It’s mostly just the rough edges I want to get rid of, so it’s a very small chamfer.
I’ve been trying using 2D contour, flow trace and spiral, but with no luck. Am I overlooking something? Has anyone managed to chamfer using a ball endmill? Can you give an example?
Having a variety of chamfer tools, I’ve never used a ball. But I don’t see why you couldn’t do it using a 2d profile operation. Use offset/stock to leave and appropriate DOC. Instead of doing any math, I’d just open up a sketch in the design tab and draw a sketch with cutter diameter and your chamfer details.
@holgersindbaek
I am doing this from memory so use caution and test on scrap first, but I am pretty sure the following will do what you want.
Make sure the ball endmill is set up as a ball endmill in the tool manager. I would then:
1.) use 2d contour,
2.) then in the ‘heights’ tab set your ‘top height’ to be ‘selected contour’ with a pos0.2mm offset and
3.) set your ‘bottom height’ to be ‘selected contour’ with an offset of neg0.1mm, and
4.) in the ‘passes’ tab set ‘stock to leave’, for both radial and axial, each to be neg0.1mm (make sure the box is checked).
5.) Do this to a test piece first, even with a generic extruded box model, on a piece of scrap to see if this does what is expected.
This should step down 0.1mm from the surface and step in to the contour by 0.1mm leaving an approximation of a 45-degree angle. You can adjust the ‘stock to leave’ value from there if it is too much or too little of a chamfer…
There are other ways to approximate this in fusion 360 as well so post back if this works for you.
I did that once, using a 1/16th 22 degree tapered bit.
I selected the objects I wanted to chamfer, set it around 0.003 outside offset and set the depth around 0.008 ish?
When creating the toolpath I selected the tool profile of a straight 1/8th inch bit for speeds and feeds.
You will need to decide how much you want to remove and set your dimensions accordingly, but it will work.
You can control the angle by the amount of offset and depth.
@Hooby It sure would. I haven’t got one. I could buy one. It’s just the extra tool change I don’t really want to do.
@Lowbrowroyalty I’ll give it another go. Would you chose a ball end mill as the tool or would you use a flat endmill and trick it into thinking it’s a ball endmill?
@downrazor11 Thanks for the thorough guide. I’ll try it first thing when I get home.
@MindlessCorpse So you “tricking” Fusion 360 to thinking it was a flat endmill? Why not just choose a ball endmill? Did you use 2D contour?
What is the actual depth of that chamfer in the image?
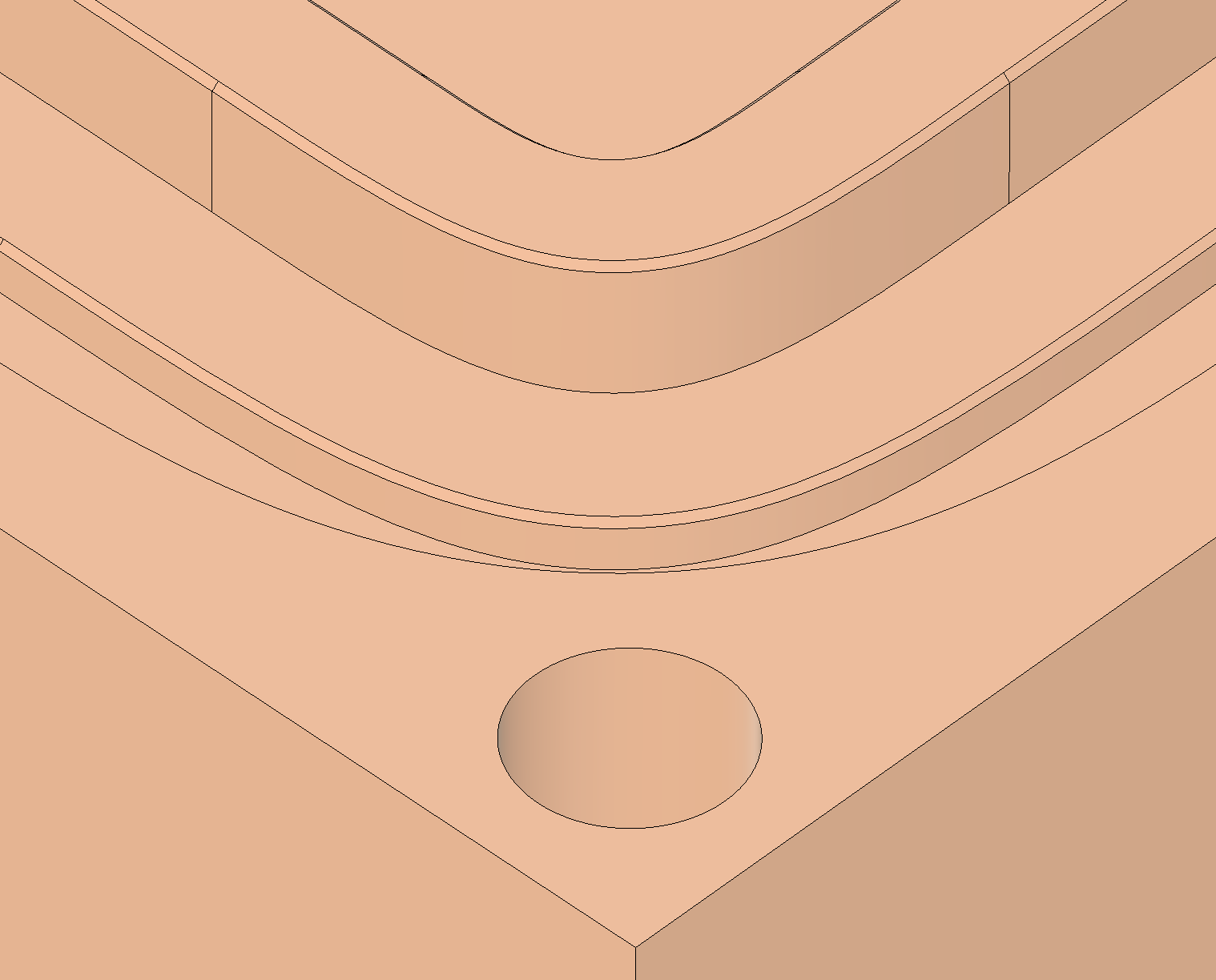
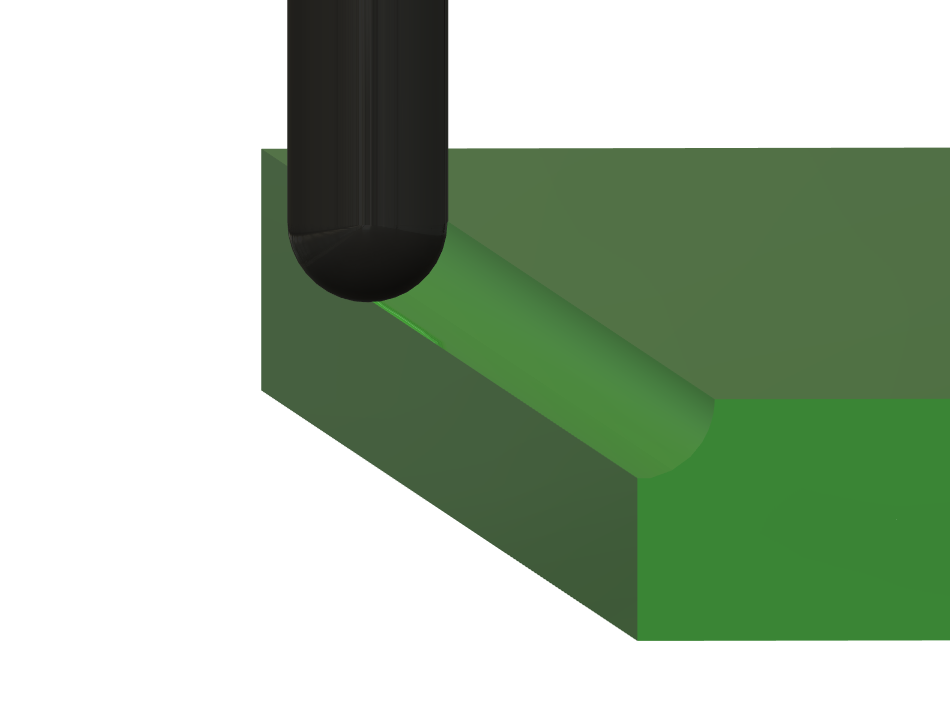
A ball endmill is perfect for doing an inverse fillet… so a 3m inverse fillet for a 6mm endmill in a single contour pass at 3m below the top surface.
I think the other posts suggesting the same sort of thing with a V-bit are correct. Calculate an offset path and do a contour pass, but put a v-bit in. It doesn’t matter what Fusion360 thinks it is so long as you can generate a tool change to stick the V-Bit in.
I don’t think it should matter, but I haven’t tried it. I have my tools arranged by use and material in the library under a variety of different categories that don’t necessarily match the tool explicitly.
As long a contour allows you to select a ball, which I imagine it should, just calculate the offsets for the chamfer. I typically use the stock to leave offset for simplicity, you can use a negative stock to leave offset. As mentioned above, the easiest way for me to setup these kinds of offsets is with a F360 sketch, which will provide you with dimensions, and the inspect tool for any queries.
I just tested it. 2D contour, the profile to be chamfered selected, ball endmill selected. Used heights tab for final DOC, and negative stock to leave for final WOC. With the negative stock to leave, I think you’re limited to some percentage of the cutter diameter, probably something in the ballpark of 50%. You could add offsets, add sketch geometry, ect if you need more.
Thanks a lot for all the response guys. I think I’ve gotten it to work with a 2D contour now. Next stop is a test run, which I should have time for in a week or two.
I know it’s not technically a chamfer when using a ball nose, but it’s such a tiny chamfer I’m planning to make, that I don’t think it’ll matter.
Used Carbide Create and Carbide Motion
And I have used different bits than chosen in tool paths for varying reasons.
Yes to the contour path and CC does not yet support tapered geometry.
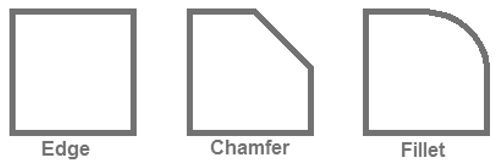
I am thinking that you want to get rid of the “stark” look of the 90 degree angle at the top of the cut.
Maybe it is called a chamfer, maybe not…
I have used v-bits to try this before and did not care for the obvious flat angle, that rounded reverse dogbone (or whatever one wants to call it) seems to soften the look quite nicely, without actually being seen? sort of a finesse effect.