad. One could be adventurous and try at whatever the minimum workable RPM of the Nomad is.
OK, so I’m not a machinist… I’m a biomedical engineer. (means I know alot about something very obscure). I do remember machining Macor by hand many years ago and it was cutting more like butter than aluminum…
I seem to recall my nomad needing a value of 1000? I was troubleshooting a thing with support a while ago. I’ll have to check it again when I get back later today.
@WillAdams, I need a good dielectric that is also corrosion resistant. Teflon would be good, I suppose, but it doesn’t machine all that well… Any ideas for me?