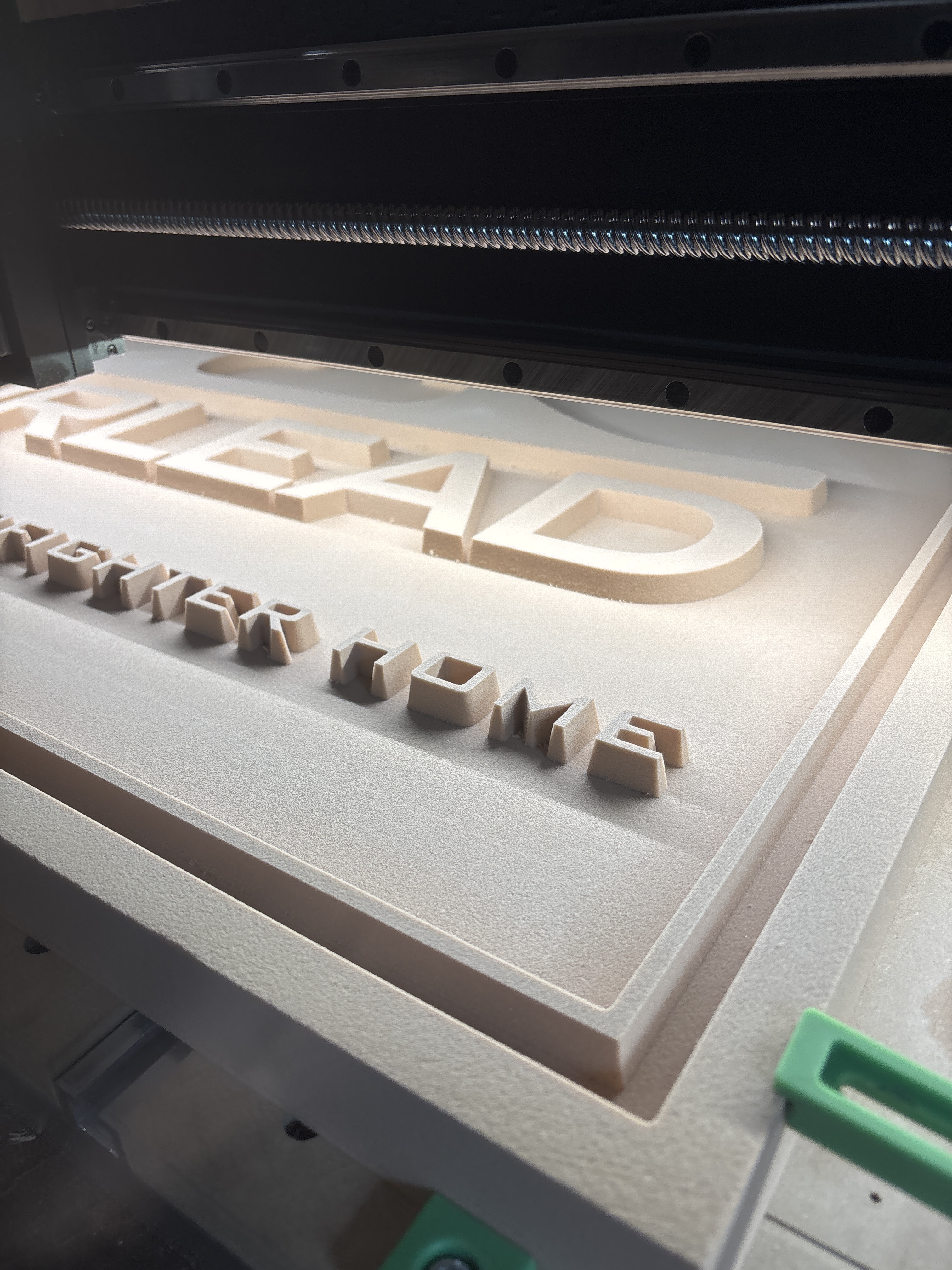
I ran this fairly basic sign, just larger than I’ve done. I even slowed the feed rates down. See the pic below on my question. Just curious if anyone has any thoughts. I’m going to run the whole project a fraction of a mm deeper to see if that cleans it up. Else…sanding.
Usually this can be resolved by adjusting the Depth per Pass in terms of the Max Depth so that the ultimate pass removes only a very thin thickness, so if for example cutting 0.5" deep w/ a Depth per Pass of 0.125", making 4 full-depth passes, if one instead reduces the Depth per Pass to 0.124", then 5 passes will be made, w/ the last removing only 0.004" of thickness and functioning effectively as a finishing pass.
Essentially, what happens is that you run too large a DOC, and the end Mill pushes the wood. Then the wood springs back up, and now the bottom surface is at a different vertical location.
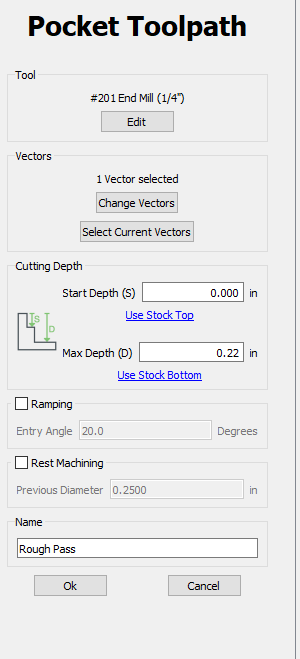
You can fix it by running a tool path like this.
Rough Pass. .25 EM 0.00" to .22" deep
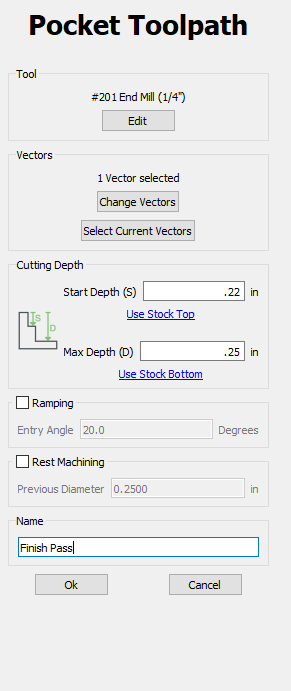
Finish Pass .25 EM start at .22 finish at .25".
Essentially, you run a finish toolpath with a very shallow DOC, which will eliminate this problem. Unfortunately, the nature of wood is that it will move on you, versus steel or Aluminum.
@SirGariff There is an additional reason I choose to do a “Roughing Pass” and a “Finishing Path”. When I am carving with a Bowl Bit, I will use a .375 step over for the Roughing pass.
IE.
Roughing Pass .75 diameter bowl bit, DOC. .125, Stepover. .375, Start at 00. finish at .48.
Great advice. I also learned that when going to fast (1 pass instead of having additional finishing pass) if there is thin material left in areas, it gets ripped out and leaves gouges in the HDU.