I’m fairly new to CNC milling and am using a Shapeoko 4XXL
I have a component that involves drilling a large quantity (32) of 1/16" diameter holes into a 9mm thk work piece. I guess it would be easier just to mark the holes and drill out on my bench drill. How should I approach this in terms of which bit to use and what toolpath. I’m thinking just use a 1/16" end mill and a drill toolpath to 1mm deep?
Any help would be appreciated
Yes, Carbide Create has a Drill toolpath which should work for this, so long as you set up feeds and speeds and other parameters appropriately to not have any deflection which will distort the cut.
What material? and what type of 1/16" end mill? (HSS, Carbide, # of flutes)
For drilling with an end mill, I’d recommend peck drilling with full retract to clear chips.
Default parameters look good F20 plunge, 0.030 DOC. 24000 RPM seems fast. FSWizard says 12000.
So if it looks like it’s heating up / burning try slowing the RPM down.
Still recommend full retract pecking to clear chips.
I would also minimize your retract height to absolutely as small as you can … watching out for clamps. You’ll spend an awfully high % of your time moving from hole to hole.
Not that I know of, but I understand that Carbide Depot ships overseas if you can’t find a local distributor for them or something similar. Maybe @LiamN knows of one/some? Or if this is even a worthwhile pursuit!
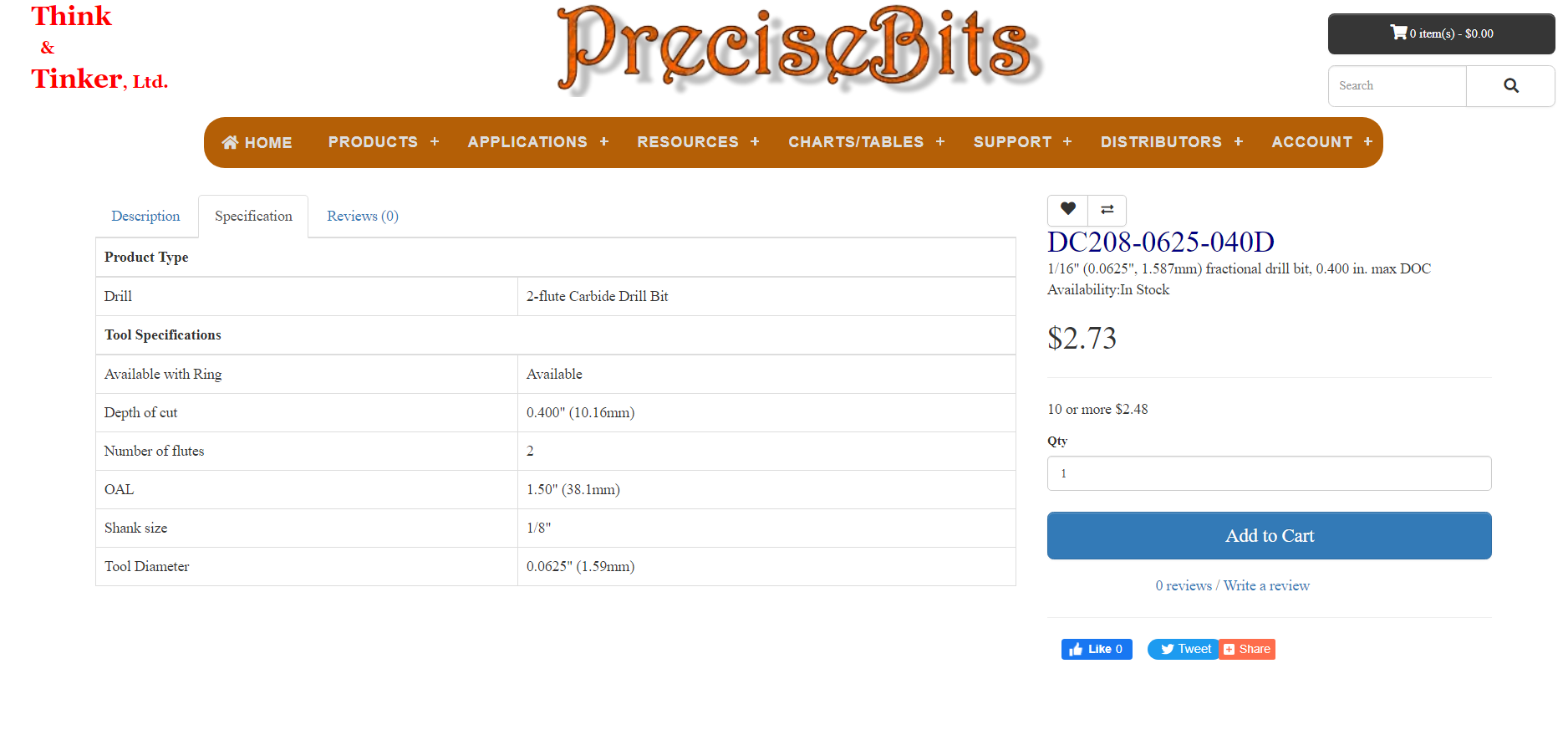
Edit - OOPs noticed that the cutter length for that one is <5 mm, but this one is ~10 mm, less expensive, and likely shippable overseas @TDA would know about that.
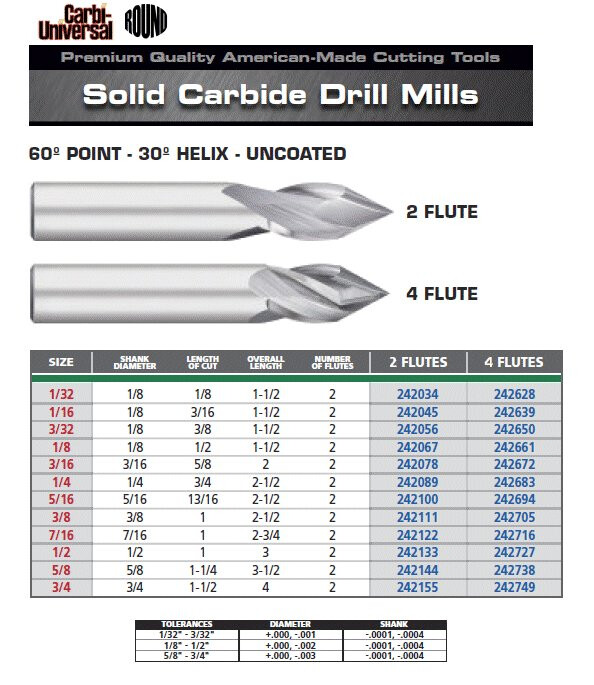
I’ve used Rennie tool for solid carbide spot drills which I’ve used quite a bit on aluminium. These are their regular coated version, not the uncoated aluminium ones.
APT I’ve also used and I’ve found them to be pretty good price and quality
For more serious cutters (such as indexable insert cutters) I’ve used Cutwel
For your purposes, I’d just use a generic carbide drill, either a spot drill to just punch a few mm in and guide your secondary drilling operation off the machine, or a jobber and actually peck drill the full hole.
The thing with drilling on the CNC is that the Z feed rate you need is surprisingly high. You need to feed down fast to keep your drill actually cutting, not just blunting itself spinning in the hole, the Shapeoko, especially the XXL is not particularly rigid vertically so it’s a balancing act, you’re probably OK in Plywood though.
Also, don’t try to use the carbide drills in a hand drill, you’ll snap them in no time.
Yes, we ship pretty much anywhere we’re allowed to by US law. However, if you’re in the UK and not either a UK VAT registered business, or ordering goods over £135, I would recommend ordering from someone with a presence in the UK. After Brexit the UK import law changed making it where a company shipping under £135 has to have a UK VAT and collect before shipment. Most small businesses (and probably a lot of bigger ones) where shipping to the UK isn’t their primary focus won’t have this. So there’s a big issue with the small value packages being stuck in customs (assuming they are properly declared). Over the £135 isn’t an issue (collection from customs after shipping) or if you are a UK VAT registered business you can use your VAT number for import.
On the plus side it’s way less of a mess than ICS2 is becoming in the EU, Northern Ireland, Norway, and Switzerland.