Hi everybody new to the form, but I’m planning to buy a Shapeoko 5 Pro soon.
I’m looking to make ADA signs and I wanted to ask the community if anyone has experience machining small 1/16" holes — or if it’s even possible.
For context, ADA signs require raised copy (not a problem, as I will do this on another machine) as well as braille. The 1/16" holes would be for the braille beads to be inserted into. So, with the right bit (one that is 1/16" or smaller), is there a way one can make these holes on the Shapeoko?
CNC machines are not good at drilling. As @WillAdams stated they have a drill tool path. However if the holes are shallow an end mill will work but if they are deeper they make dedicated drill bits for a CNC. A regular drill bit is not good on a CNC because the RPM requirements for a drill bit are much slower than a CNC can turn. So shop around to see if you can get dedicated drill CNC bits for this. A regular end mill will work for very shallow holes. Usually you have to make the hole slightly larger than the drill hole size for the Carbide Create to create the tool path. So for instance if you want to use a .25" bit then a .255-.26" hole needs to be created with a regular end mill. You can get Carbide Create free and create tool paths and designs to see if you need to create slightly bigger holes to make your design work.
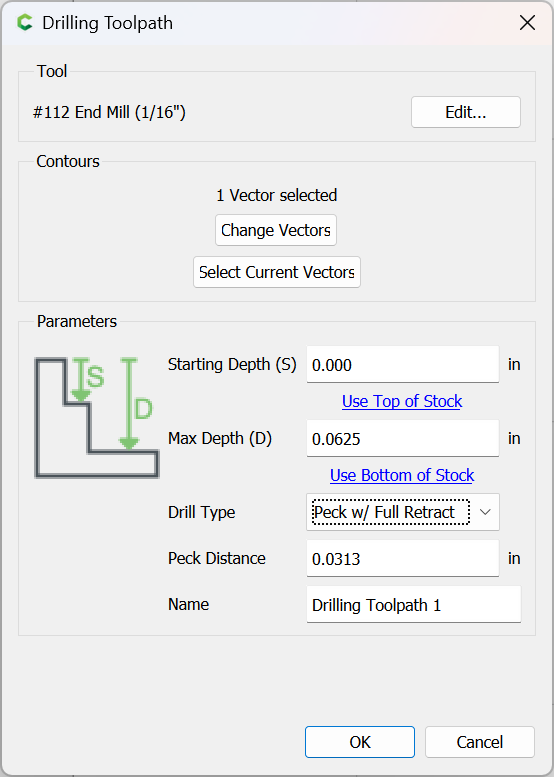
The CC Drill path will drill any size hole on any size circle. I just created a 0.020" circle & drilled a 0.250" hole. It doesn’t care. In fact, it doesn’t even have to be a circle.
If the beads will fit in a milled 1/16" hole, then I would use a 1/16" mill & the drill toolpath.
If a hole made with a 1/16" mill are too sloppy, then use an inside contour, full depth with a 3-5° ramp and a smaller tool. This will “Hole Mill”, spiraling down (Helix) to the bottom of the hole, then making a single finish pass at the bottom. You can adjust the size of your circle vector to dial in the perfect diameter.
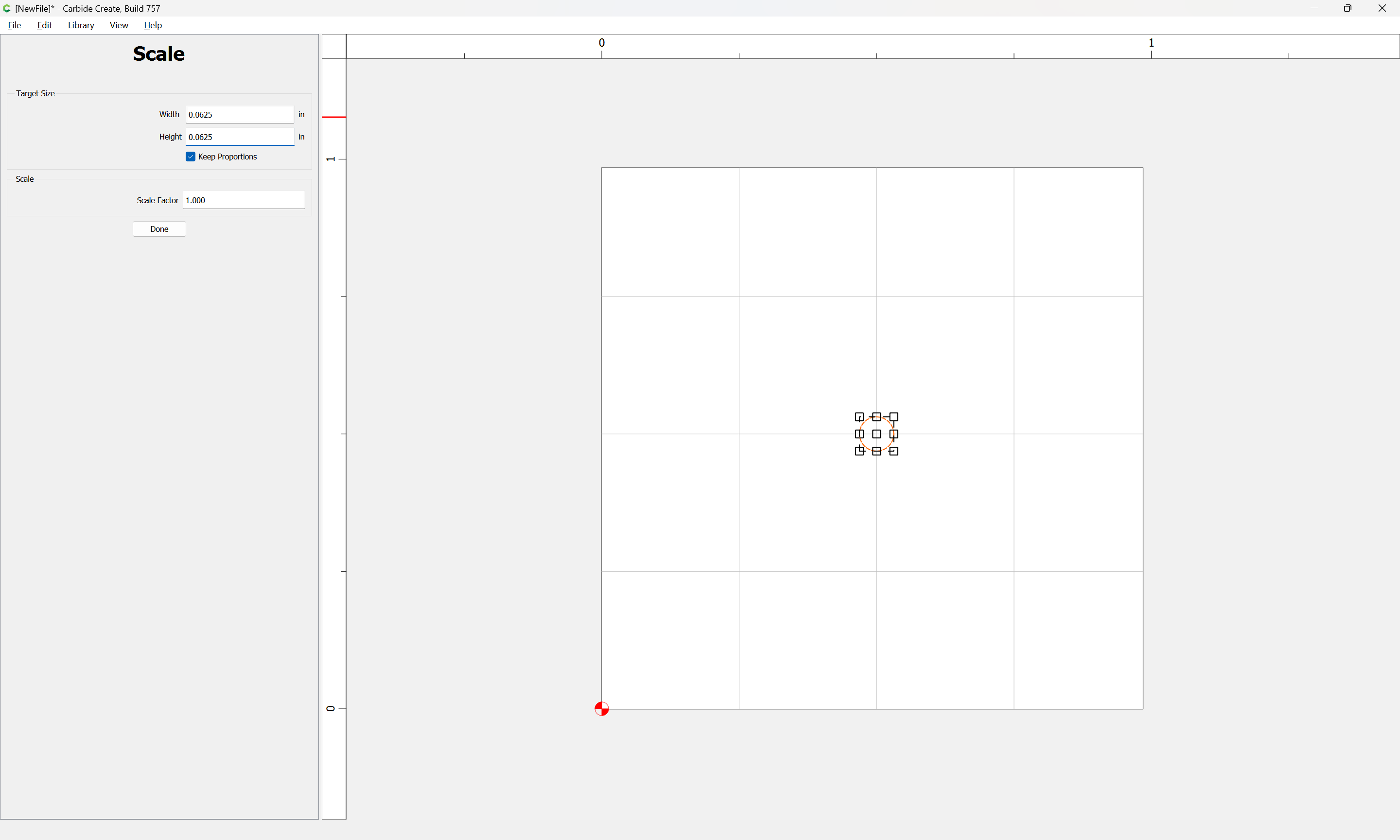
I hadn’t thought of installing Carbide Create since I don’t yet own a Shapeoko, but that is actually a great way to find out just what exactly can and can’t be done, and with which tools.
I was confused, since a drill path is supposed to do away with the need to machine a hole slightly larger than the diameter of the bit itself.
But this clears that up.
Also, thank you for answering my other question on whether a 1/16” or 1/32” bit would yield better results for this specific application.
I am concerned about the 1/16” bit producing a less-than-perfect hole, and the braille beads falling off. So I’ll buy both bits to try out when the time comes.
If you have small enough tooling with long enough flutes, and can stand the added cycle time, then machining as a pocket (esp. if one leaves a roughing clearance and takes a finishing pass) will result in a more accurate/precise/rounder hole.
The Carbide3D 1/32" bit is quite good but all 1/32" bits are delicate. The more you flex them by running them around and around the more likely to break. The harder the material the more the bit flexes. As @Tod1d pointed out the drill tool path can just move the router straight down. I was referencing making holes that are not drill tool paths. I really dont try to drill on my machine because of the stated reasons above. I suppose the drill tool path is different than just cutting a circle out with a regular pocketing tool path. So if the 1/16" bit will drill the needed holes I would use the larger bit.
If your beads for the braille is actually 1/16" then use the 1/16" bit. However if they are metric you can get metric bits with a 1/4 and/or 1/8" shank. When you get down that small an imperial and metric bits are pretty much the same size. Just do not buy a metric bit with 6 or 8MM shanks and try to use them in imperial collets. elairecorp.com sells collets for Makita/C3D routers in both imperial and metric sizes. Using the wrong collet can cause the bit to go flying and cause other issues with your project due to a slipping bit. Always use the size collet for the bits. I bought from elairecorp.com and used a diamond engraver to put their size on them. You cannot eyeball the sizes and get them right. The Nomad uses an ER type collet and you can buy metric collets as well.
Considering that ADA signs are usually plastic and only about 1/16” deep (well, the face) I think pretty much anything you do will be more than sufficient.
Hell, even an exact size end mill doing plunge milling would probably be fine.
Personally, I’d look at pcb drills. They are dirt cheap, made for high rpm, and have exceptional tolerances. Plus if you try one that is dead on and find the hole oversized, you can get these drills in 0.1mm increments easily. Just step down a size
This is all to say, you’re likely going to be just fine with whatever route you choose.
Good luck and show us what you make when the time comes, I’m super interested in seeing what a shop made ADA sign with Braille beads will look like!
Also, if the 1/16" bit is slightly too large, you don’t have to step all the way down to 1/32" for pocketing. A 1mm bit is still smaller than 1/16", but sturdier than a 1/32" bit.
If you do end up pocketing instead of drilling, also consider a downcut bit. It will leave a cleaner top surface, and should work fine for shallow pockets like this. EDIT - Downcut makes sense for wood. For plastic, not so much - you probably want a bit designed for plastics like an O Flute bit.
I’m this close to clicking Place Order on the Shapeoko 5 Pro and once I do, I’ll be sure to also grab a set of both 1/16" and 1/32" endmills for testing and post the results for documentation.
But yeah, it appears the consensus is machining pockets > drilling holes.
And it’s actually a really good suggestion too, as there are likely sizes slightly smaller than 1/16" but not as delicate as 1/32" endmills, which would be a better choice for pocketing.
@gdon_2003 suggested using metric bits as well, and that is without a doubt plan b if the 1/16" and 1/32" bits don’t produce the desired results.
Also, I looked into o-flute bits and found that those would indeed be better for acrylic. I didn’t even know those existed, being new to routing and milling and all.
Thank you so much for the information, and the support!
I’m going to give the 1/16" (for drilling) and 1/32" (for pocketing) bits a go and see if they do the trick. If that doesn’t quite work out, I’ll surely try metric, as other users have also suggested it.
I’m this close to placing my order for the Shapeoko 5 Pro and when I do, and start working on this, I’ll be sure to post the results for documentation.
Please note that any tooling used on the machines needs to be safe to spin at the speeds of a trim router — most drill bits are only rated for the up-to hundreds of RPMs of a drill, while a trim router will start at ten-thousand RPM or higher.
Just a thought… Can’t you do the whole sign with advanced V-carve and mill the material away from the Braille bumps (i.e. make the Braille from the sign material, which saves the bead installation step)
Are the beads spheres? You might be able to use a V-bit and v-carve in, or just a 1/16 Ball mill