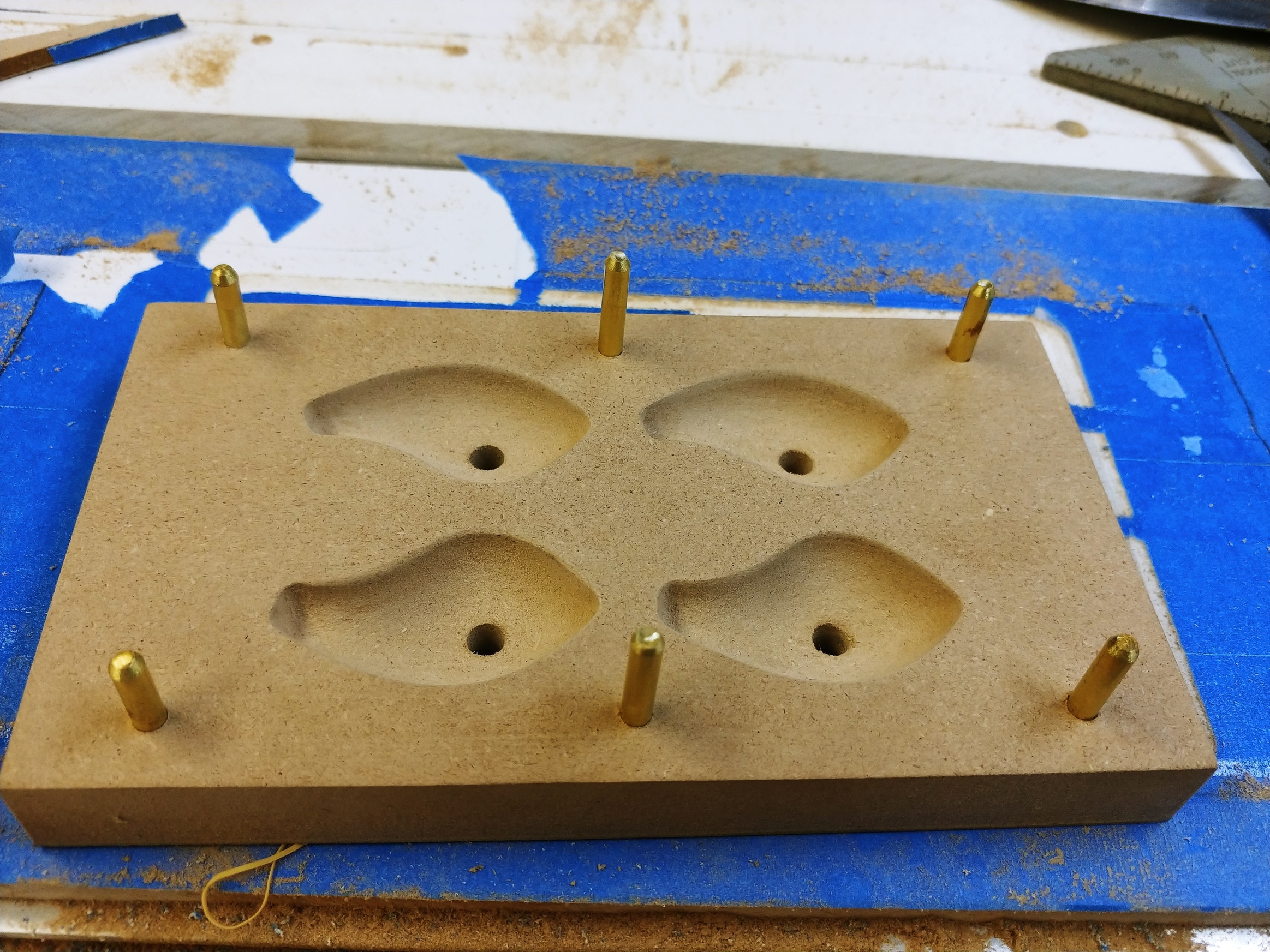
I am working on a jig to fixture a part for further drilling and milling operations. The jig uses .1875" index pins for alignment purposes. The jig also has a 3D relief that needs to be cut into . I have been utilizing Meshcam for the 3D tool path which calls for a .25" ball end mill to complete the 3D operation. Can I use Carbide create to take care of the drilling operation as a pocket operation with a .125 endmill, and then finish the jig with the 3D operation . Work around? Not sure about tool changes in Meshcam. Thanks in Advance!!
Yes, MeshCAM is tricky that way. I see two possible strategies:
(1) generate 2 different files in MeshCAM. First file has a keep-in area (think that is what it is called - opposite of a keep-out area) on only the area where the pins are. Configure MeshCAM to use only the 0.125 square end mill. Generate the gCode file. Then in MeshCam get rid of the keep-in areas, change the setup to the 0.25 ball mill and generate the gCode file again. Then when ready to mill you run one file after the other in Carbide Motion.
Or, do exactly what you proposed. Though there is a caveat. Build two seperate files, one with only the index holes in Carbide create, one with the 3D relief in MeshCAM. Run one after the other. The caveat here is the 3D relief file must NOT also have the the index holes as likely the two operations will probably not be precisely be the same, leaving you with less than perfect index holes.
Hope that helps!
1 Like
Thank You I will give it the old college try!!
Success! Thank you. I only ran into one problem and that was placement of the keep out and area to be machined. Is there not an accurate way to create and manipulate those areas? Because I cut it in MDF it’s not a big deal but if I were to cut this in aluminum the keep out area did not mesh up exactly with the 2 separate operations.
1 Like
Good to hear! Haven’t used MeshCAM in a while but I don’t think there is a parameterized way of setting the keep out areas unfortunately. Ultimately you should only have to specify keep out areas on the pin hole operation - from a theoretical perspective the second operation should just cut air where the material has already been removed.
Yeah I Zero out my machine with with foil and a digital multimeter so when I zeroed out the Z it might have been a tick off. I have the Carbide probe but have not gotten the best results using it
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.