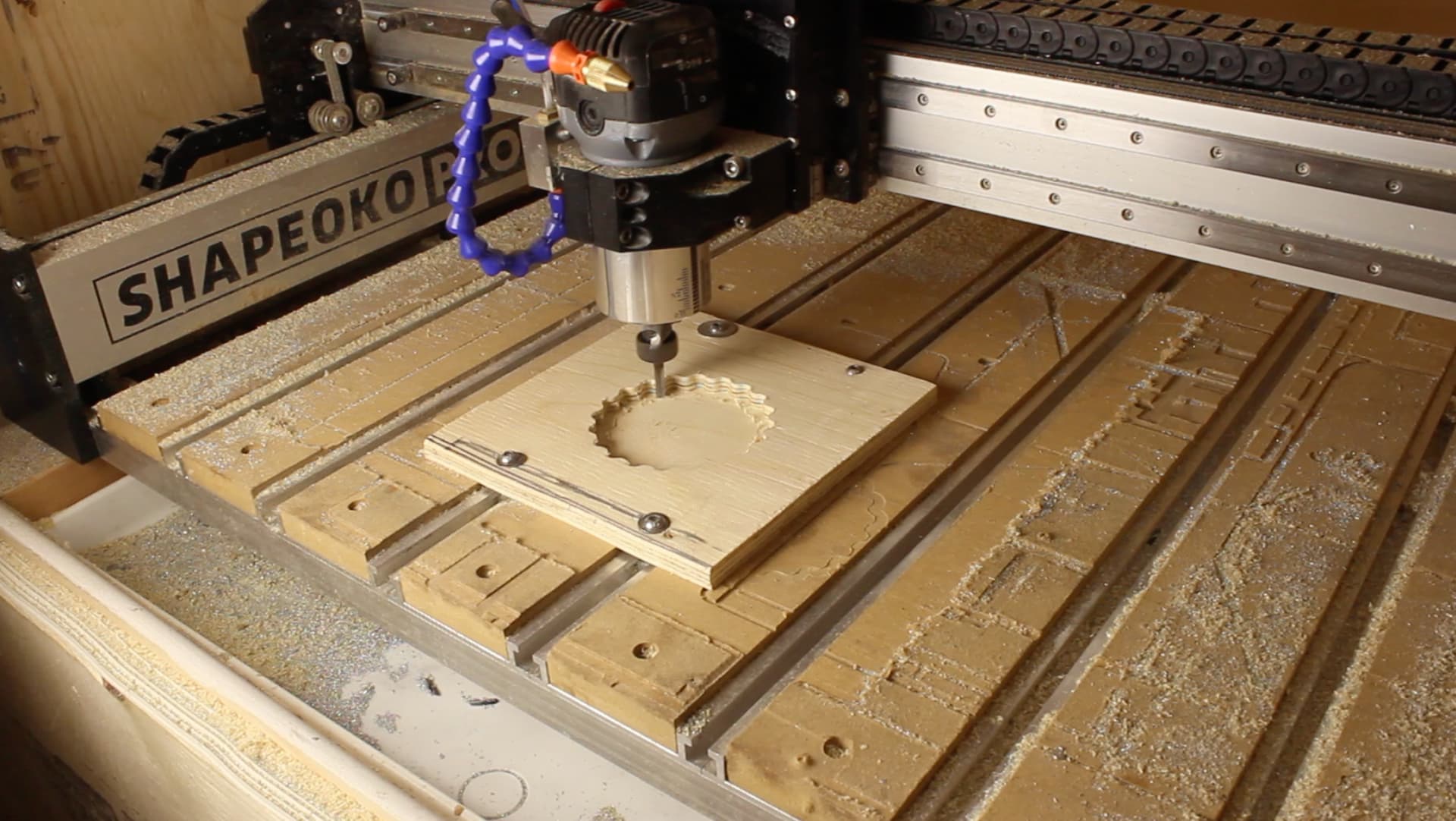
This is a long thread detailing the machining of a cycloidal drive gearbox on my Shapeoko Pro XXL.
A cycloidal drive gearbox allows me to achieve a large gear reduction in a small space, and it is machinable on a CNC, since there are no sharp corners, as a planetary gearbox would have.
This gearbox will eventually be used in my rock drill project, more on that later.
I’m starting with two operations to rough out the outer part of the gear. First, and unholy plunge drilling operation, to add a center hole to the stock
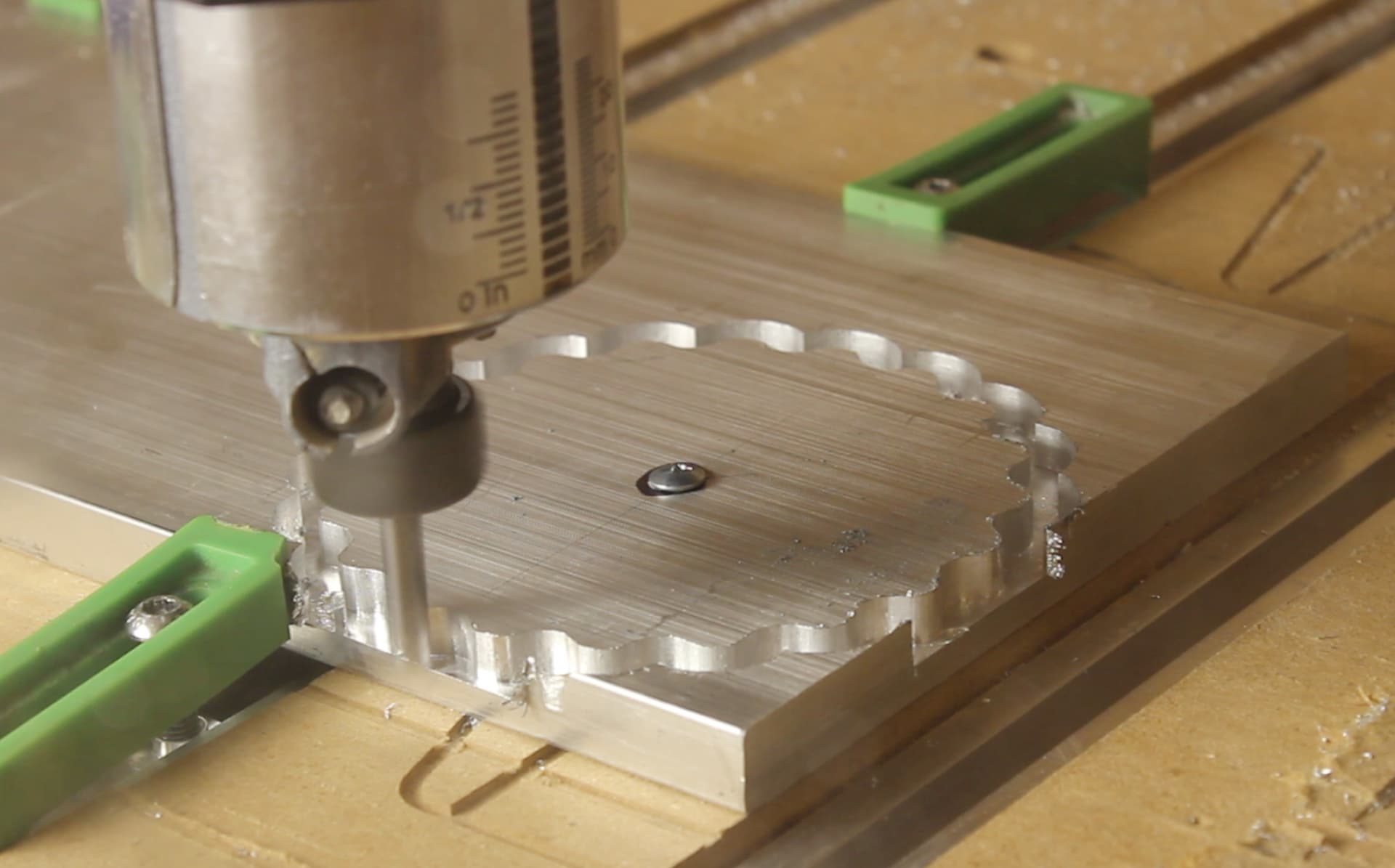
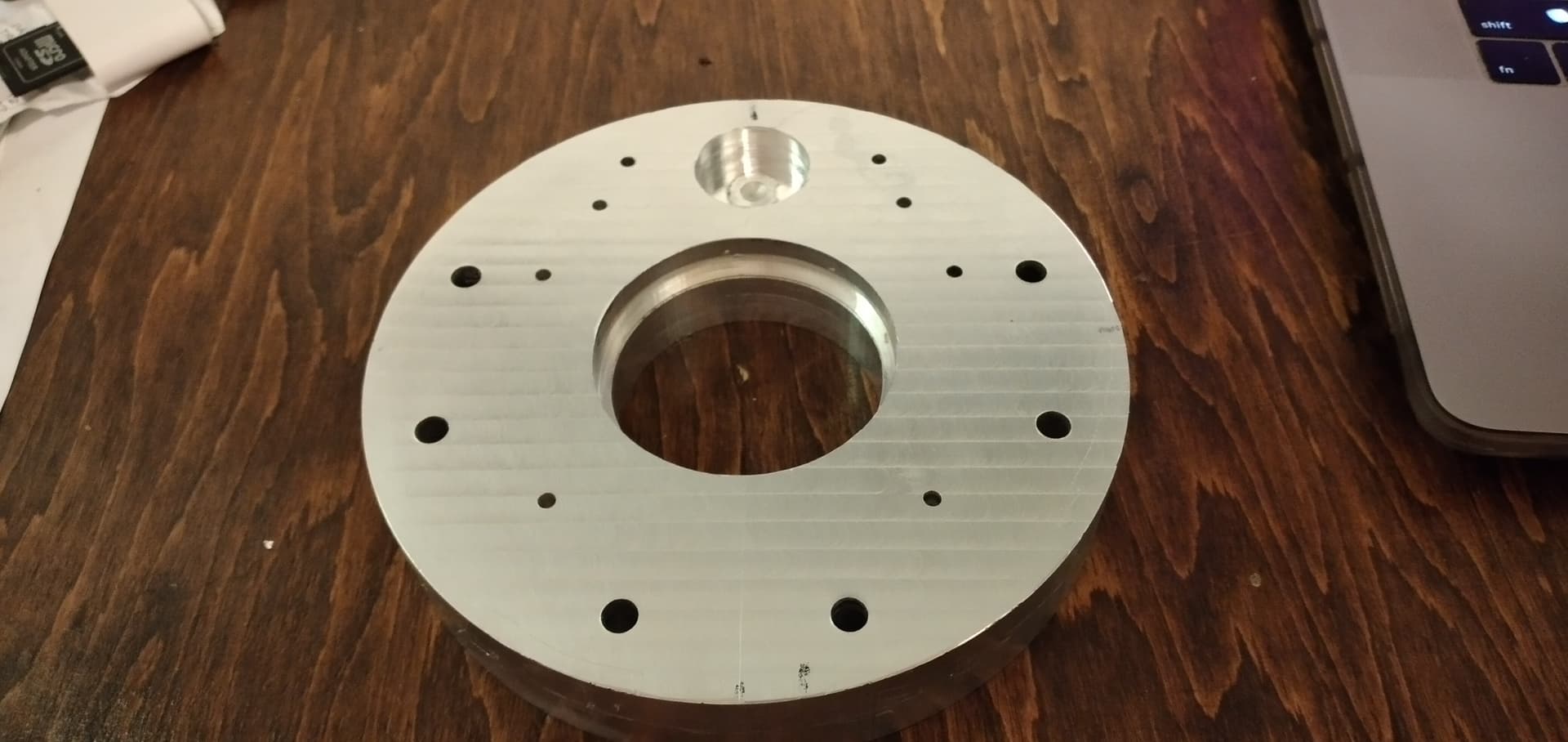
Now I’ve got the external features machined.
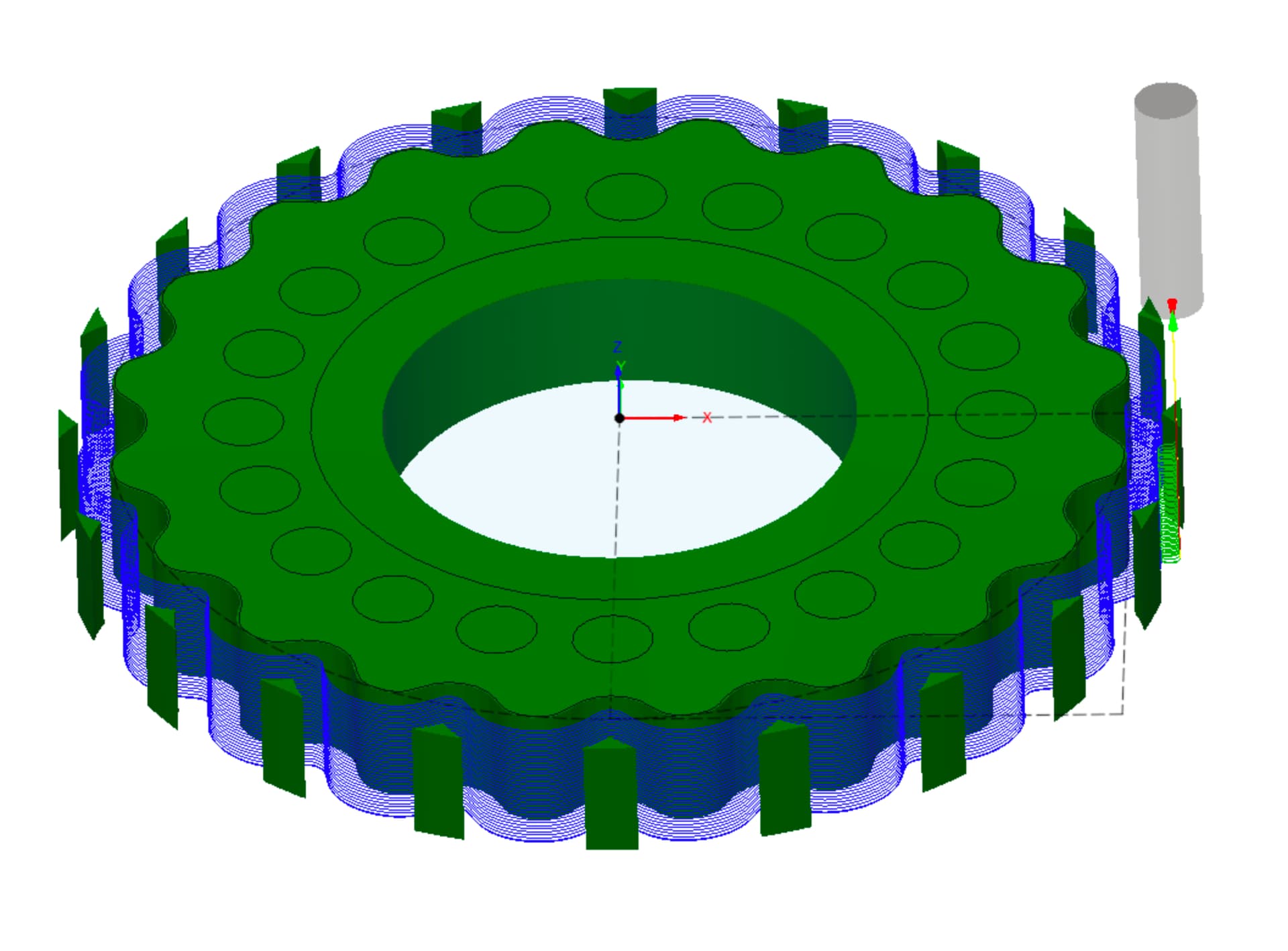
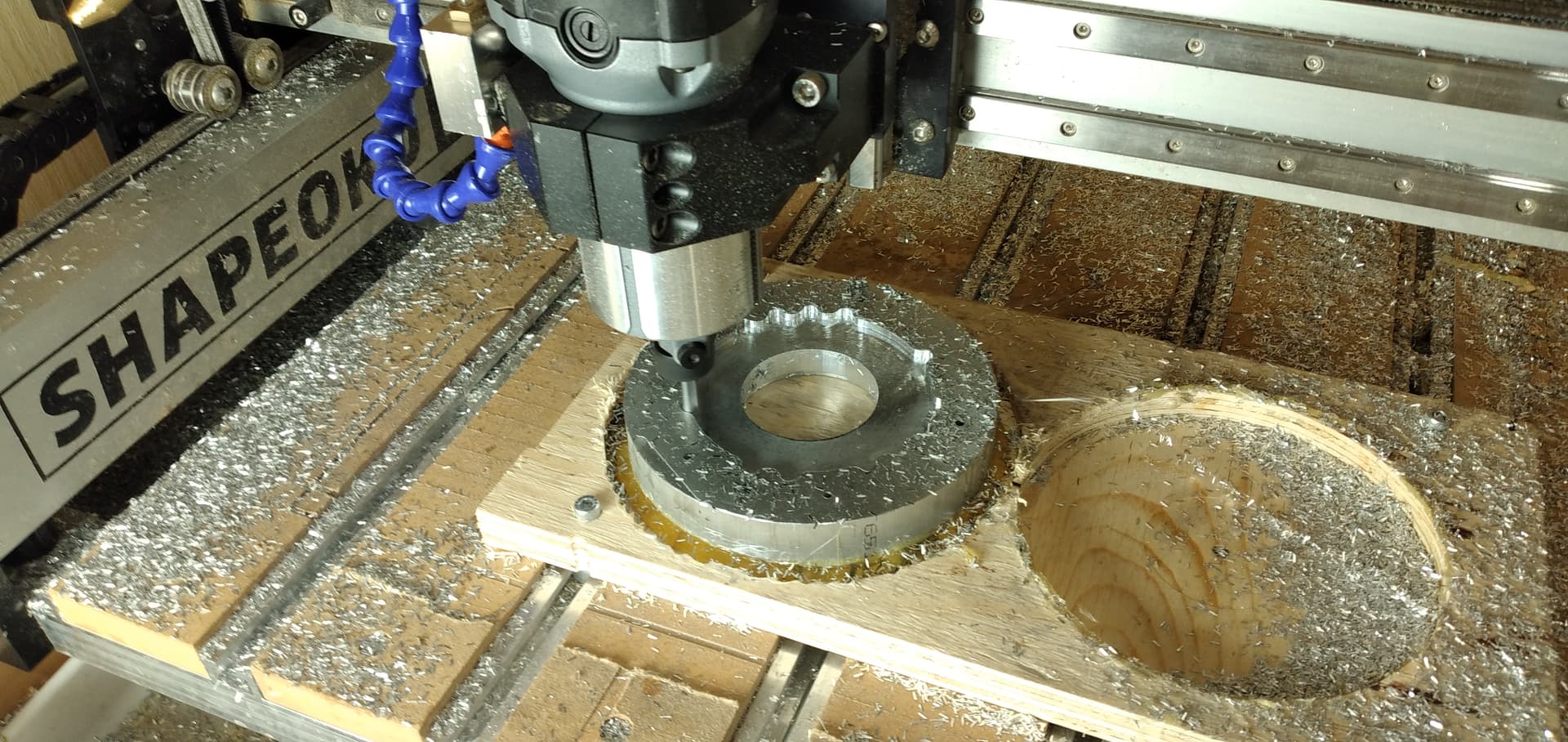
I’ll then put it in a cycloid gear-shaped cutout for rock-solid work holding during the next few operations. Adaptive toolpaths often exert a lot of torque on the part, so I think this is a better strategy than doing the contour last.
The shape is roughed out, then finishing passes are used to bring the shape to the right size.
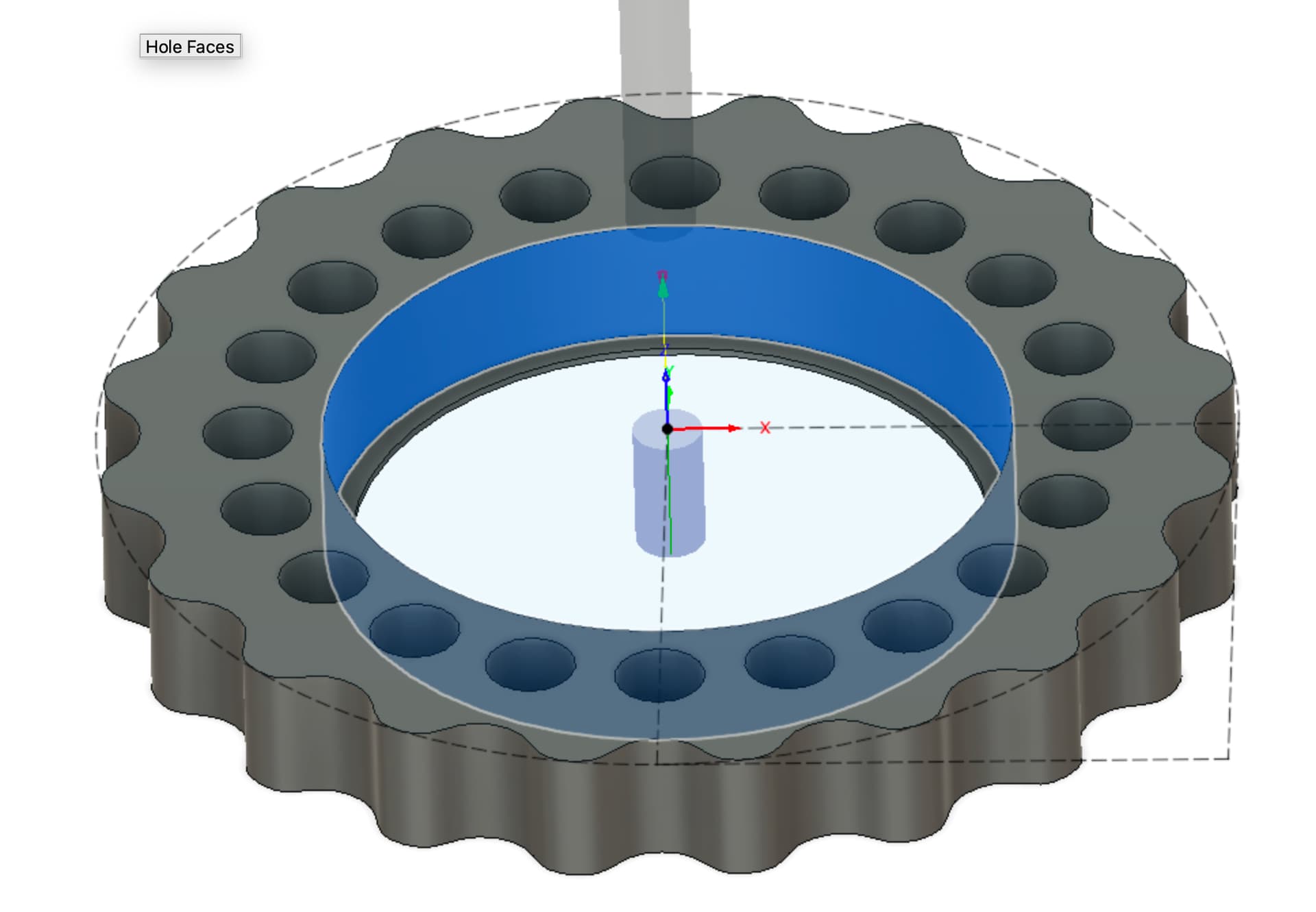
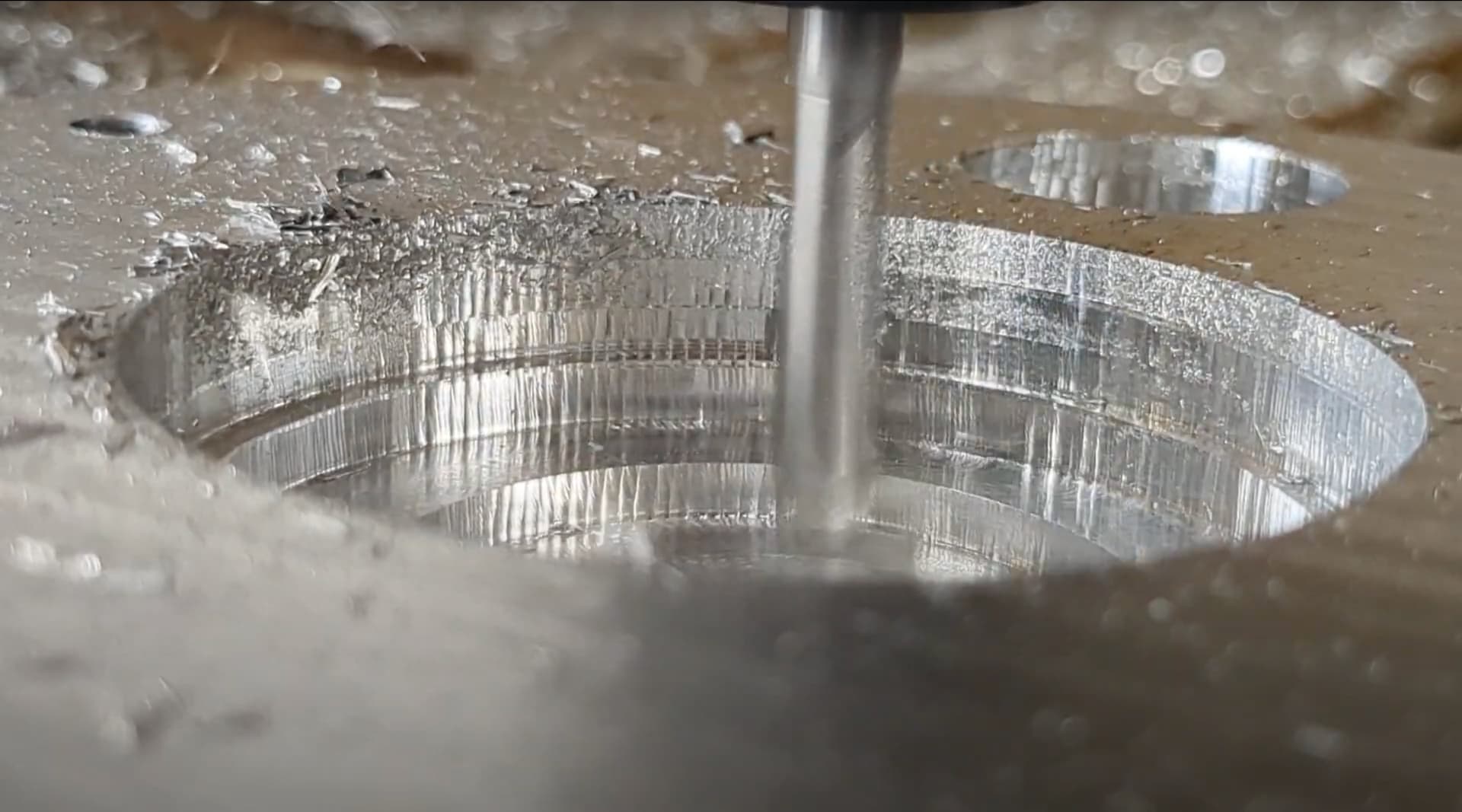
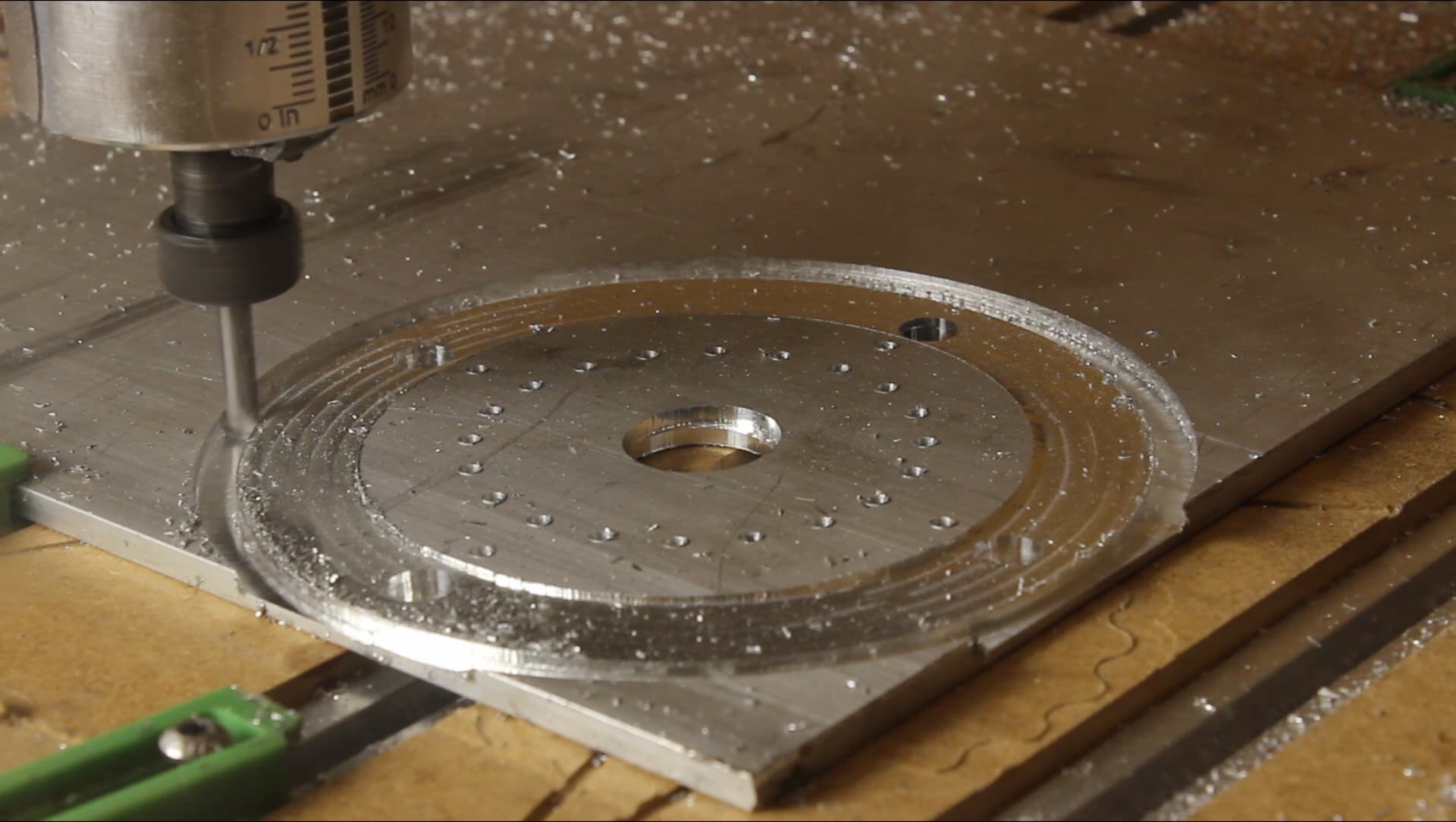
Next the inner borehole is cut out:
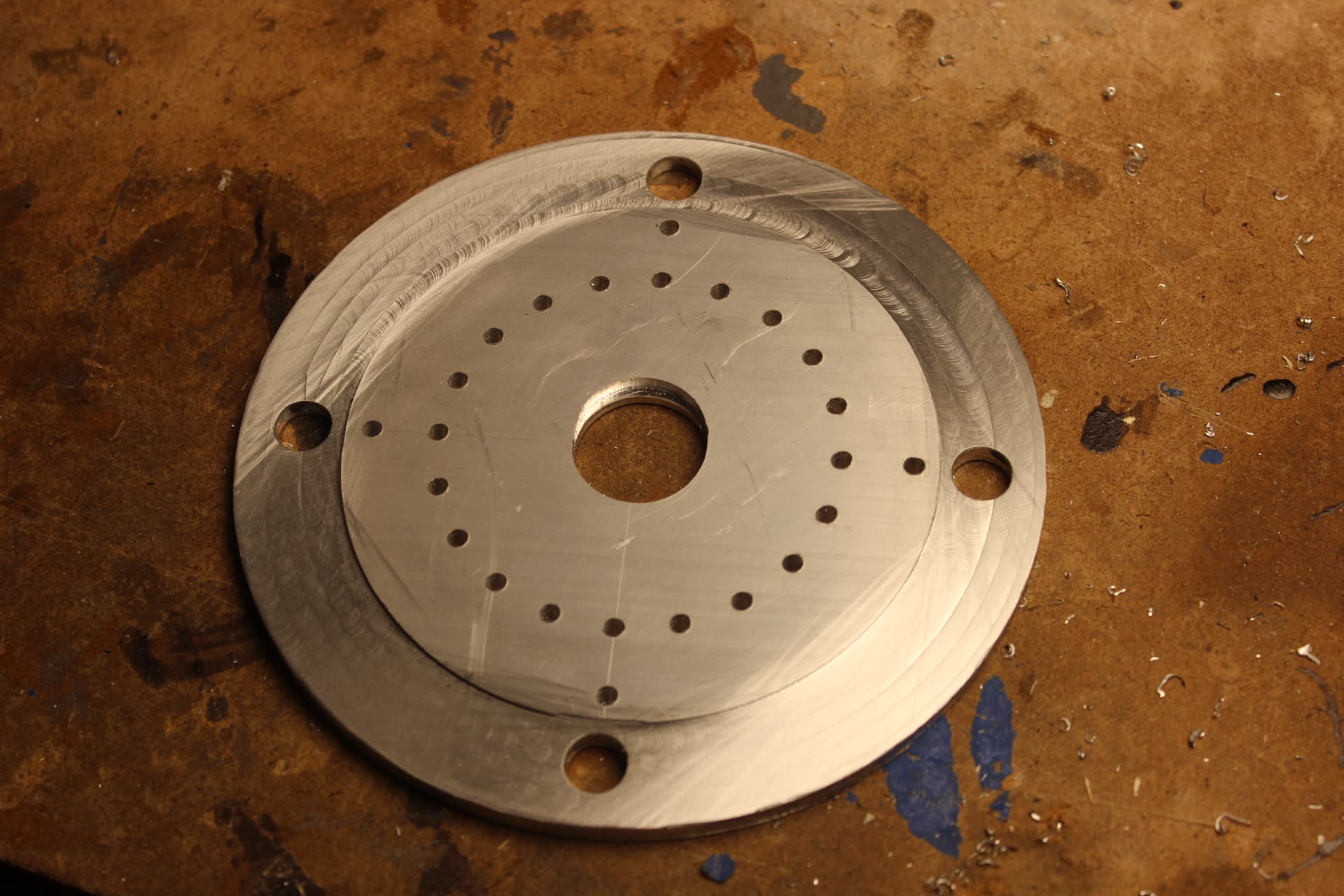
Outer holes are added by drilling (which is probably not a good idea), and then an adaptive roughing toolpath to bring the holes to size.
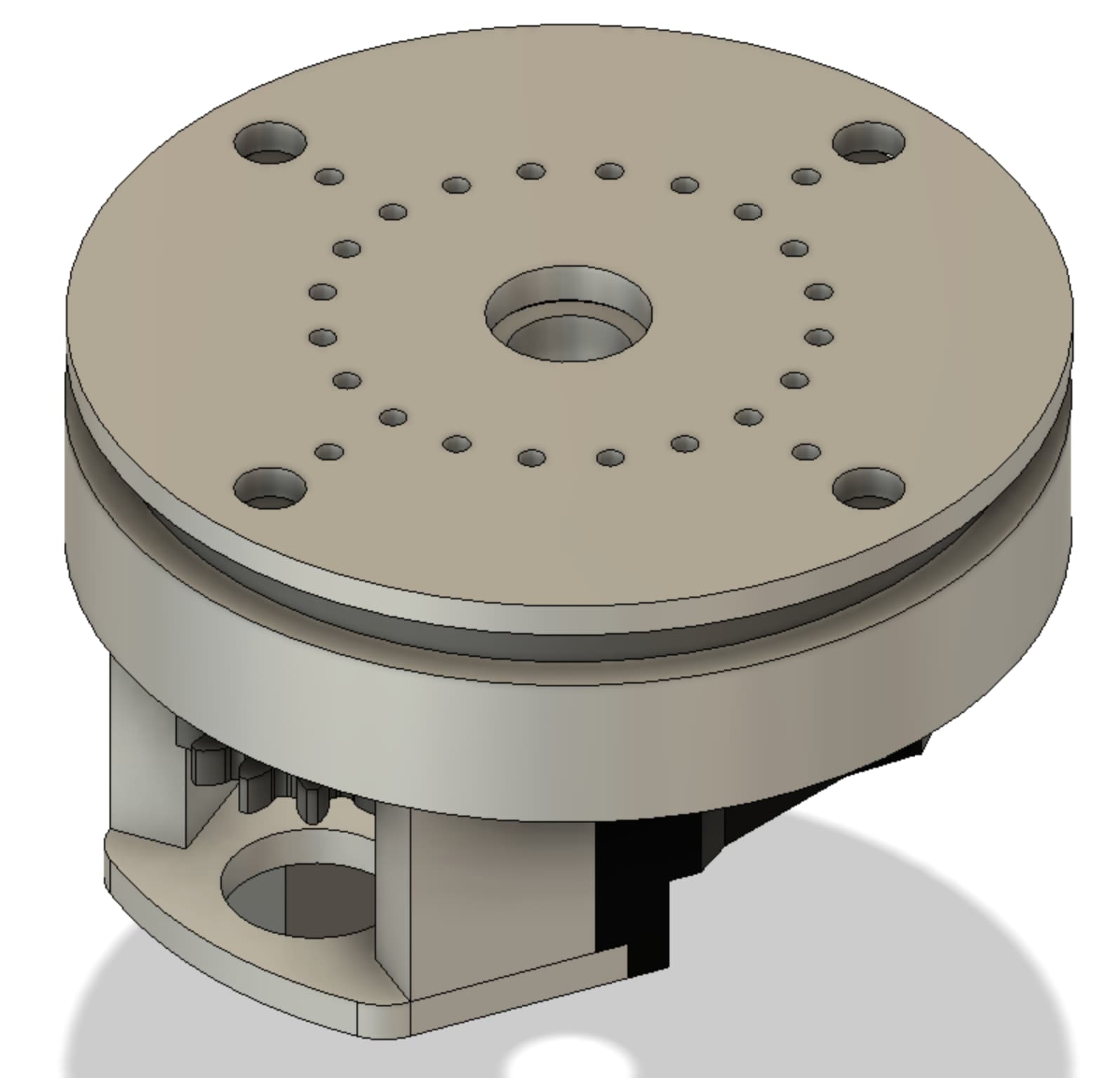
Once the bearing was popped in, the part looks like this:
I’ll be using a chunk of 6061 aluminum. Ideally this whole thing should be made of something more durable than aluminum, but aluminum is the hardest material I can reasonably machine on a shapeoko.
This gearbox will be used for a mini tunnel boring machine. This is why there is a hole in the center of it. The hole allows material to be pulled back from the front using an auger. It also allows for cutting fluid to move forwards.
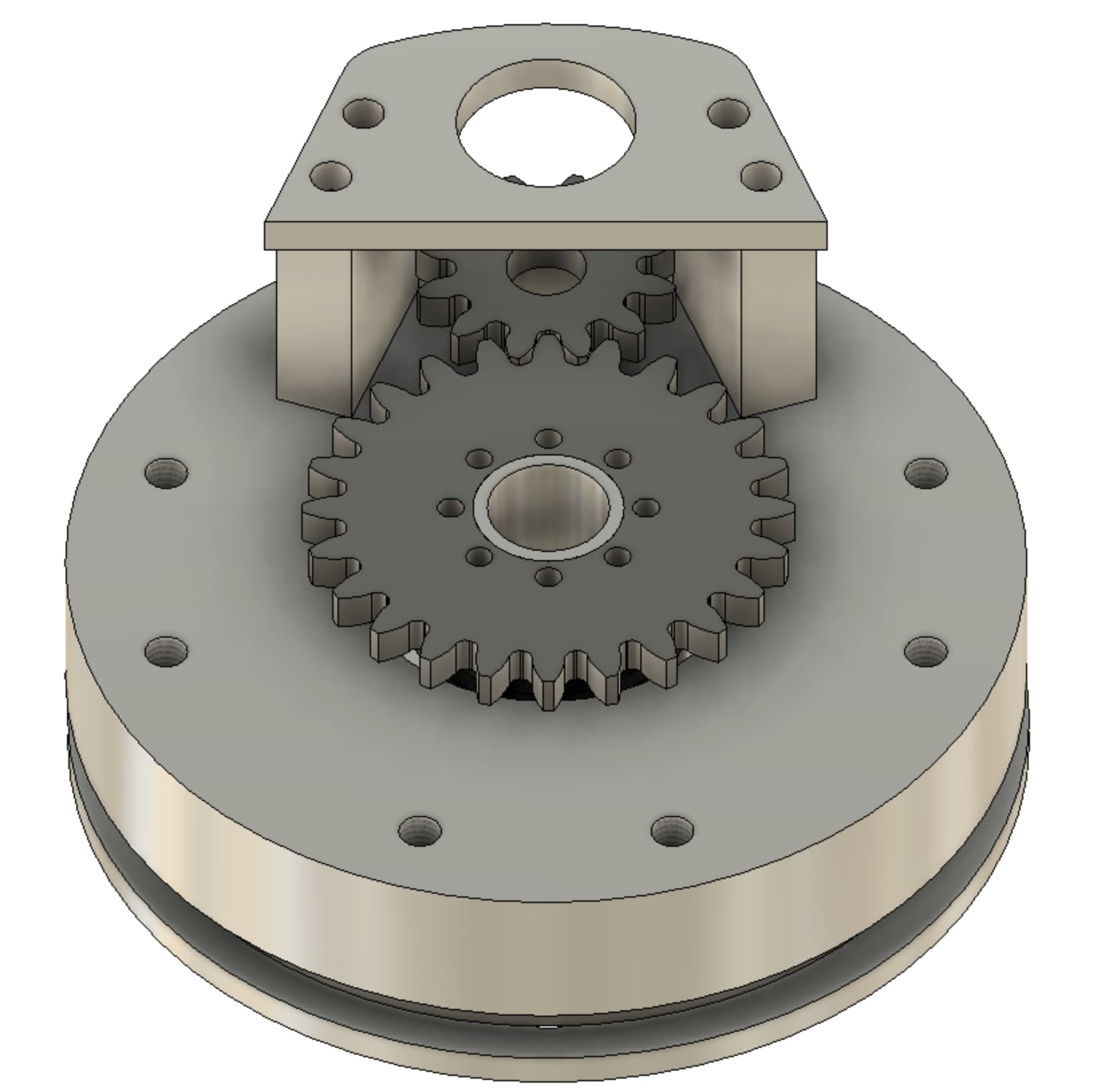
I can fully machine a cycloidal drive with a shapeoko. I can’t make the teeth of gears on my machine unless the teeth are very large.
Since it is for a micro tunnel boring machine, there needs to be a center hole to evacuate material. If I had used a set of planetary gears, my middle gear would have to be at least 50mm across, which would limit my gear ratio and probably make the whole drive wider.