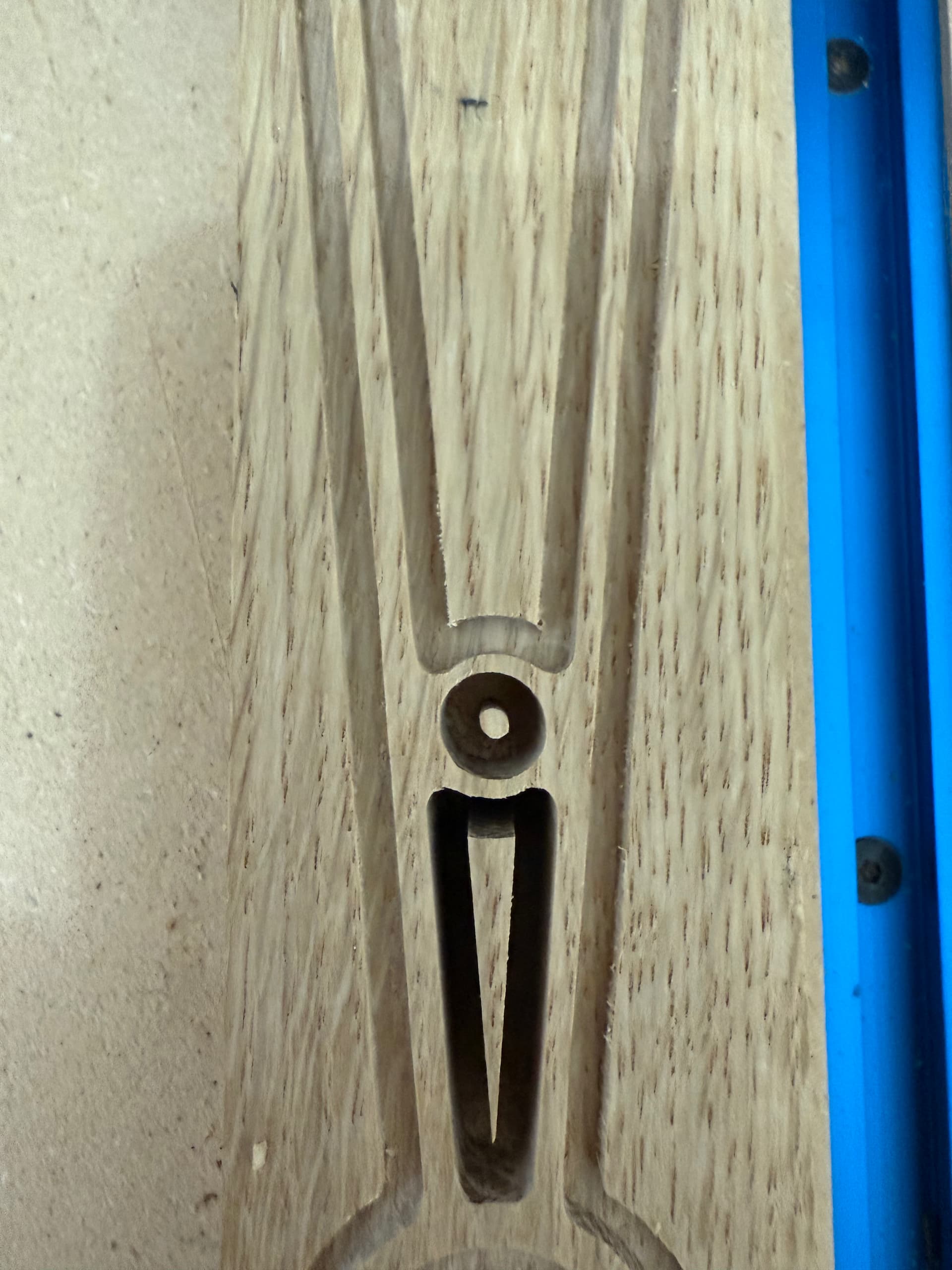
So I just moved and after setting up my shapeoko 3 XXL I am unable to get it to cut properly anymore. at first I thought it was the file but after remaking the file several times I’m getting the same exact result. The part I’m trying to cut out has 2 legs one left and one right the right side leg cuts out thiner then the left if I flip the part upside down and cut it I get the same result but in reverse the left side is now thiner then the right. Im also noticing that circles are not coming out round. I have checked everything I also had extra belts and wheels so I replaced all the belts and wheels and made sure the machine is square. When I moved the machine is was on a table so nothing really changed with it other then the location since the table is on wheels. I have attached a photo for reference. Thanks for any help with this.
Is this a file you have cut successfully before?
Are you certain the tool is sharp?
Is that a slot the width of the tool?
Try using a smaller tool and cutting as a pocket?
Try a test cut in a material with less grain/variability and which is more stable such as MDF?
Is this a file you have cut successfully before?
No but I have recreated the file from scratch 3 times just to make sure it was not the file
Are you certain the tool is sharp?
brand new bit
Is that a slot the width of the tool?
yes 1/8 bit the slots are fine its the end result thats cut out
Try using a smaller tool and cutting as a pocket?
1/8 is the smallest I have that can cut this depth.
Try a test cut in a material with less grain/variability and which is more stable such as MDF?
I have only tried it on white oak and walnut im not sure how MDF would make a difference?
When I see circles that aren’t circles like this, it makes me wonder if you have a loose grub screw on the X stepper or one of the two Y steppers, causing the shaft to slip inside the pulley. They should both be tight, and one of them should be on the flat. Many people replace the stock grub screws with M4x8mm socket head cap screws like this:

I checked them they are all tight. I thought maybe it had something to do with the software since I’m using carbide motion on a raspberry pi but I get the same result when using a PC. its weird because its not random its always in the same spot so everything im cutting ends up identical but .58mm off from left to right
Are all the stepper motor connectors secured properly?
As you say you’ve checked everything mechanically, but what about the wiring? I found that on both my SO3XXL & SPROXXL that the motor connectors, especially for the X & Z axis, were prone to become intermittent over time if not secured well. I believe it’s most likely due to operational vibration.
Wouldn’t that cause a more erratic and random issue with the cut? This is a repeatable issue. I have checked the cabling everything is connected properly and securely all the connectors also have snap clips so im not sure how they would come loose. I do agree it seems like it could be something electronic like a stepper motor missing a step at the same point or software.
Intermittent connectors can cause various behaviors depending on the quality of the connection being made. I agree that it seems unlikely to be the cause of such a consistent error, but it helps if you can rule it out completely.
And you really can’t trust the clips on the connectors to actually hold the two sides together solidly - some people literally zip tie the two sides together to make a solid, consistent connection. Mine are zip tied to nearby brackets to keep any kind of flexing of the connector joint from occurring. If you jog the Z/X axis & gently fiddle/flex the connectors by hand, you can readily check to see if they are a problem - the movement will stutter/stop/grind if the connection is not solid.
The maddening part about intermittent connectors is that they can test fine with a continuity check, they can test fine just jogging the machine around without load, but then you add cutting vibrations into the mix & suddenly it’s a crapshoot.
Is the machine hitting something and losing steps?
I see you checked squareness and belt tension, etc, but did you check the level of the table? Since you moved it to a new area, the floor could be sloped differently and cause your table/bed/machine to be racked / potato chipped, which could result in a consistent error in roundness and angle. It may be worth checking level in several directions and shimming the table legs as needed if you haven’t tried that yet. If you do end up shimming it up in some locations, you will likely throw the gantry out of square and need to re-square the machine again.
its not hitting anything. Is there a way to check if its losing steps?
Thats one thing I didn’t check! I figured the table I built for it is so rigid that twisting would not be an issue. After reading your post last night I leveled the table and the machine and squared it again it was barely out of level but its perfectly level now and still getting the same exact result.
Start from first principles and work from large → small:
- table flat and level and stable enough to not affect cutting
- endplates and Y-axis rails level and plumb and rails parallel
- gantry level and at right angles to both Y-axis rails
- carriage level and plumb
- all hardware in place and secure
Power up and jog the machine to the center of motion for each axis and grab the tip of a probing pin and try shifting in each direction — investigate anything which allows motion and address.
For cutting, start with a largish pocket with a rigid tool, then try smaller tooling with more detail, ensuring that each toolpath in turn can be measured and evaluated.
In my inexpert opinion, you have some play on your X sides. IF a circle isn’t a circle, then your gantry is shifting/torqing. Bet your issue is South > North vs North to South cutting (maybe E>W/W/E but more likely N>S). I would redo your belts, making sure you are square and flush in the rear, and that there is NO play in the gantry. power off/disconnect motors. hold left side to the back, can you wigle right side? now do opposite.Hold right and wigle left. If you lifted the unit by any of the rails, (even for a second) it could have shifted a rail.
I’m sorry you’re still struggling with this issue, it has to be frustrating. I had one other thought that could be impacting you, based on the last post about x movement. At one point I found that my spindle mounting plate was loose and the spindle could rock slightly because of it. I had to take off the spindle (router in my case) and mount, center the plate and tighten all the screws (if I recall correctly, to the linear bearing blocks), then reinstall and align the spindle. If yours is also loose like that, it could explain some movement along both the x and z axes as it rocks side to side. I’ll look to see if I posted anything when that happened. And copy a link if I did.
It was a support request…here is the e-mail and response:
My request: I was loading a tool today and my Pro XXL started moving toward the bitsetter and suddenly, about half way along its x-travel to the bitsetter it jumped backward a bit and started to lower in z but not all the way over the bitsetter. I stopped the machine, restarted and initialized, and re-probed and finished my job without issues. However, when I was trying to figure out what may have caused the weird jump during the tool change I noticed the plate that the Z head mounts to, which is attached to the linear bearings on the gantry was loose and could rotate slightly in the XZ plane. I assume that is not as designed. Since that is a factory installed mounting plate and I have to take the entire head assembly off to tighten those screws I wanted to double check a few things with you before I tear it all apart:
- Is the head supposed to be loose like that;
- Is there a torque value I should use to re-tighten those screws;
- Should I apply some blue loctite while I am in there tightening the screws;
- Do you have any idea why my machine would have jumped back during that tool change?
Response: No. The z-motor should not be loose. There are no torque values to be applied. Yes, you can apply a dab of Lock Tight. I have no idea about the random jump by the machine.
————-
This support response didn’t address my concern directly, but after explaining again and feeling confident about torquing as I saw appropriate and adding some loctite, I went ahead and re-tightened everything and have been cutting happily since. I think I was able to feel the movement when I grabbed the spindle and twisted in the x-z plane.
This topic was automatically closed after 30 days. New replies are no longer allowed.