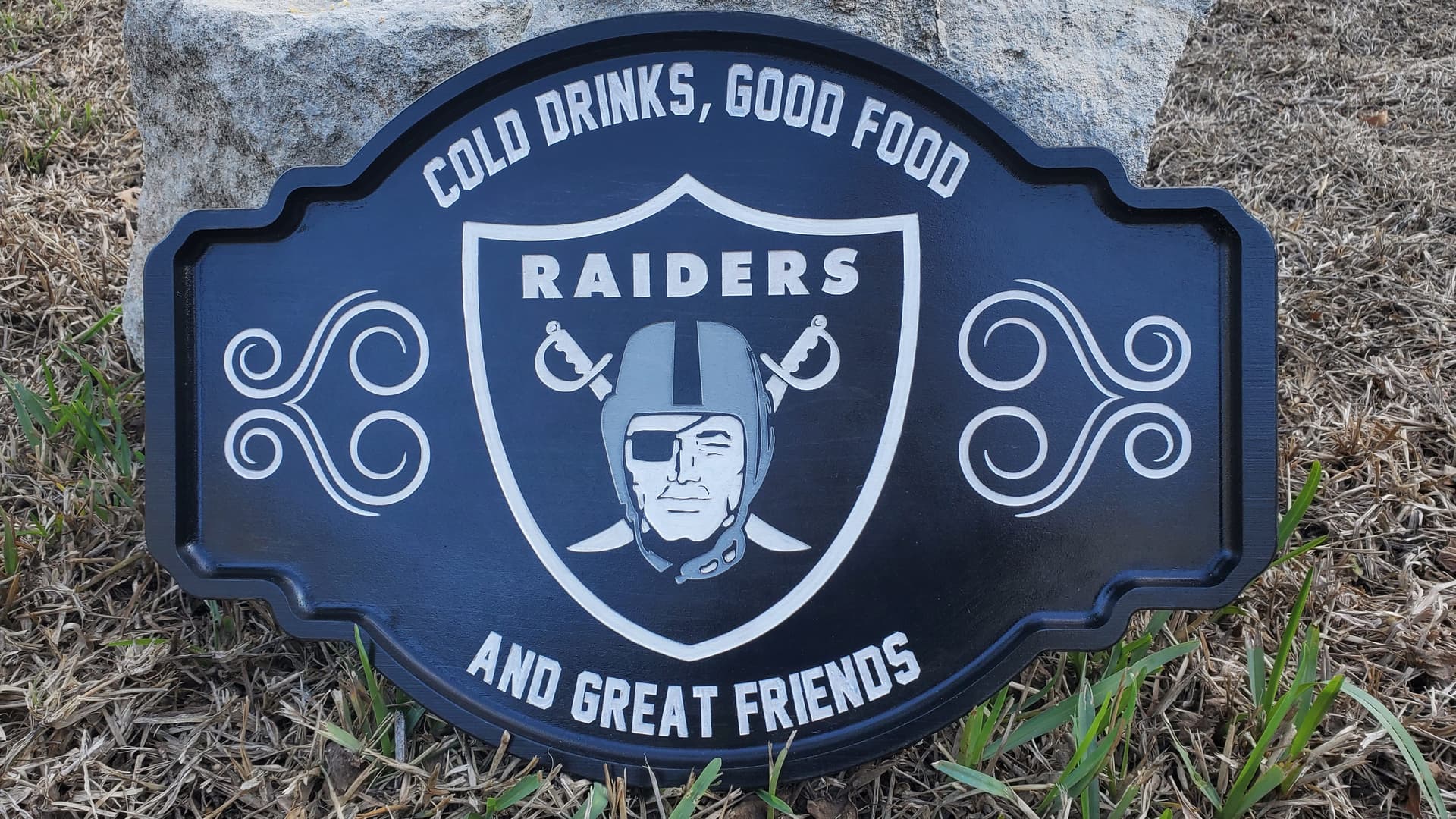
I carved a logo in some HDPE today. Used REST machining from 1/4" down to 1/32", could not be happier with how the PRO5 preformed! Finished product looks good from afar, but far from good…
So a couple of things. You need to check the tram of your spindle/router. Next check your speeds and feeds because it almost looks like you are melting the plastic in that blue area. In a lot of plastics you need to go fast to avoid melting the material.
HDPE has a very low melting point and a lot of people use O flute bits to help with finish quality. The more flutes your bit has the more friction it created and that makes more heat.
Thank you both for the input. I’ve trammed the machine; and before I did this project I used my McFly to surface a board that came smoooooth. I’ll do some experiments with feeds and speeds and using rough and finish passes. For finishing this project I’ve found a few tutorials recommending polishing compounds and even a torch to polish the finish.
If you don’t want a completely different path you can play around with your depth per pass such that there is a final pass that is small to act as a cleanup.
I did ask a plastics guy about this a while ago, and he said the big companies will occasionally use a “sand” blasting method. A heat gun will help with the “fuzzies”, the little discolored pieces on the stepover lines… You could use a smaller bit and lots of finishing stepovers, but if you look at HDPE signs out in the world, you’ll see tooling marks. I enjoy checking out the toolpaths on the ColorCore playground equipment when I’m out with my kids. i am pretty sure most people don’t notice or don’t see it as a negative.