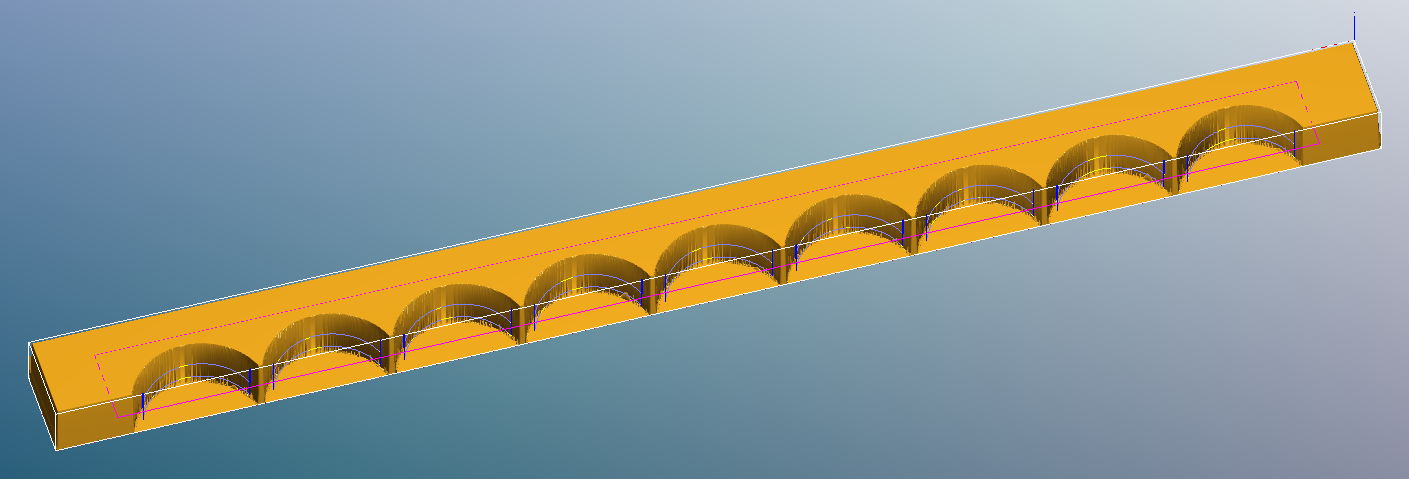
I have a piece of 2"X3" lumber 36.5" long and want to cut a scallop pattern through the depth of the stock (1.5") using a 1/2" x 2" endmill cutter.
How do I get MeshCAM to just move along the scalloped edge without using a “stepover”? If I set stepover = 0 it complains about a very long calculation of a toolpath.
I created the drawing in CorelDraw and imported it into MeshCAM 4 as a png file, adjusted the stock dimensions to X=36.5", Y=2.5" and Z=1.5". I only need to remove the scalloped part of the stock, and keep the Y=2.5" dimension intact.
I don’t know if my 2.5HP router can cut the 1.5" depth in one pass, so I setup my “roughing” to do multiple passes with a zero stepover.
Peter, this is just a standard 2.5D machining, waterline + pencil finishing passes. Draw a Machine Region to just include the scalloped area so that MeshCAM doesn’t try to machine the whole perimeter of the piece. Rather than roughing, I’d just set a waterline stepdown that your router is comfortable with doing a full-width cut.
OK, thanks Randy.
I’m just slow in understanding these MeshCAM features. I somehow thought the “roughing” was my magic and disabled the waterline stuff, as I didn’t clearly understand it’s purpose.
I should read the manual more carefully - but I just wanted to get going without reading too much.
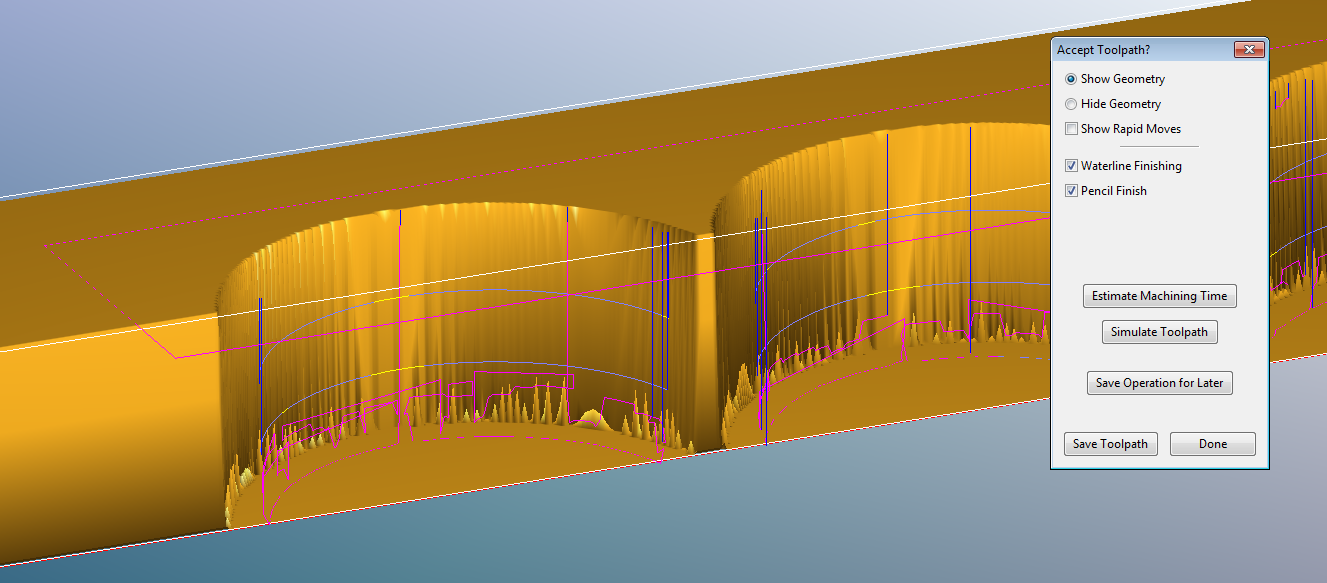
but in zooming in, the pencil toolpath is really ugly due to the bitmap not being just black and white, but some intermediate values at the interface which MC translates into intermediate heights
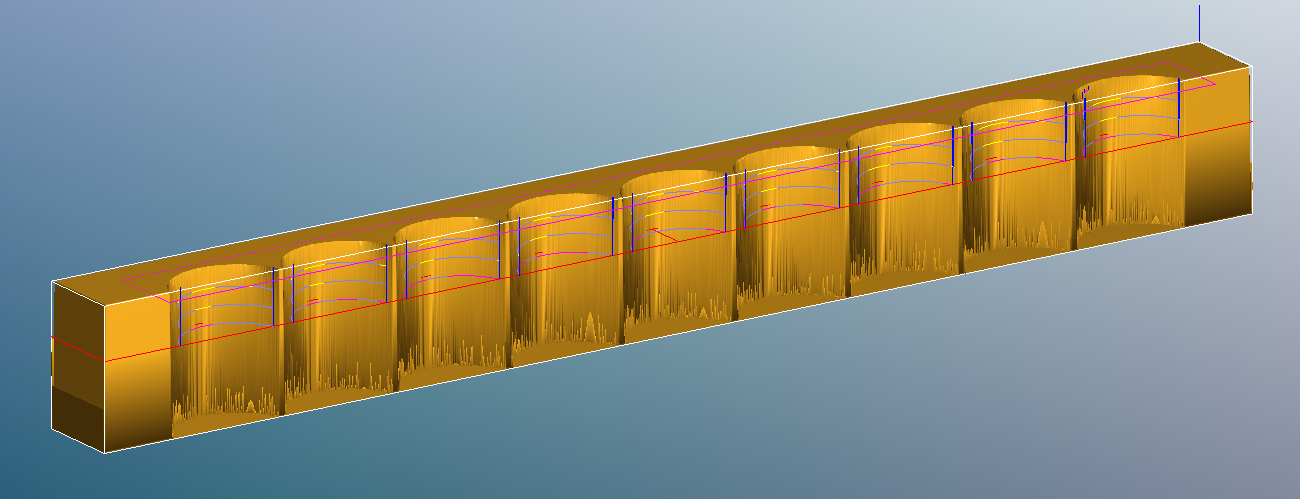
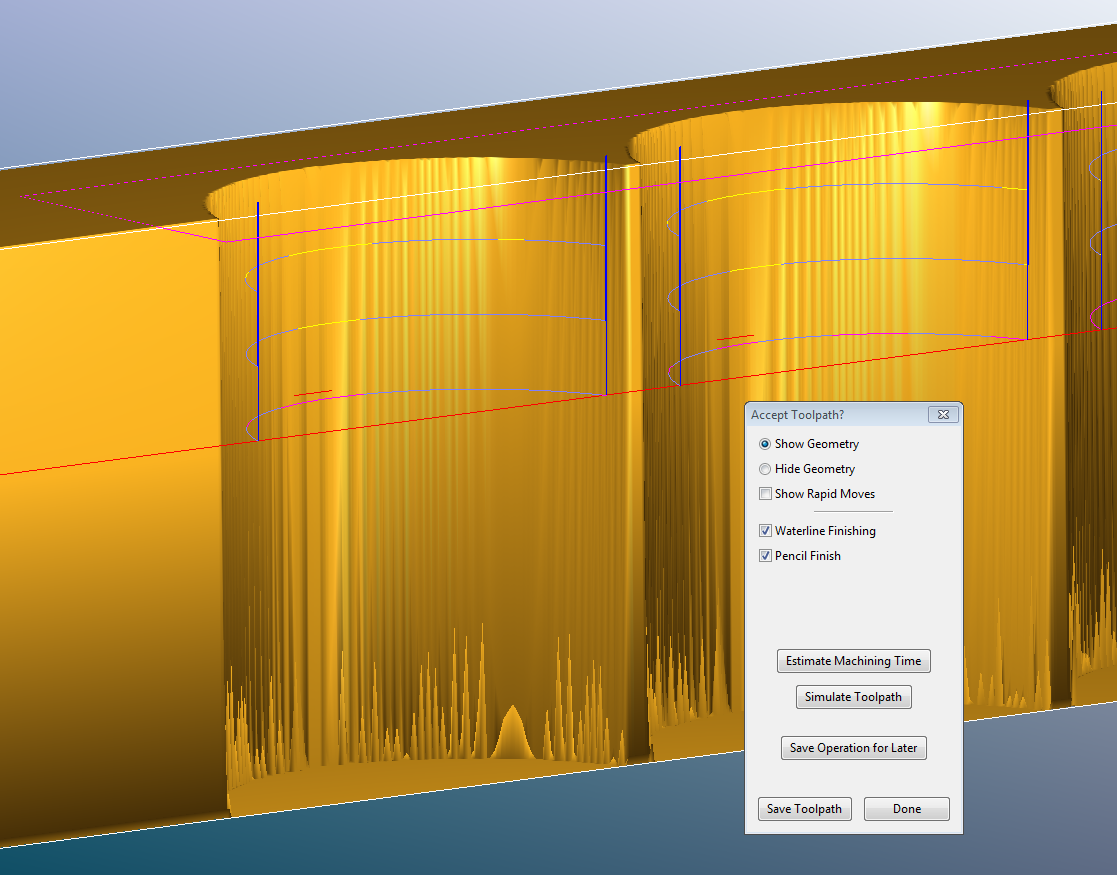
So then I re-imported the bitmap with a Y of 2.5" still and a Z of 4. I then drew the Machine Region and also set a Max Depth of 1.5". This made the bottom toolpath a lot smoother (the blue section is the arc fitted area). The Program Zero is at the top corner of the stock so it doesn’t really matter how thick the geometry is, since you’ll only be machining down to the Max Depth.
It is always cleanest to work from an STL input, but with bitmap inputs you can always use little tricks like the above. Also for a bitmap use the highest resolution you can, and save in a lossless format like PNG, BMP or TIF that don’t introduce compression artifacts at the black/white interface. Even with PNG turn off dithering if you have a choice or it might still want to fuzz the interface.
Interesting how you could see a way to use MeshCAM, while I couldn’t get that far. This is actually my 1st attempt in using MeashCAM for a project (wine rack) to get an excuse to start using my cnc.
I’ll have to see if I can duplicate your method.
I don’t think CorelDraw does STL export, but I will check that out. It can do dxf, but my past attempts were not in a form that MeshCAM understood, so I abandoned it.
Several months ago I did do a straight, small line-segments for the scallop parts in CorelDraw and hand-coded the g-code. Tedious, but doable. However, I didn’t like the result of the cnc stopping at the end of each segment and then starting again. Hence I thought that MeshCAM would perhaps produce a smoother output. I still need to learn how to program the g-code for arcs to see if it does better.
Still on the learning curve to actually produce something with my cnc. Just recently finished configuring my MACH 4 and Ethernet Smooth Stepper board which was a trial of its own. ( PC issues, then a hard drive error, refurbishing another PC, then buying a brand new PC, etc.)
Someday I should be making chips…