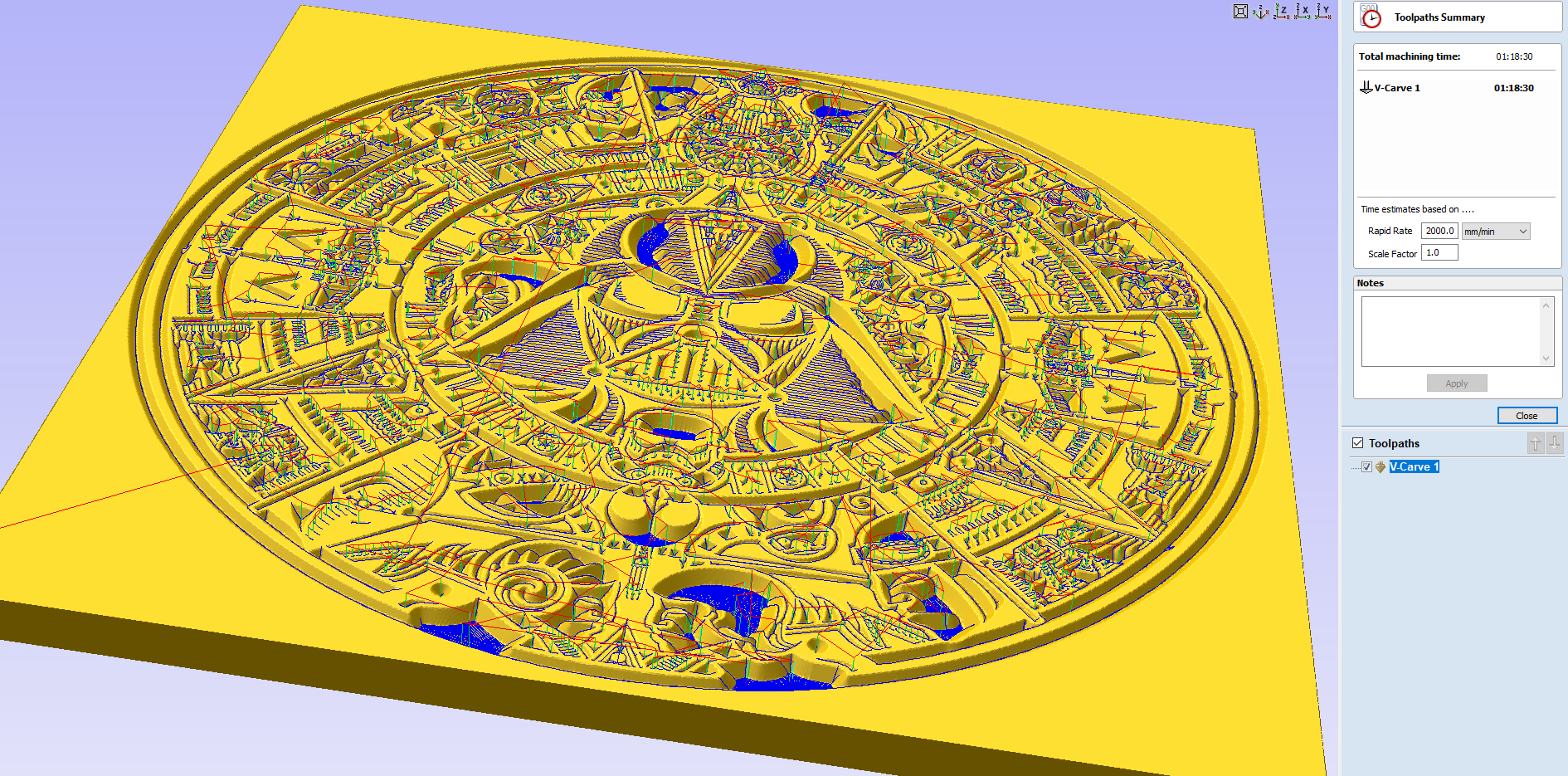
Another marathon day. I cut the Star Wars Aztec Calendar
The final measurement is 19.5 inches round
CC Toolpath estimate: 22 Hours 24 Minutes
CM Toolpath estimate: 8 Hours 47 Minutes
Actual: 10 Hours 47 Minutes
286602 lines of gcode
Tomorrow I will prime and paint. I am still waiting on Amazon to deliver the glazing wax to put the final touch on the projects. I also need to make some blocks to hold it off the wall and fix a hanging device on all 3.
Well they did turn out well but I think at 19.5 inches they may a little too big. I think that at about 12 inches they may look better. The Marvel and DC are good but the star wars has Princess Lela and Han Solo are a little undefined. With the big area the lines got large in a few areas and might look better in a smaller scale. Up above Julien’s is 12 inches and the characters are more defined. It is possible that i have a different version of the art but I think they came out well. I wont be making any more of them any time soon. They took about 36 hours of machining to get them to this point. Now on to finishing them with the glazing wax tomorrow.
These mayan-inspired calendars are pretty much the only thing I ever did in MDF that I felt good about (I hate MDF with a passion, but these…they just look cool, and after the paint job, people can’t really tell it’s MDF)
As a side note, can you tell me the feedrate and plunge rate and max depth you used on that star wars one? I’d like to compare runtime with Vectric’s VCarve toolpath. I just checked for a 20" diameter piece, 60deg Vbit 12000RPM 60ipm 0.2" flat depth and 20ipm plunge, and it comes out at an estimated 6hours inside VCarve, while the same generated code is estimated at 4.5hours in some other g-code viewer.
Back in the day CC did not generate very efficient v-carving toolpaths (way too many retractions), but I did not test such complex vectors with the latest CC, so maybe it got much better.
The end other extreme of the scale, I was always surprised to not see a Nomad owner come up with a very small one! like a calendar medallion, 1inch diameter. That would be awesome too!
Here are the feed rates:
Marvel
301 bit
50 ipm
12 plunge ipm
18000 rpm
DC
301 bit
60 ipm
12 plunge ipm
18000 rpm
Star Wars
45 ipm
12 plunge ipm
18000 rpm
Retract height was 0.1064 inch for all
Shapeoko XXL HDZ Bit setter and Touch Probe
I may be able to upload the cc files. Will upload later if they do not exceed file size limitations. They are about 20 mb each. The gcodes files are too big to upload.
Thanks, I forgot to ask your depth per pass. In MDF, you can probably get away with a single pass, say 0.2". In MDF at 18000RPM I agree with @wb9tpg’s settings, you should be able to double that feedrate and plungerate next time around.
For the Star Wars one with those more aggressive settings for a 20" diameter piece, VCarve has it at around 1h20minutes:
Depends on how many flutes he has on that v-bit of his. I’m using a 3 flute bit. I’m going to lower my Z2 from 0.2" to 0.075" next one I do to see how much faster I can get it.
Edit to add I just looked at the 301 bit he referenced and he should be able to get 60ipm from it. I got the 3 flute bit so I could push it at 90ipm
Agreed, 90ipm@18k on a 2 flute would be a 0.0025" chipload, which associated with a heafty 0.2" depth per pass may be a tad too much, even for MDF. Dialing back one or the other would do.
I looked at the tool path and on the Marvel it was 0.08 depth with 2% step over, on the DC it was 0.10 depth with 2% stepover and for Star Wars it was 0.10 depth with 2% step over. I basically used the stock f&s. On the Marvel I picked a hardwood 301 setting and on DC and StarWars I used the MDF stock F&S.
I could have gone at a higher IPM and depth but I wanted a good carve and not to experiment with the f&s. Even though it was a very long carve time I have plenty of time and did a lot of sock drawer sorting during the cut. The sock drawer sorting is a reference a friend of mine and I have about doing busy work during the wait for something else.
I am sorry but the CC files are too large to upload. I will put them on my google drive but right now my internet connection is extremely slow due to traffic and weather conditions. After I get them uploaded and publically accessible I will post the links.
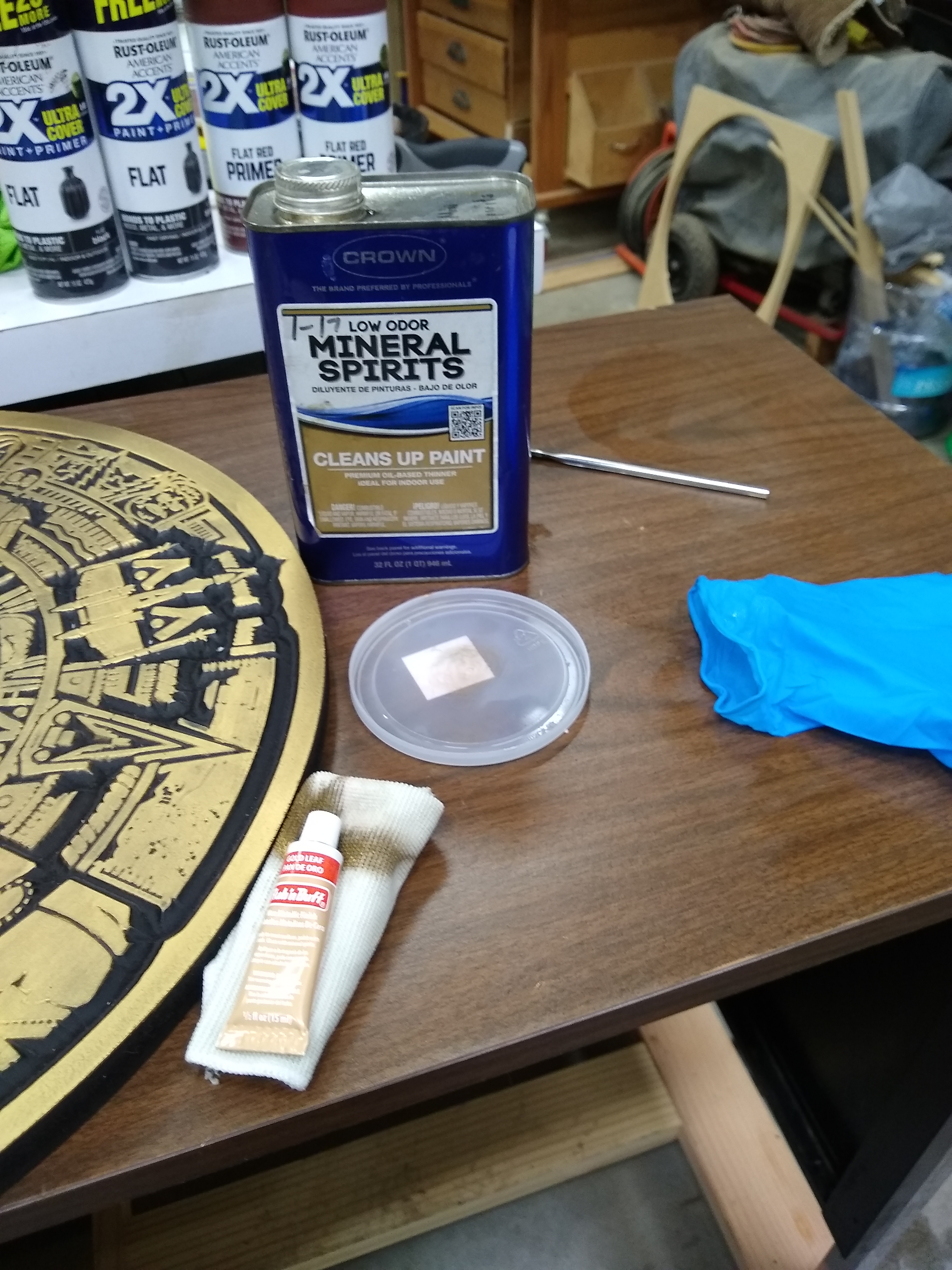
Here is the DC universe done with first coat of silver leaf. I will let it dry and touch up as necessary. I thined the Rub and Buff with a few drops of mineral spirits.