I’m looking to resume a rather large vcarve job I setup. I only completed 15% before I had to shut down for the night. I wrote down the line of gcode Carbide Motion was on (12482 of 80719) and Im wondering if I can just delete the gcode up to that point.
I understand I need to keep the headers of the file intact, but can I delete everything after till the next GO closest to line 12482 and load the file in Motion?
Here is the start of my code, can I delete everything after line 19 till line 12482?
Another question is. This job would be WAY faster if I could adjust the plunge rate between cuts. My actual cuts are smooth and fast but when the router repositions for the next v cut its lowering very slowly to the stock. Is that something I can find/replace quickly in the gcode and not risk any issues?
Sadly I don’t have the original file from carbide create (saved over it, durp) so editing it there isn’t an option.
Yes, that can be done, and is what we suggest if you have a record of where you are.
Best way to reduce time spent plunging is to arrange toolpaths to minimize the number of times that must be done, and reduce your safety/retract height to the bare minimum which will work for the job.
In the future I’ll adjust the retract height. Unfortunately Im stuck with it in this job as Ive lost the carbide create file. Is there an easy way to identify edit that in gcode?
HI there! What part of the code were you looking for to know line 19 was the last of the portion you needed to keep? I’m trying to do the same thing but not sure what to look for in my code to know where to start deleting. Thanks!
@LMPRODUCTS Wow - this is an old post, thought they were all locked
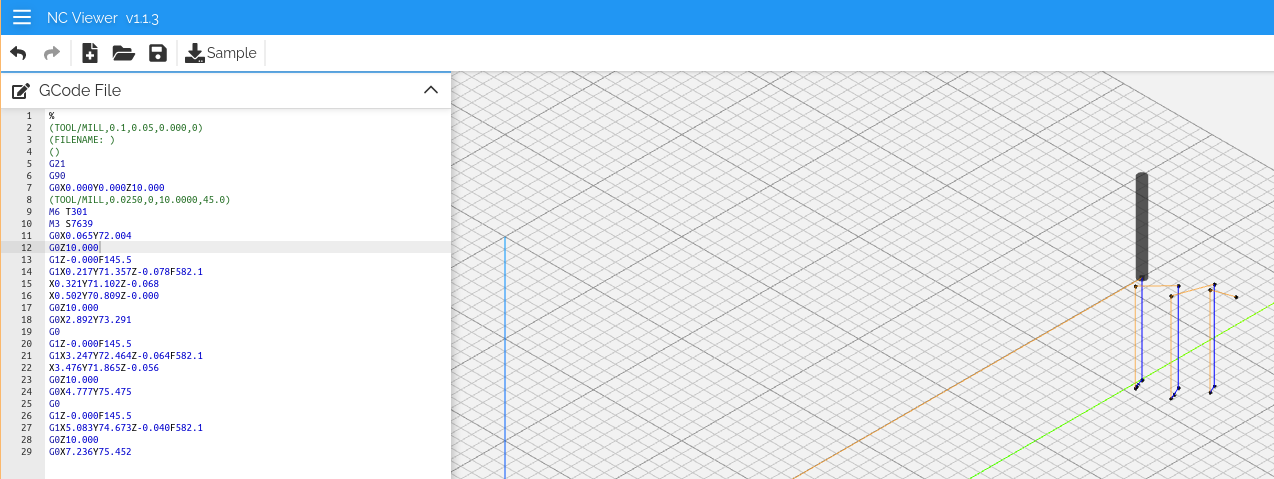
To answer your question, check out https://ncviewer.com/ I use this all the time to edit gcode and it gives you a graphic representation of the job and lets you edit the gcode and re-plot to see what you did. Click the plot button on the bottom after you edit. You can either paste gcode in or upload a file.
In this case, I pasted the code above. Not sure why the OP said up to line 19, but he may have had a reason. He could probably safely cut everything after line 10 which has the spindle start and speed command (M3 S7639). (above that you have some code telling the router what to expect - G21=metric, G90=Absolute Coord). The next lines after 10 are the rapid to over the work and the first plunges.
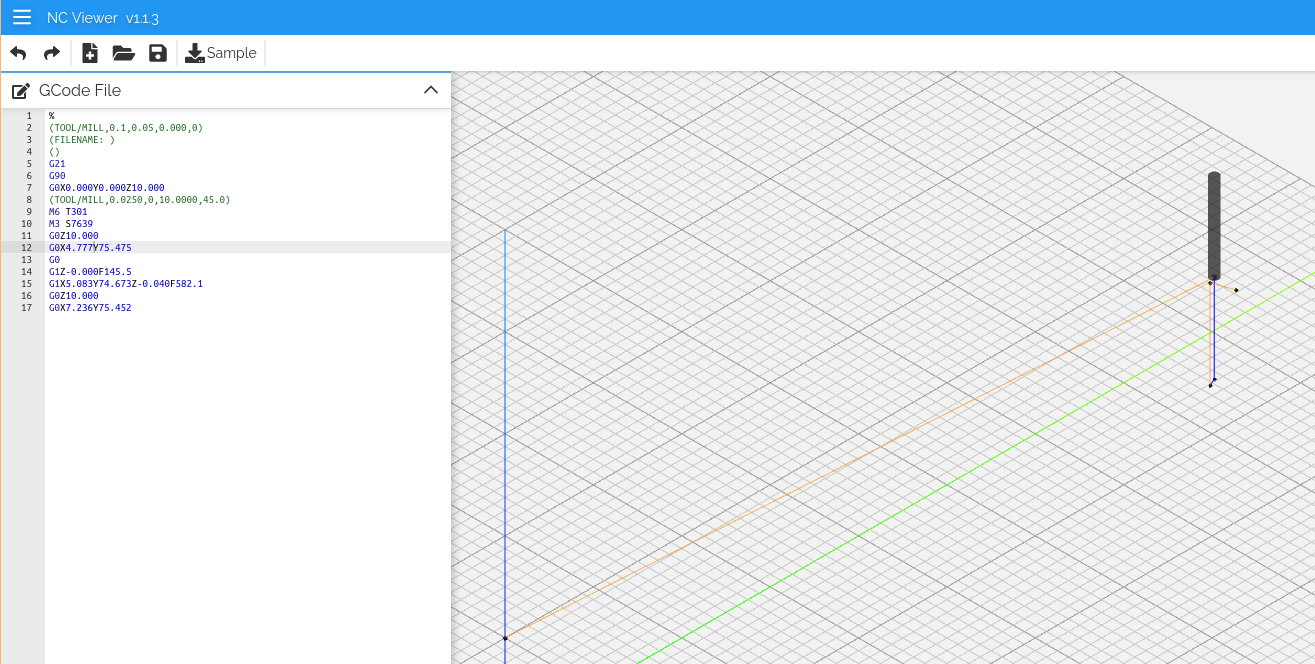
Here’s a section I modified to remove the first few plunges. Importantly, I kept the G0Z10.000 as the first new command, because this is the safe Z rapid height set in the program.
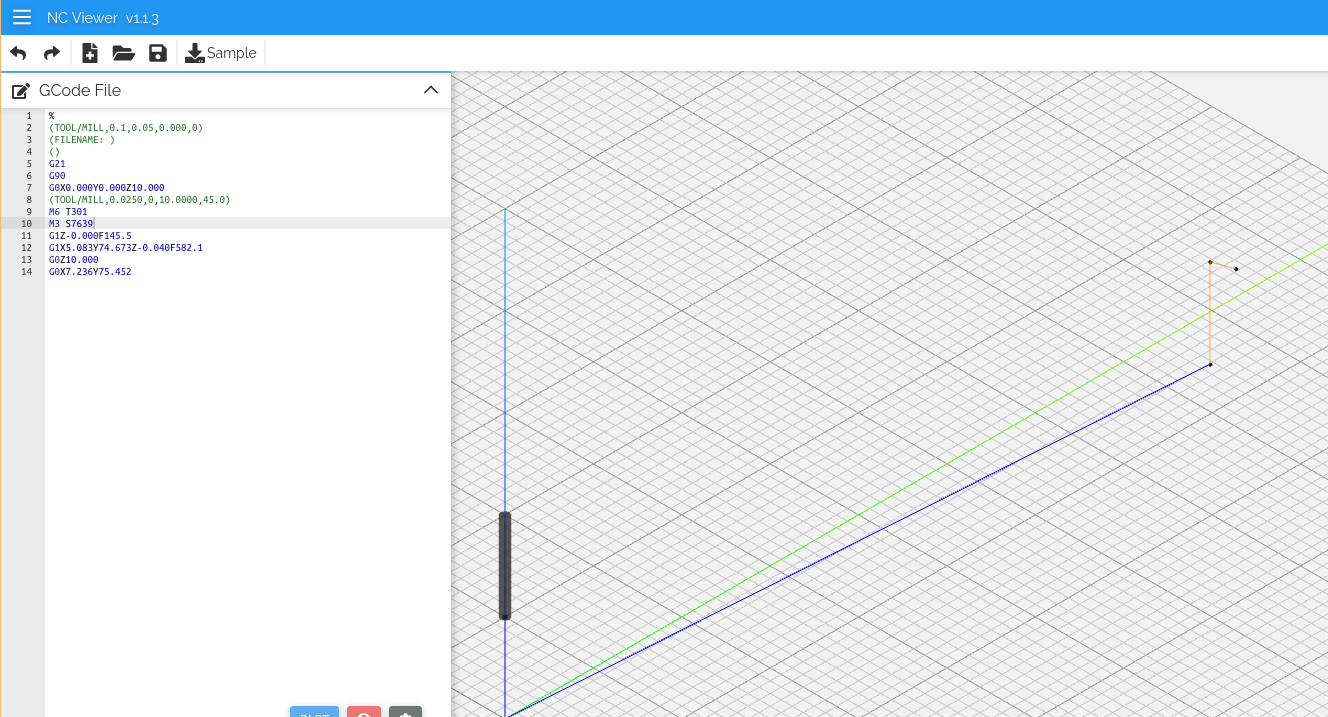
Let’s say you’re not paying attention and remove that. Now the first move it to drop to the cutting depth and then rapid across the work surface. Bad news!
Thank you! Yes, this program/site is great to test the changes. Getting comfortable with making changes to the code to resume jobs - saving a lot of time! Thanks!