If carbide could make either a physical or a software fix for larger bits on a bitsetter that would be great.
So I have my bit touch off so the tip of a v bit is barely on the flat of the bit setter. By doing this it allows me to use up to a .750" diabeter bit with the bit setter as long as i line the bit up as it is moving downwards.
The issue arises from any larger bit such as my 1" straight cutter and 1.5" surfacing bit. The outside tip of the cutting edges is the lowest point of both bits. I cannot get the outside tip to contact the plunger due to its small size. I can contact a cutter but it causes the bit to cut lower than it should.
A software solution to this would to have a chart that you can enter bit numbers and bit setter offset distance, have tcarbide motion modify the bit setter location based off of bit number in g code and all you have to do is line the bit up after inserting it.
Hardware would be to make a bit setter with a larger plunger
Remember that the BitSetter is making relative measurements. So, if the disc that @fenrus mentions is just large enough for your largest bit, you’ll be fine.
For me, I just disable the BitSetter during surfacing operations (remember to clear offsets when you do that.)
It is relative bit gluing a disc down doesn’t mean that disc is flat and a .005” difference from the center to one edge of the disc will cause lines when rest machining.
I surface my waste with a 1/4” down cut so I don’t have to deal with this.
I use the other bits for roughing out large shallow pockets, some of my files that do not require pocket edge detail I do everything with a 1” bit.
The issue is due to the size of the bit and the limited size of the bit setter the tip of the cutting edge sits lower than the the part of the cutting edge that contacts the button which causes me to pocket too deep.
Now if I put a disc on and have a variation in disc height. I would have to leave stock on the bottom of the pocket then re cut the entire bottom of the pocket with my finishing bit. If finishing is with a 1/4 bit then I might as well do the entire cut with a 1/4 because it’s a waste of time.
side note, I recently got one of these https://www.toolstoday.com/v-8621-45244.html which is 1/2" but works fine with bitsetter, and can go also non-shallow (0.08" DOC at 100ipm was just fine with lots of headroom to go deeper/faster, my design at the time did not need deeper)
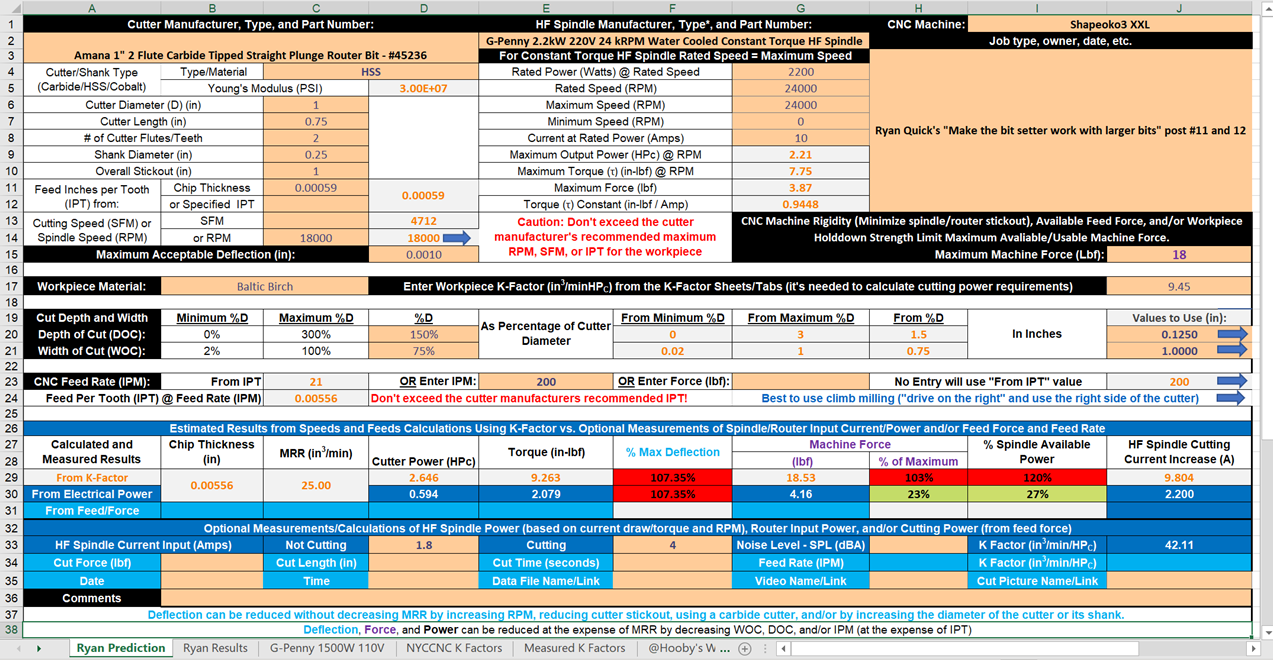
Xxl ,hdz, 2.2kw spindle. As far as step over I use 3d pocketing in fusion and use the default settings. It varies but it looks to max out at 75%. Baltic birch mainly.
75% WOC with a 1" cutter at 0.125" DOC and 18000 RPM in BB would probably be pushing both your spindle and machine to near their limits (14 lbf and 15000 Watts). 1/2" shanks - right? Does your machine have V-Wheels and/or drive belts on the X and/or Y axes? Why only 18000 RPM? Have you ever monitored spindle current draw (~13 Amps?) during those cuts?
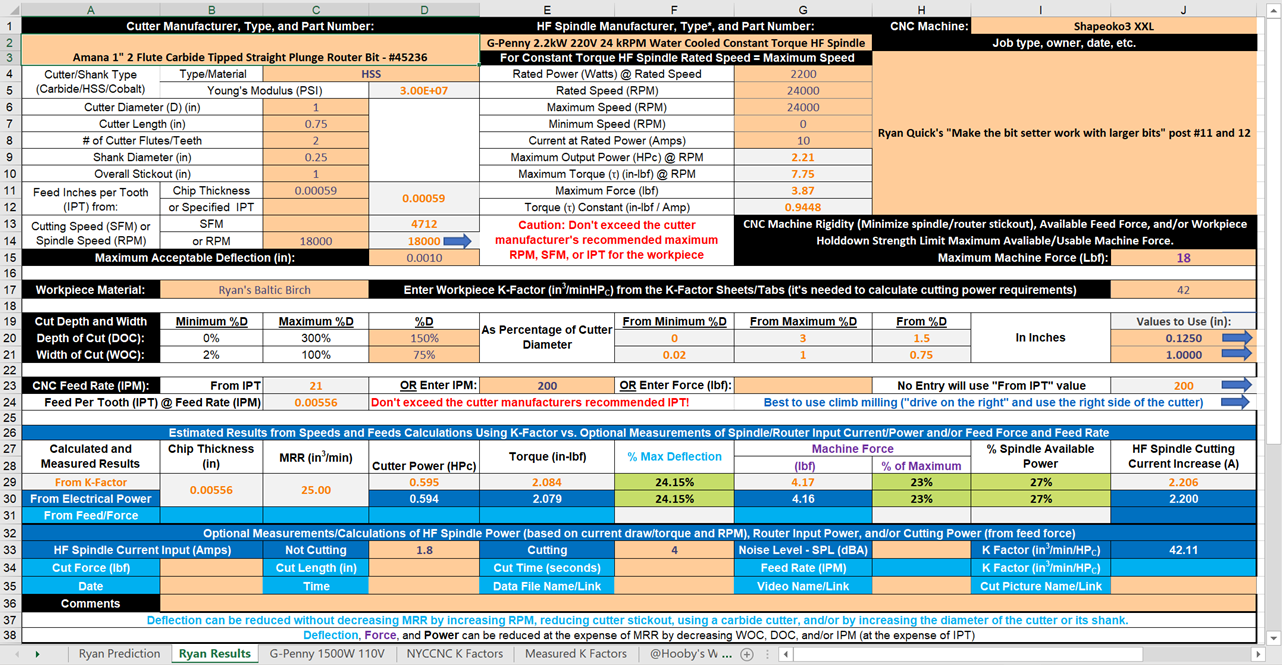
Assuming your spindle current draw is 1.8 Amps not cutting and 4 Amps when cutting those slots (shown in your video), your measured 42 cuin/min/HP would likely result in a much more reasonable 4.2 lbf and 444 Watts: