Haha, thanks @Julien!
For CAD/CAM software I’m using Fusion 360. Where possible I will use adaptive tool paths for removing the majority of stock away. With adaptive cuts I’m mostly using 4mm-8mm single flute end mills, as they provide really good chip clearance in deeper pockets. In the adaptive cuts I tend to use a 10% radial width of cut and 100% axial depth of cut. If I was using an adaptive tool path with a 4mm end mill, that would be a 0.4mm radial width of cut and 4mm axial depth of cut. I mostly run the router at 24,000 RPM for adaptive cuts and use a feed rate of 1000mm/min-2000mm/min. I don’t really push the feed rate past this with the stock machine and have also found that with really secure work holding it’s easier to feed faster. The aim with this adaptive strategy is to try and produce a proper chip. It will be interesting to see how much more this can be pushed with the Shapeoko Pro.
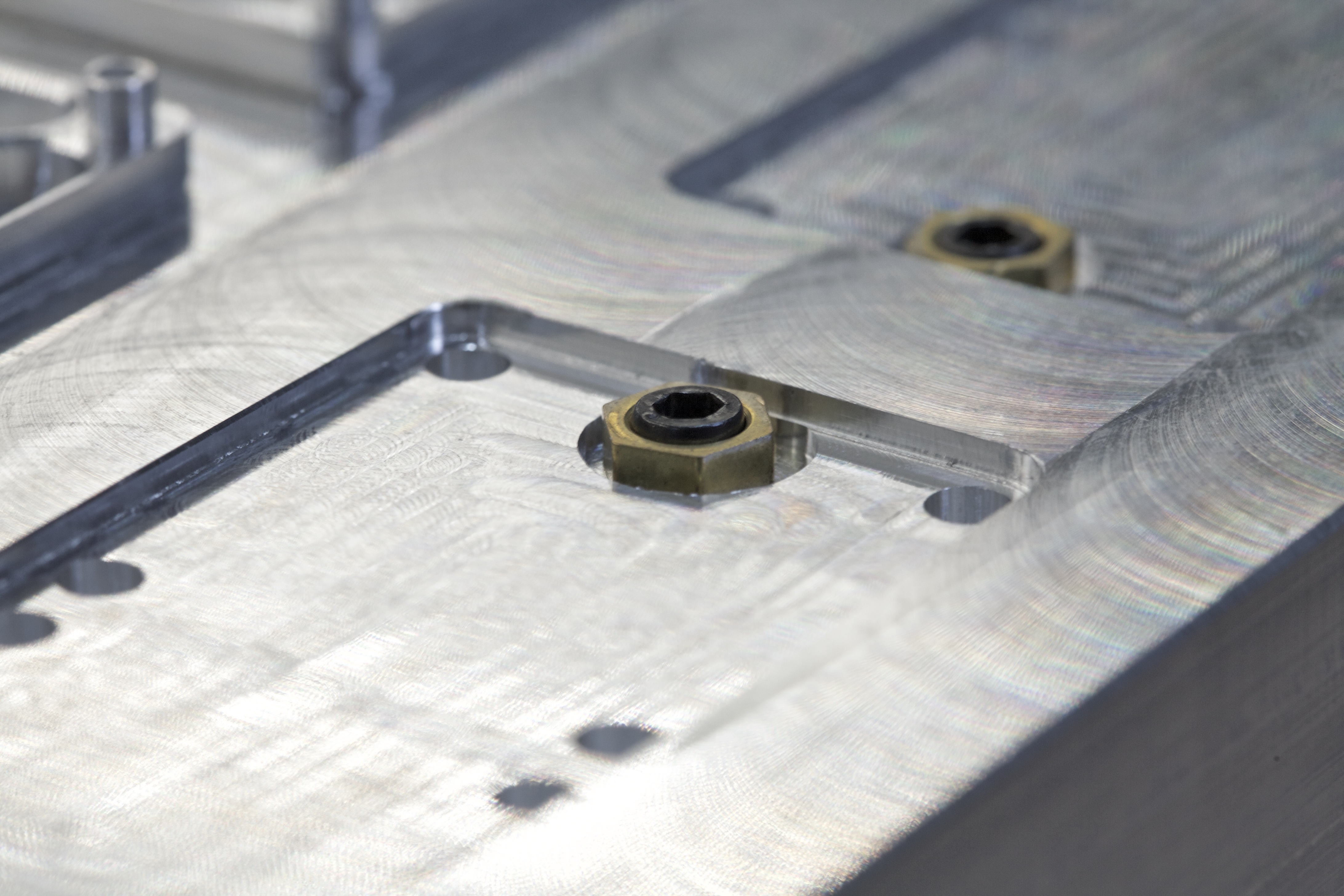
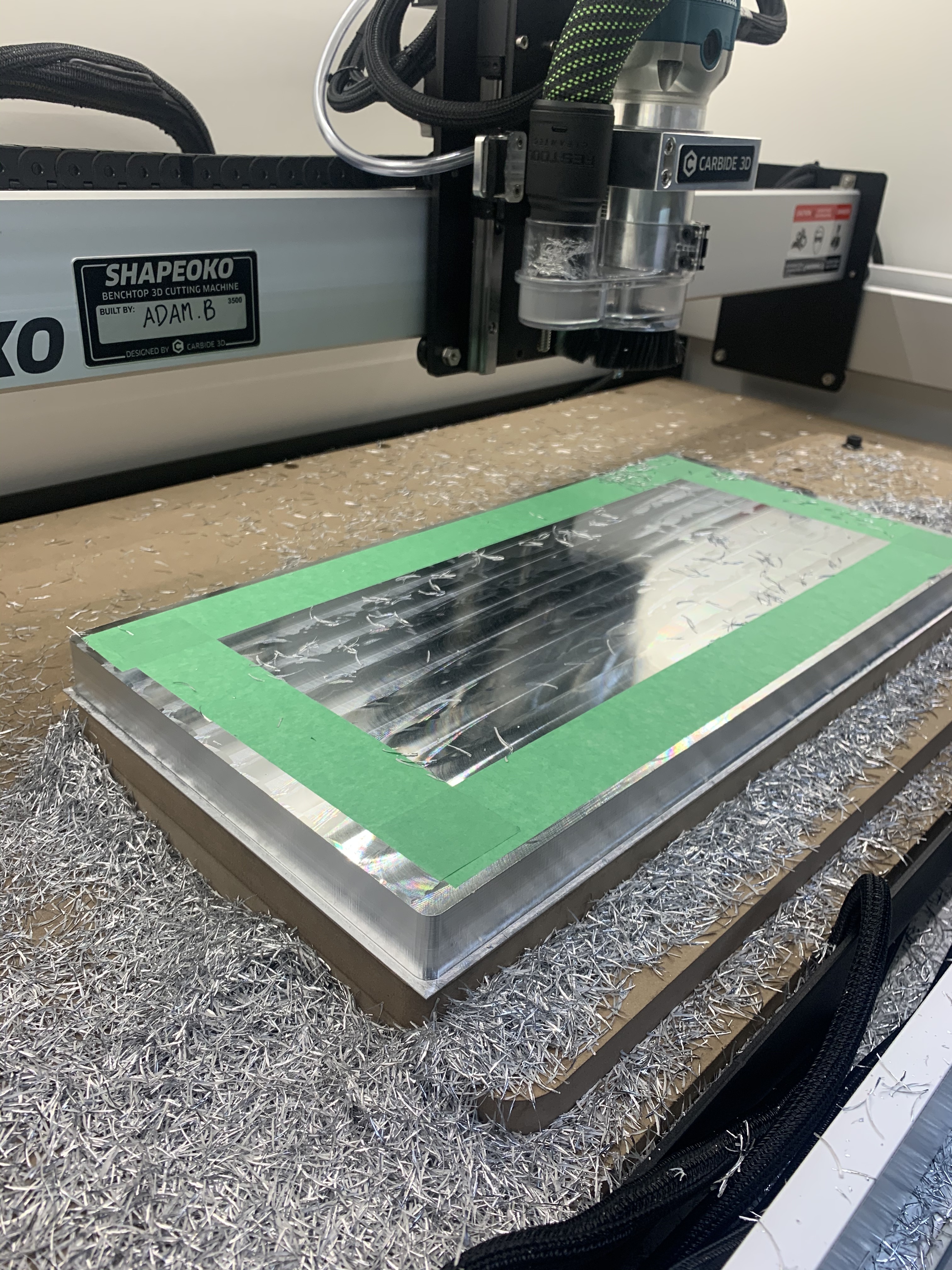
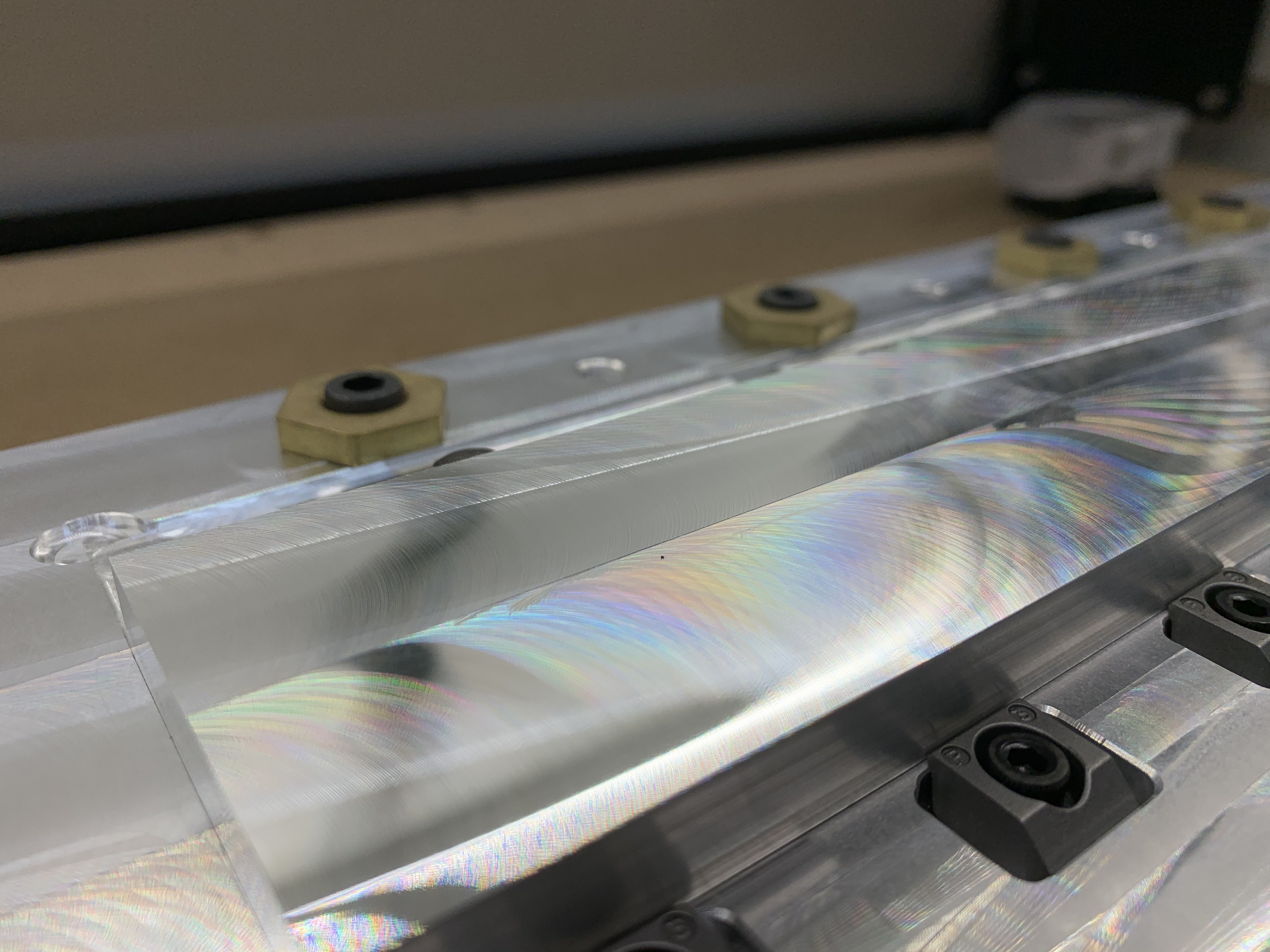
Below is an image of a fixture plate just after the adaptive. I was using a single flute 8mm end mill with the above strategy and running at 1000mm/min.
With the finishing passes I use a range of different tool path strategies. For a simple part where I’m trying to clean up the walls of a part, I will leave 0.1mm of stock when doing the adaptive cut. I’ll then come in with a 2D contour, running the router at 17,000 RPM and a feed rate of 750mm/min. I have also run 2D contour finish passes at 24,000 RPM and this still gives really nice results. The reason to run a higher RPM would be for time constraints, as it will save some machining time and still yield a nice result.
I have played around running finishing passes at 10,000 RPM vs 24,000 RPM and for my case they almost give the exact same result. For me the main thing is to make sure that I’m within the machines limits, so no chatter at all during cuts and tweaking and fine tuning a tool path if it does start to chatter. In general I have found that running at a higher RPM has been a lot better and I aim to keep my Feed per Tooth above 0.025mm.
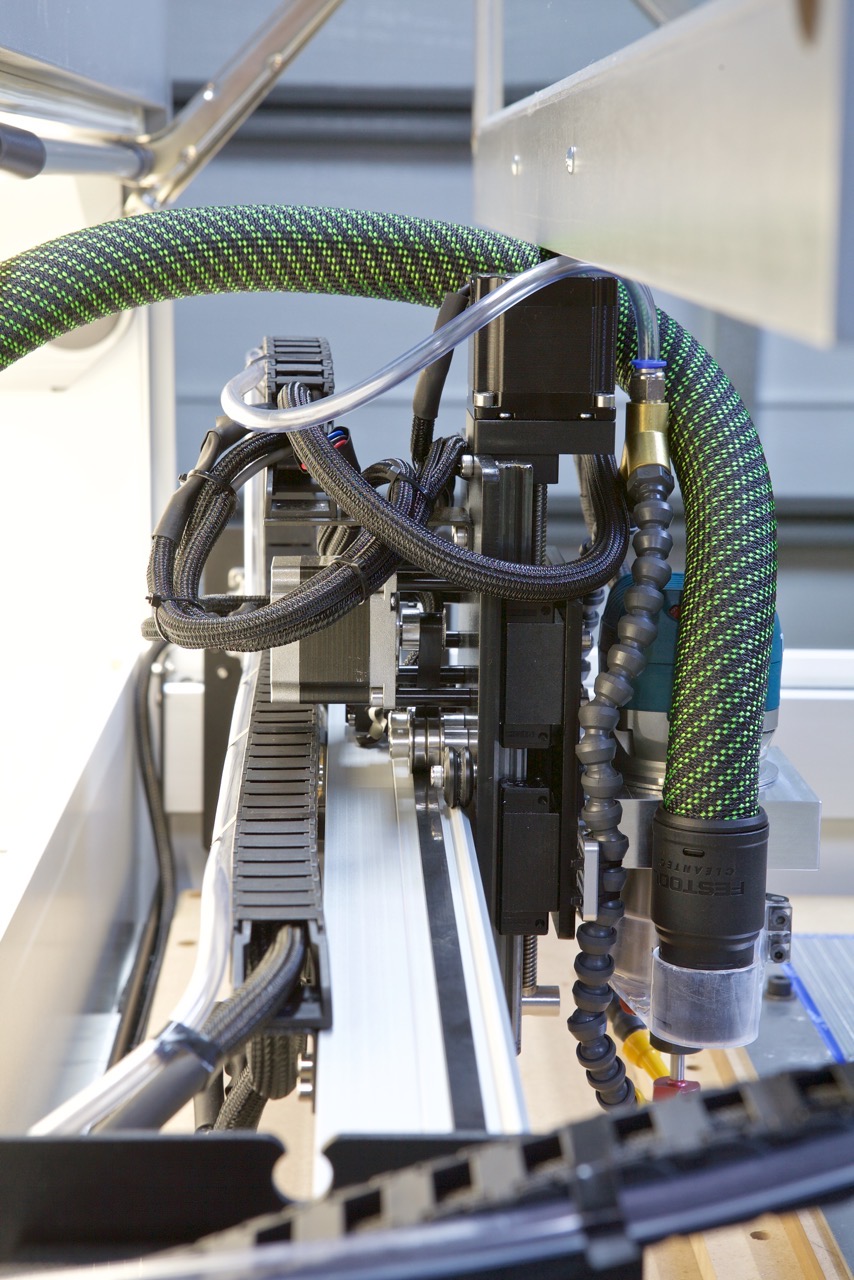
I run all the cuts dry and use a Festool Midi to clear chips during the cut so they aren’t being re-cut. From my experiences so far chip recutting can really effect the surface finish, so if you can clear these out quickly the parts will turn out a lot better. I have played around using WD-40 and 70% Alcohol to try and improve the surface finishes, but I only noticed a marginal improvement when trying this.
Another thing with aluminium is the work holding. I try and create the most rigid work holding set up that I can for each part, as soon as the part can move the slightest amount it starts to effect the cut and induce chatter. Another important factor is end mill stick out, for each project I run the least amount of tool stick out as possible and this helps too greatly improve surface finish.
There is a lot to cover when it comes to the machining strategies so if you have more specific questions, then let me know! This is just a general approach that I take.
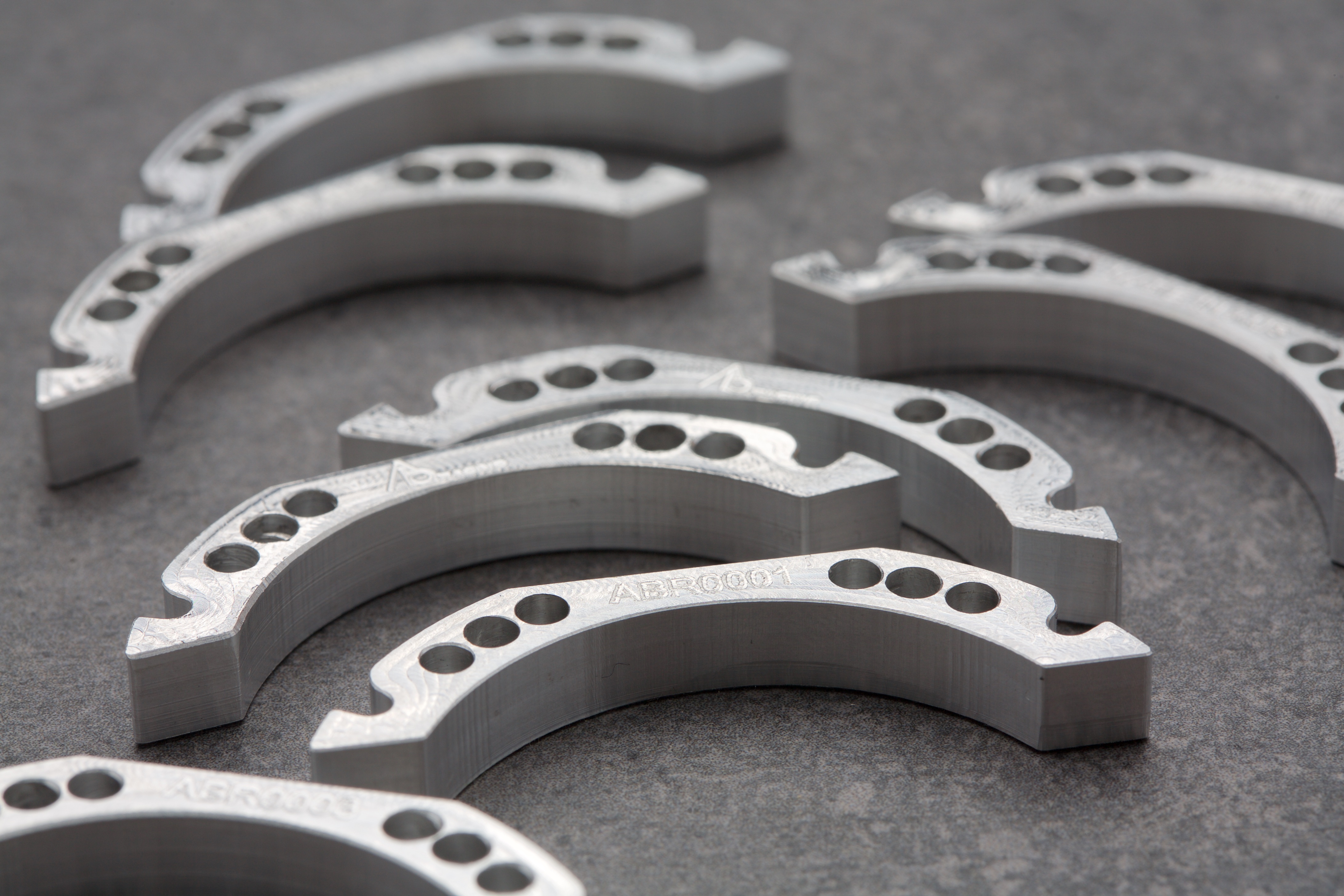
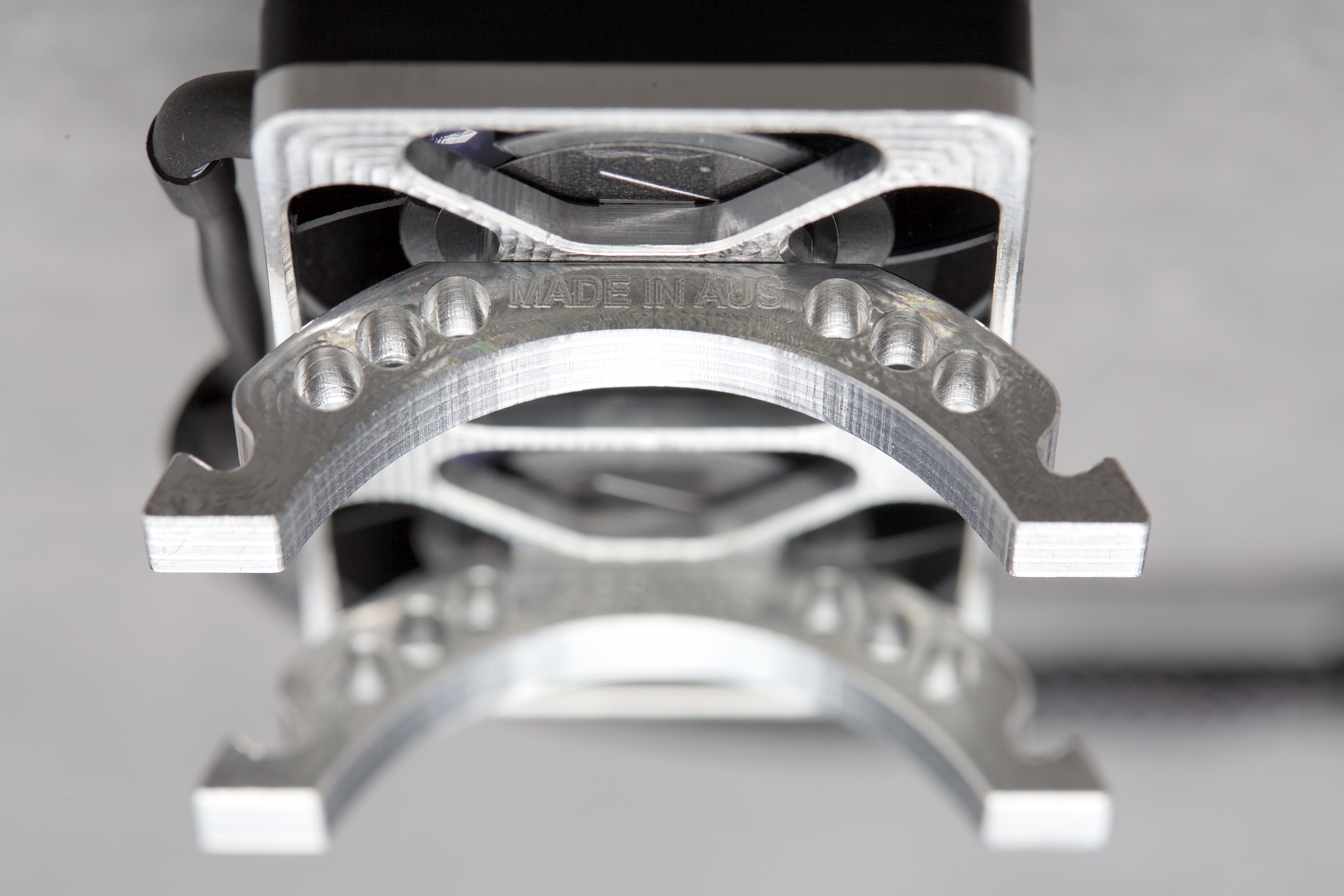
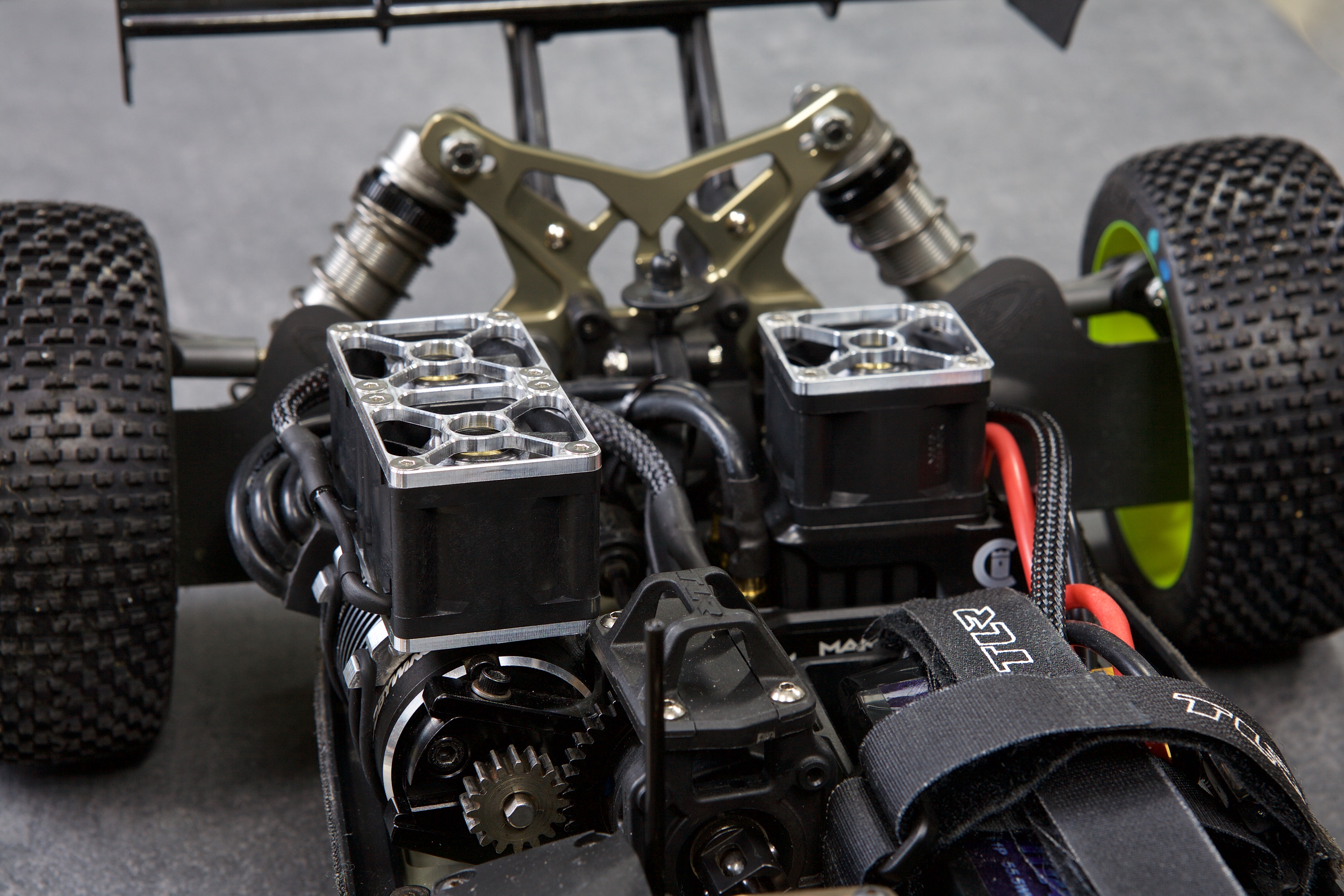
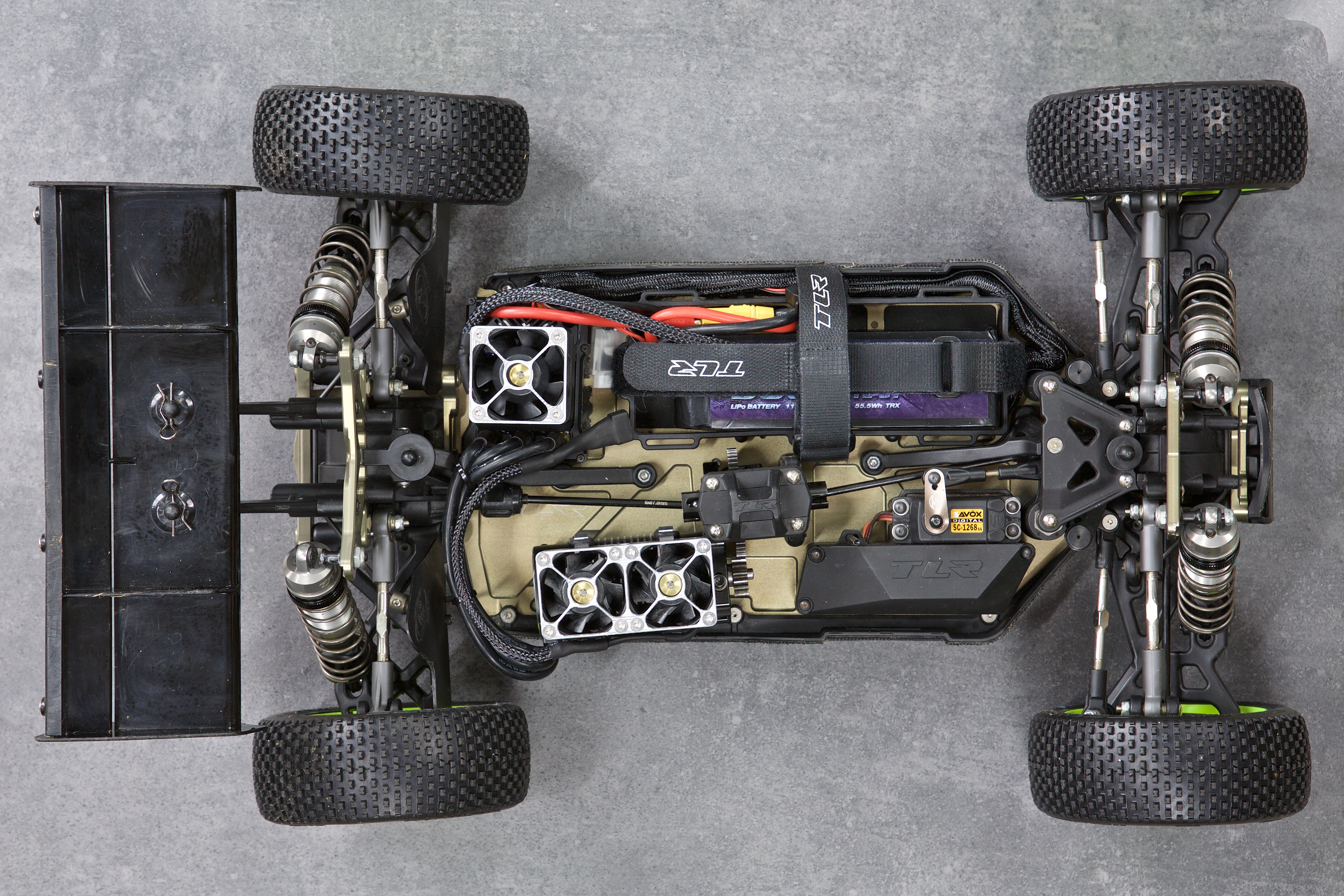
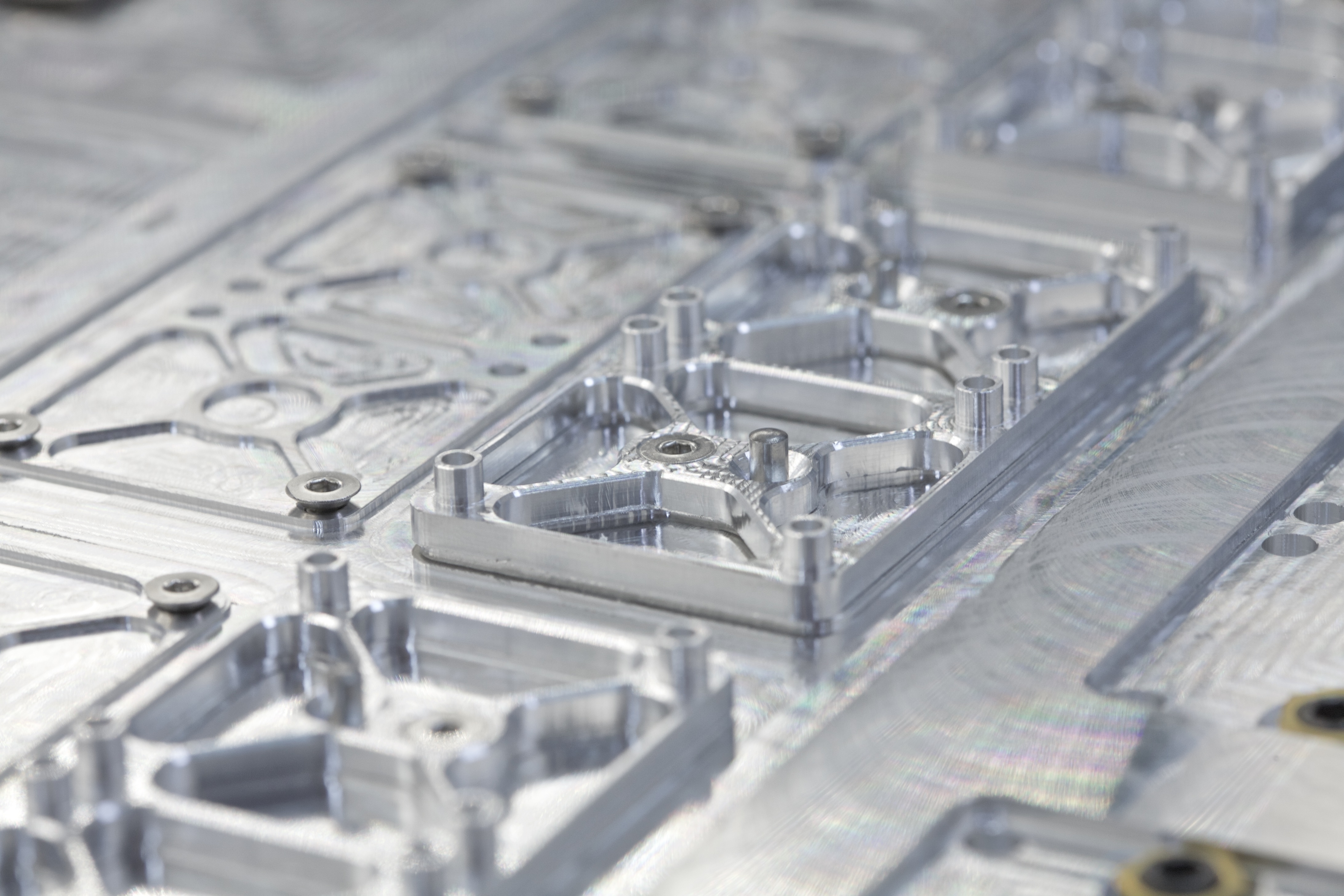
Also here are some images of the finished parts.