@TotallyFred, if you did the CAD for this part I would suggest exactly what you would prefer to do.
- Make the bowl without the holes (actually rounded radial grooves intersecting the bowl) and machine it two-sided.
- Model the grooves only, in a solid that represents the rawstock from step 1. While the stock is still clamped from the bottom side of step 1, machine the grooves selecting “don’t machine top of stock”.
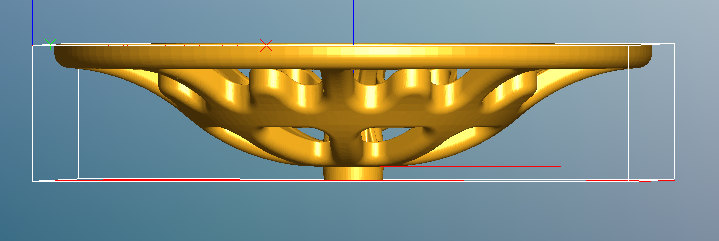
If I were called on to machine the STL as you have presented it, here’s how I’d do it.
You are correct in that there will be pillars of material in the center of the pockets. This should not be a problem becuase they are solidly anchored and will drop out of the part soon in the second side machining. With the interrupted geometry you will not avoid many retracts–that is part of the CNC game (unless you can do the two-part machining above).
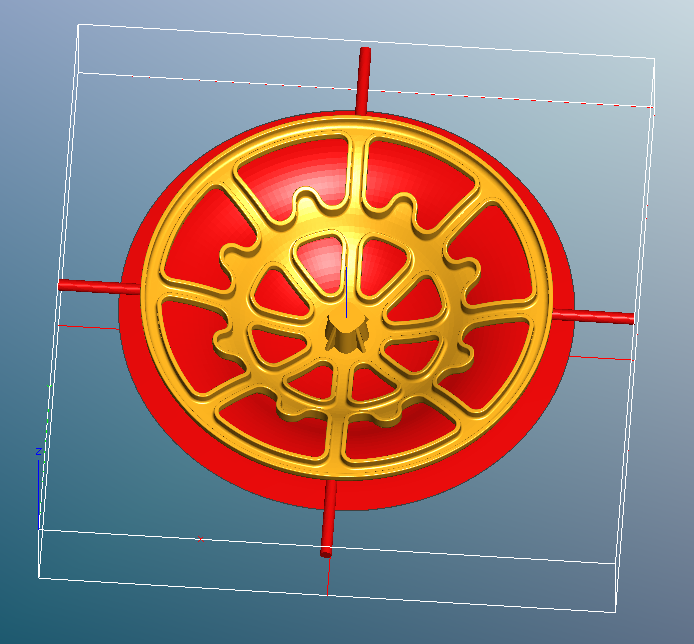
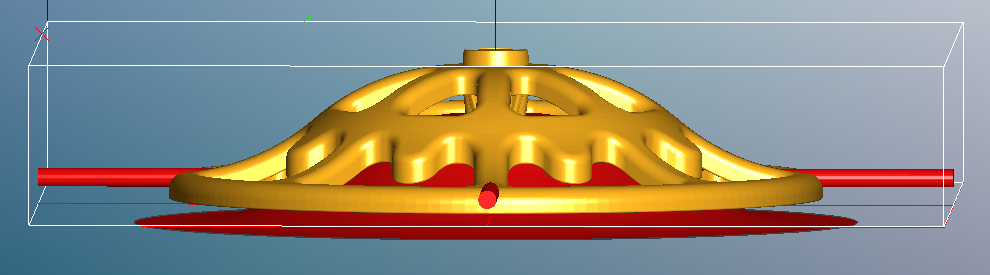
I defined a rawstock comfortably larger than the bowl in X and Y and just a little thicker in Z. I created four thin, wide supports at the top of the geometry. They are inconsequential for the top side machining, and will only come into play at the very end of the bottom-side machining, where the toolpaths have already intersected the first-side toolpaths so there is very little stock remaining to machine and thus low forces.
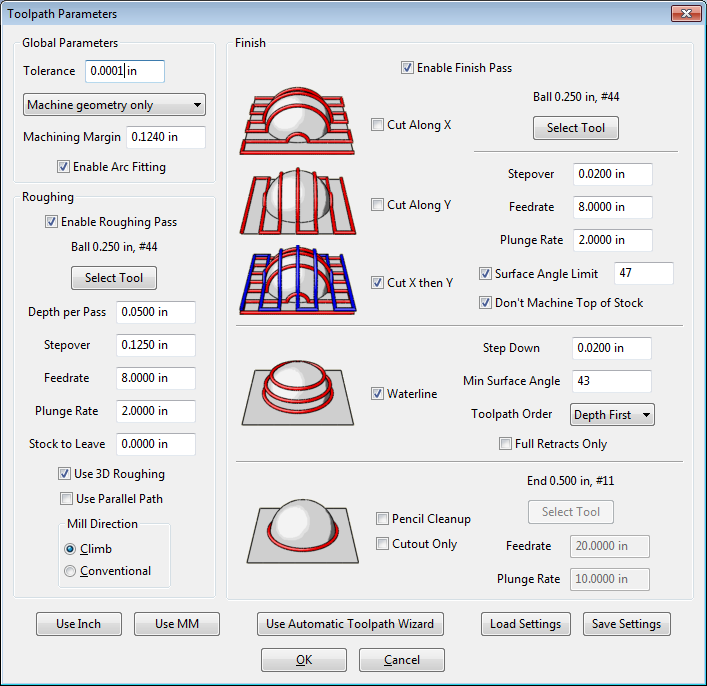
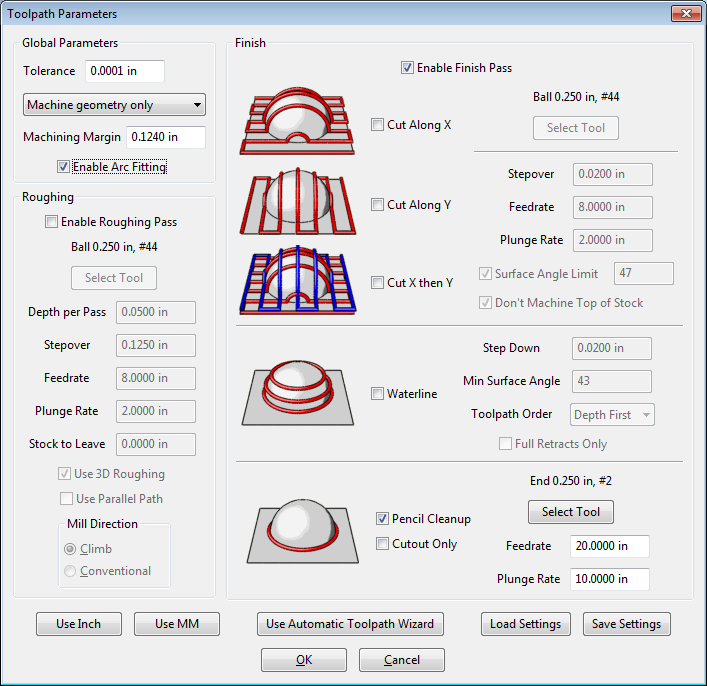
My favorite technique for this kind of part is to use Macine Geometry Plus with a margin of just less than the cutter radius. MeshCAM always operates on the cutter centerline, so with a .250" ball-end cutter (which I will use for roughing and finishing) I set a margin of .124", so the cutter will just barely fail to fall off the edge of the part. This way I can leave Max Depth at the bottom of the stock so I can clear out the inside of the bowl without a lot of unnecessary machining around the edge on the top toolpaths.
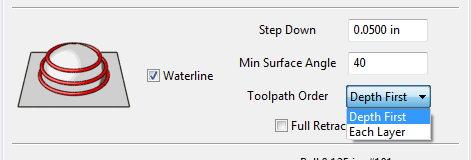
Here is the toolpath parameters screen
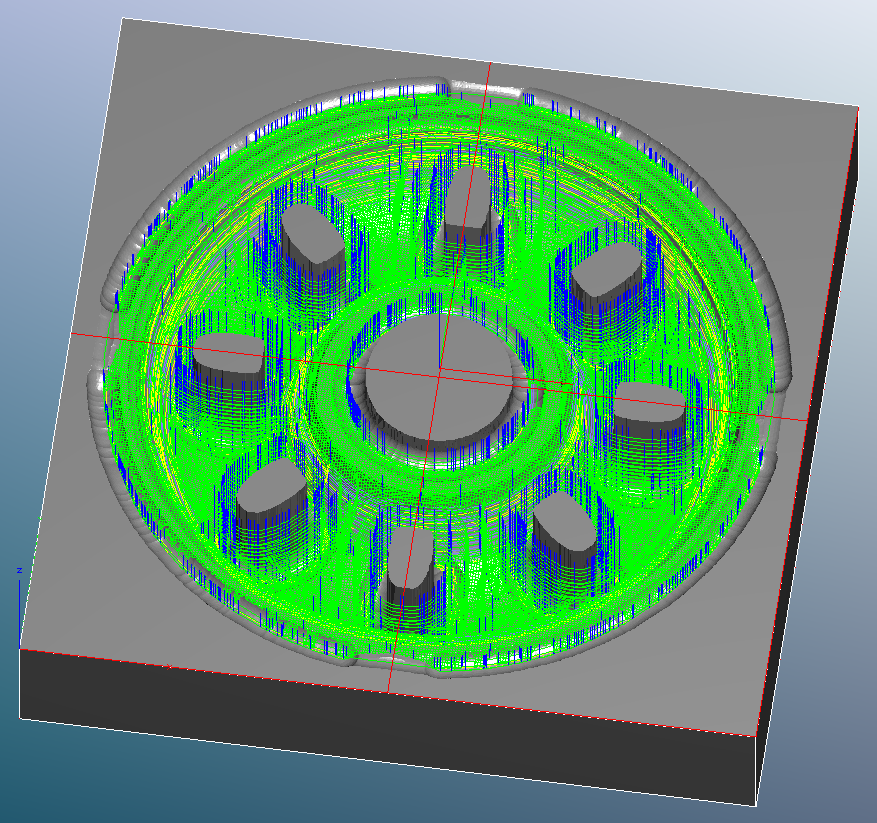
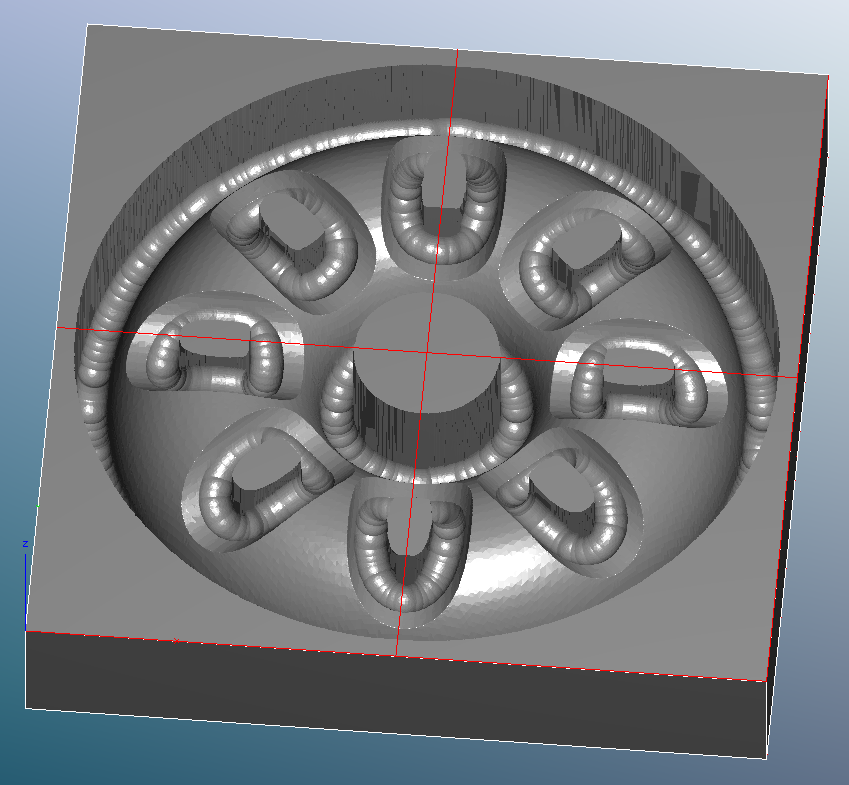
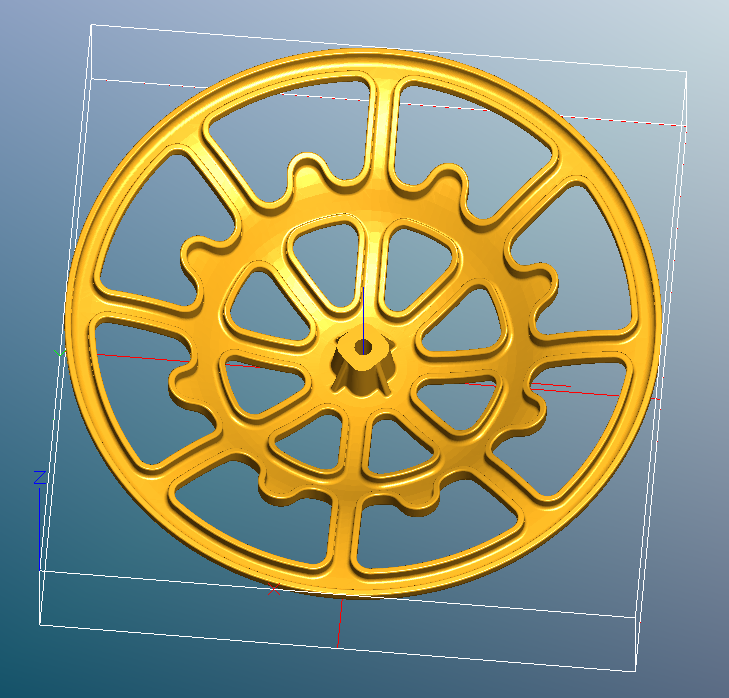
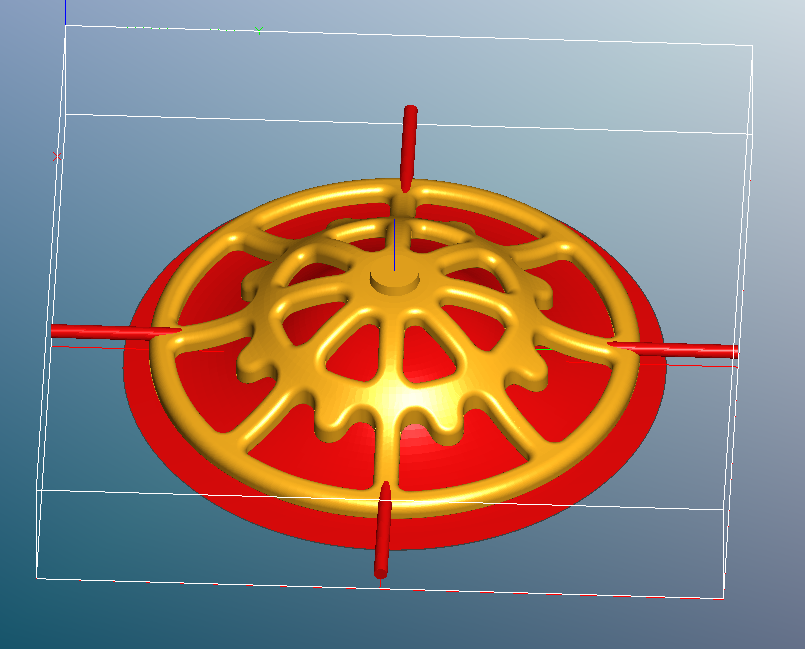
And here is the top machining with and without the toolpaths showing
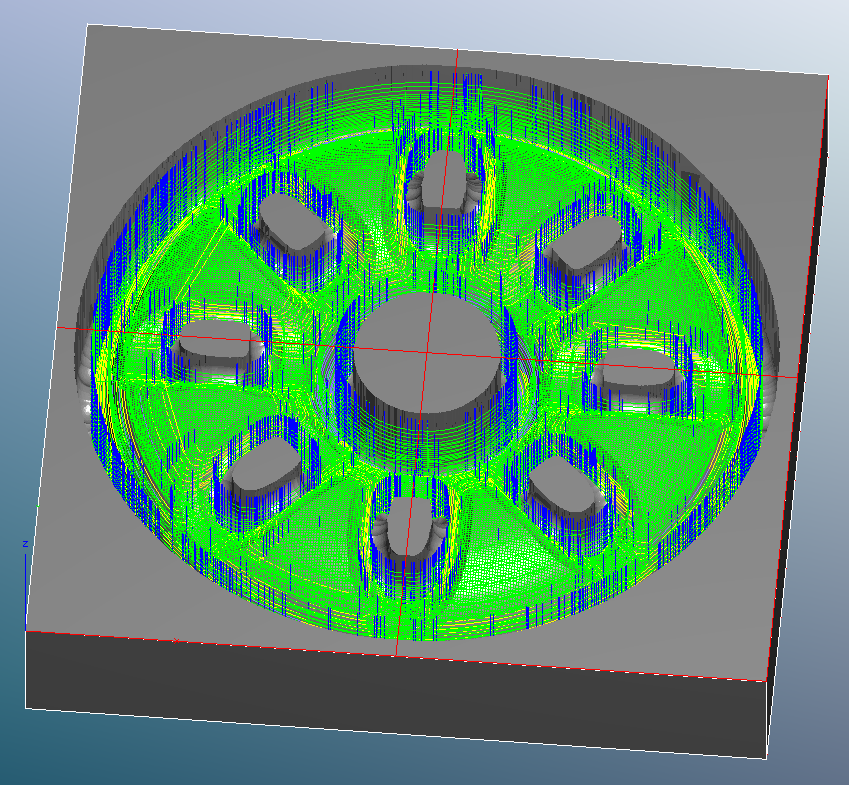
Here is the bottom side machining with and without toolpaths showing
In reality the pillars inside the pockets will fall out as soon as the tip of the ball-end toolpaths intersect the toolpaths from the top side machining. The top and bottom toolpaths will ultimately leave just a little edge to deburr because there is almost 100% overlap of the ball end from the two sides.
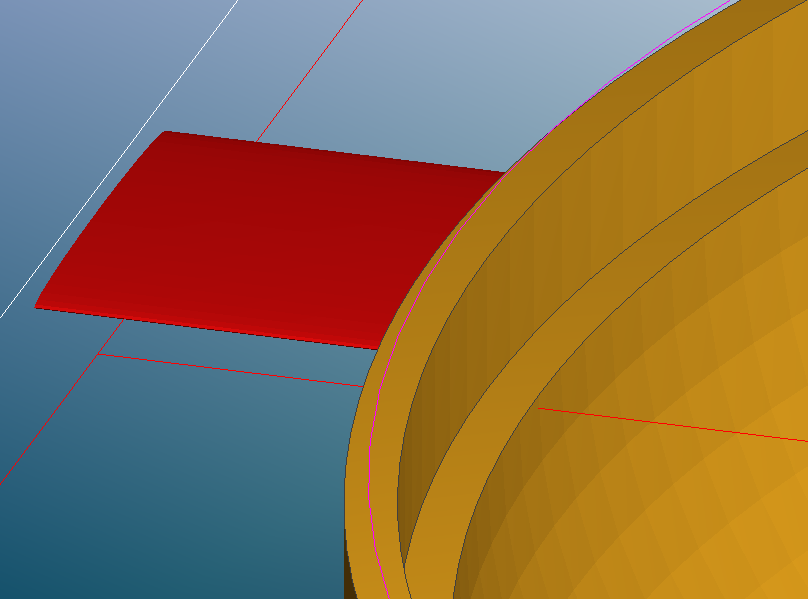
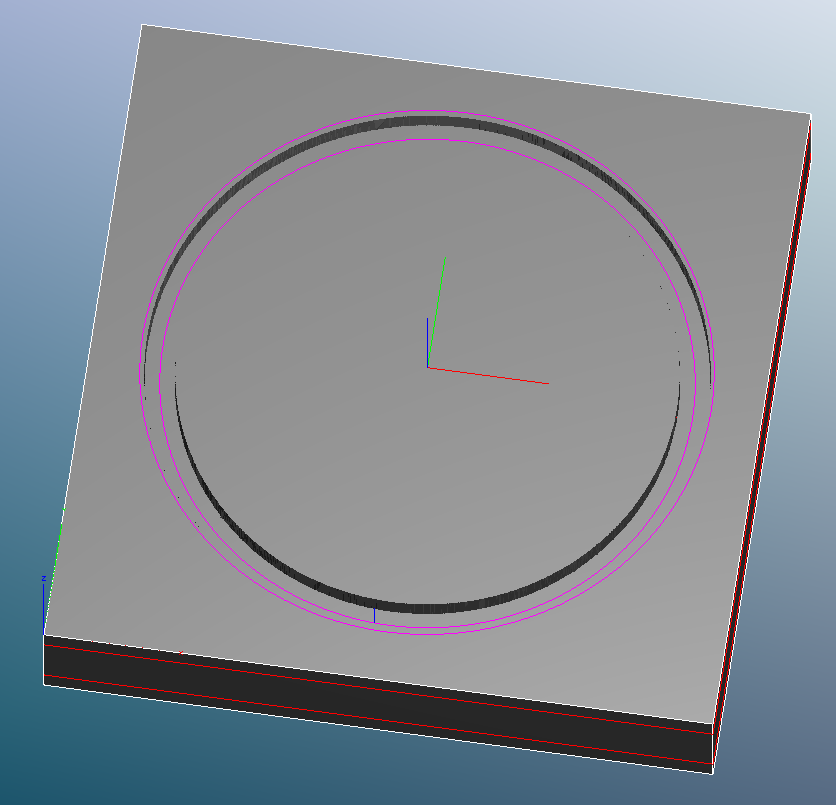
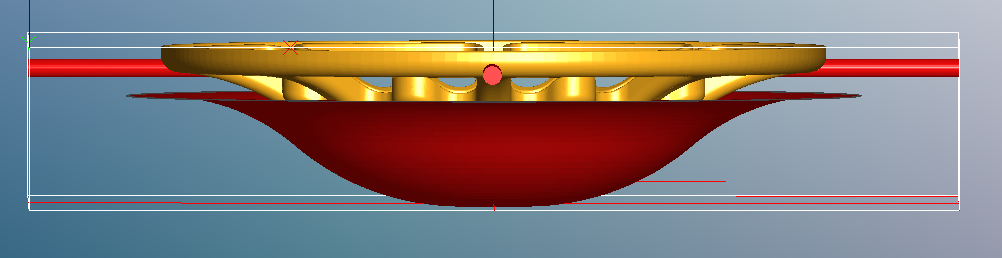
Since I have used a ball-end cutter, the shelf on the top side is bridged over. I do that with a second MC job, single-sided in this case. I set a Max Depth just below the shelf, and defined a Machine Region superimposed on the top face of the bowl. The Machine Region is the magenta circle hovering over the bowl rim, and the Max Depth is the red line intersecting the bowl just under the shelf.
I used a square-end cutter (in my case also .250" diameter) and the toolpath is a single circle
I would run the “shelf job” after the first side bowl machining while the stock is still clamped in place. There is little material to actually clear, so no roughing is required, just the pencil finishing.
Randy