Assignment: Make a working key resembling that used in a Porsche 917 race car, but customized.
Parameters: Has to fit a '60s-era-appropriate, Porsche-style ignition switch for which there is a key-blade shape for reference and be made of a material as strong as modern brass keys.

Awesome.
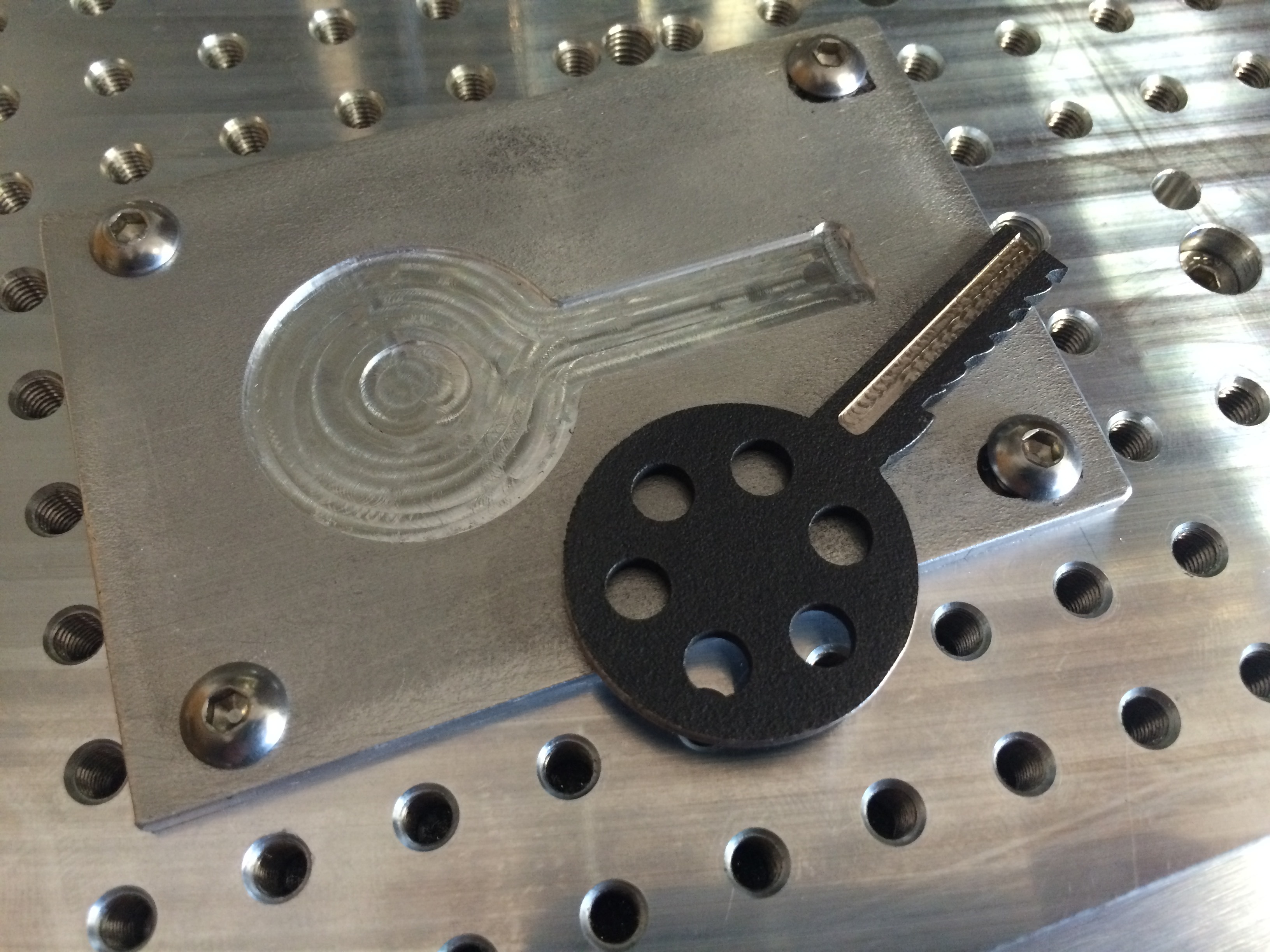
The idea stemmed from an aluminum souvenir key I designed and made on the Nomad to be displayed or worn as a pendant.

Because the material had to have a minimum hardness, we looked to the 3d-printing capabilities of Shapeways and their various metal offerings like brass and steel. We printed the souvenir key design in a few different flavors of “steel” and evaluated them for aesthetics and strength.

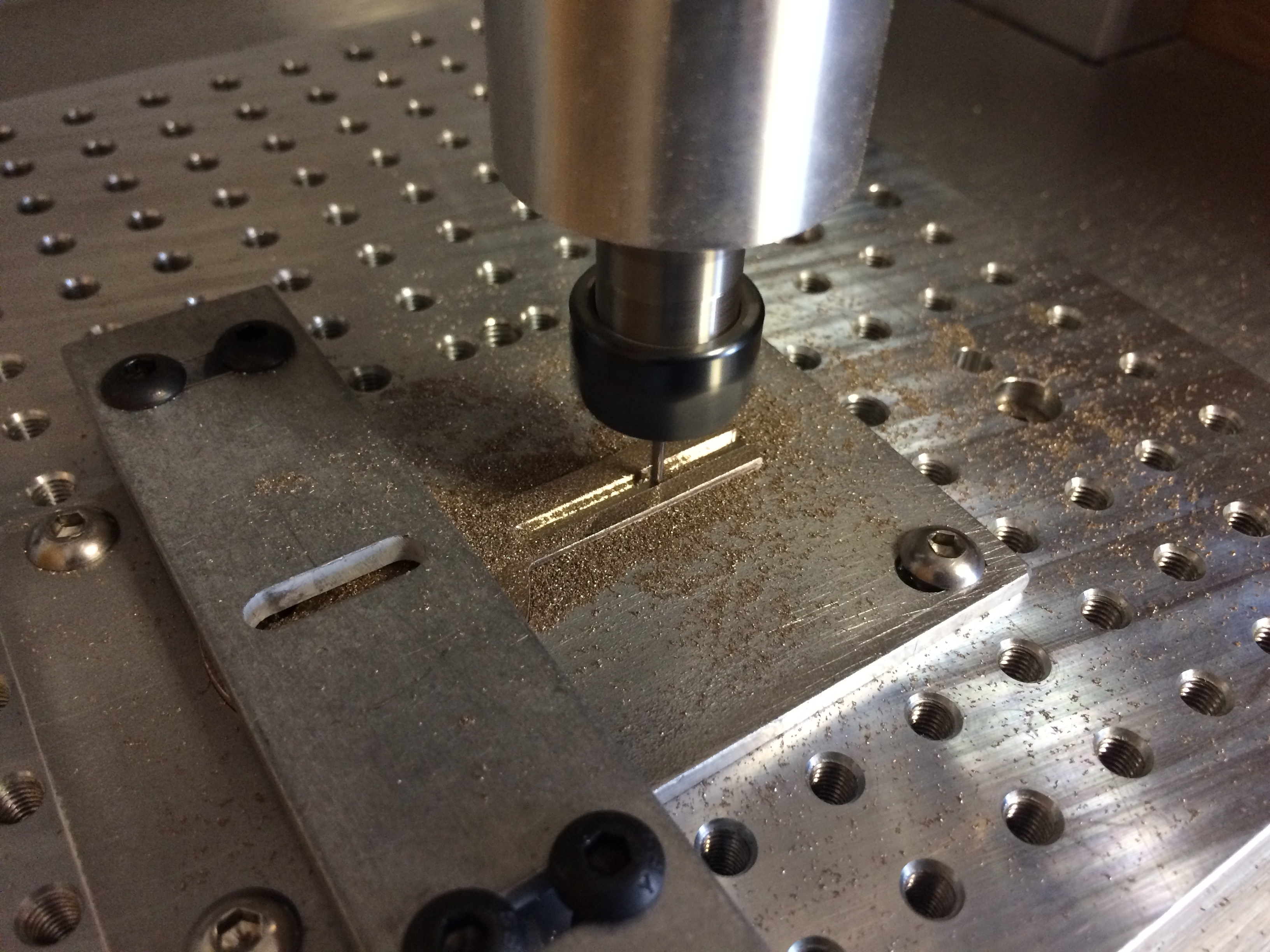
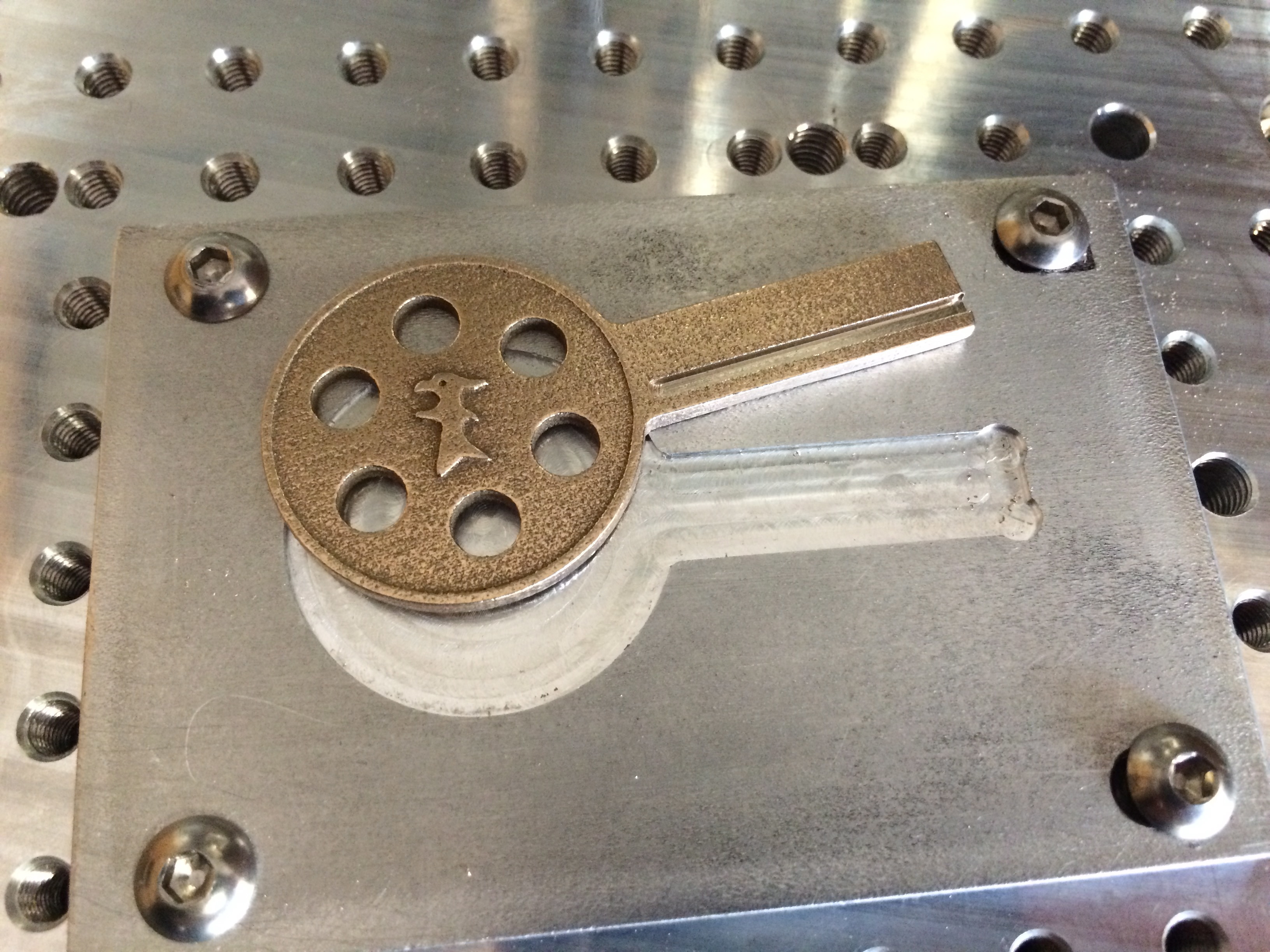
The keyway that appears in the the souvenir key is just for looks, but we had to know whether the Nomad could cut this 3-d printed steel, so I designed and milled a fixture to hold the key blank securely while the 883 had its way with it.
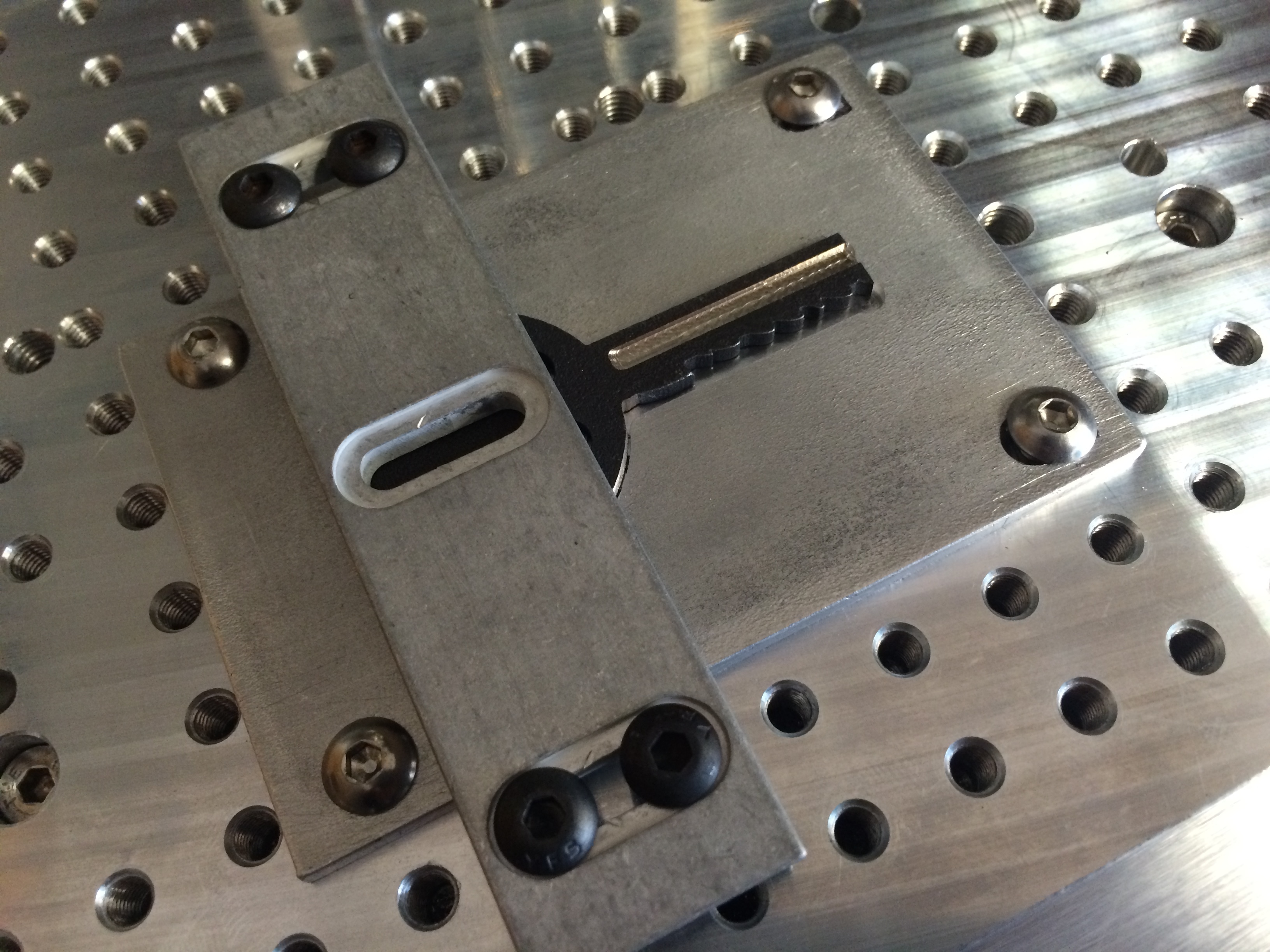
I knew that Apollo had cut titanium with the Nomad, so I felt reasonably sure it could do the job. I was right.
I took .005 dry passes @ 8-9 IPM with an .063 carbide end mill and it went through like butter.
Then I made a proper key blank for Shapeways to print in our chosen material, “Stainless Steel.” (I use quotation marks because all flavors of Shapeways steel actually has ferrous properties (magnetic), but is approximately 40% bronze.)
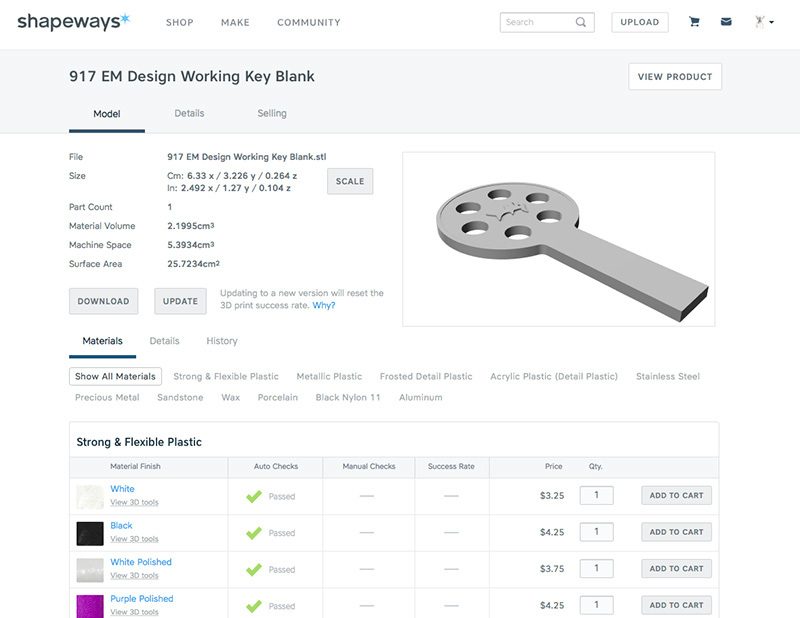
If you haven’t used Shapeways before, it’s a pretty cool service and the price of printing in metal is quite reasonable, in this case about $20 apiece for these blanks. The finish looks a little like cast metal, which is kind of nice for our application.
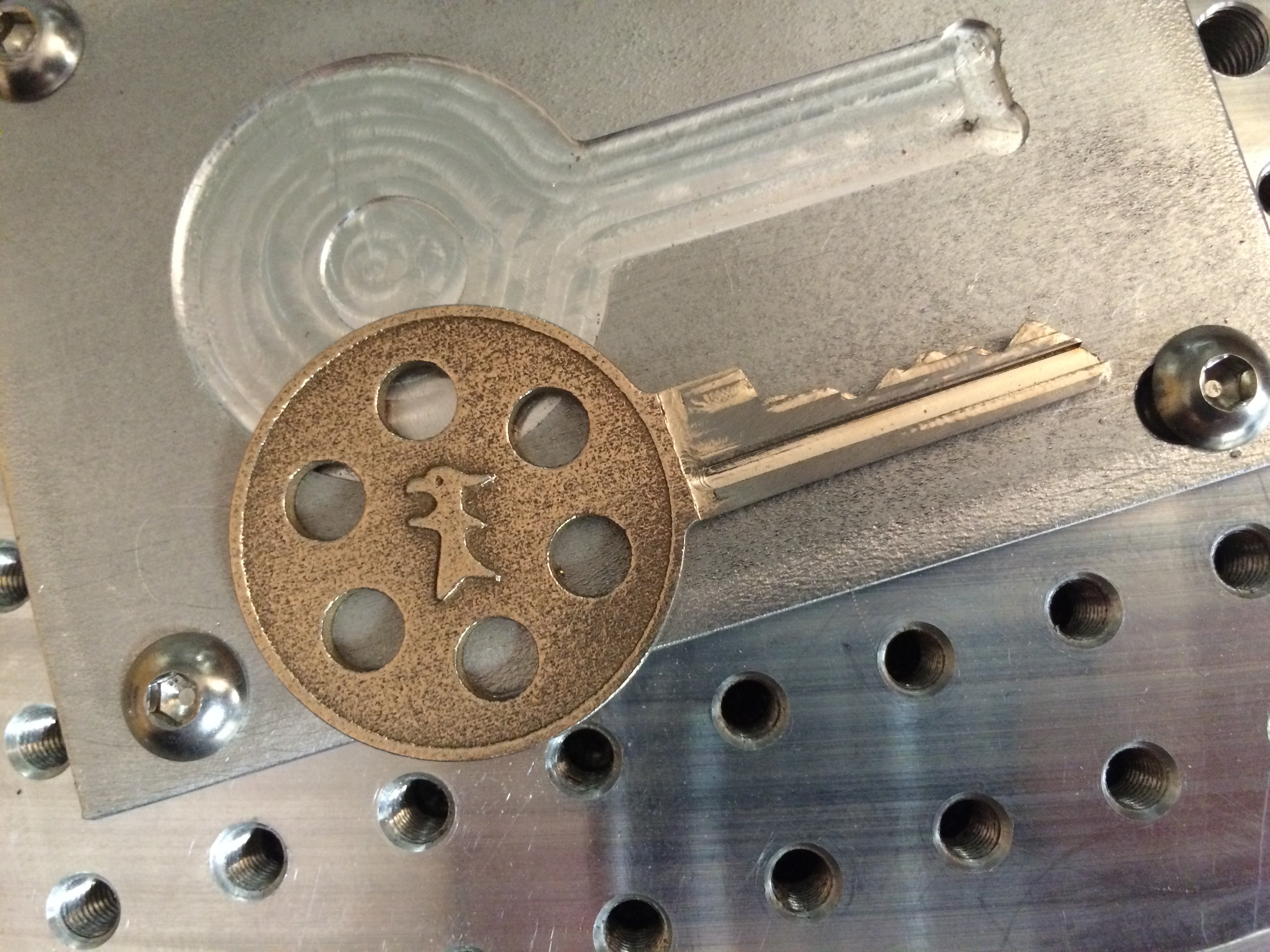
Once we had the blanks in hand, I went to work machining the keyways to match those of the target key. Because the Shapeways 3d printing process claims such a big tolerance for this material (+/ - 5% of X,Y features and .1mm layer thickness), the dimensioning of the blank to normal specs just took a little time and patience. Once the rough blank was within spec of a cuttable blank, I found a local key maker whose cutter could handle grinding steel. He did a superb job cutting the V-grooved profile and with a little hand lapping, the 917 Emory Design key will start the engine of one of our cars in the near future.


For the sake of time, I have left out lots of detail, however I just wanted to illustrate how modern additive and subtractive manufacturing methods can combine to create objects that never existed before. The Nomad 883 (original flavor) can do some awesome stuff. Each day I am more and more impressed, especially reading about others’ successes here within this forum.