I am milling a part from the bottom plane up as well as down.
The 2D Pocket and 3DAdaptive tool paths look good in the simulation
I try to Post the paths and get errors. Do you expect that to work ?
I know C3D uses G54 only. I hoped it would adjust.
Information: Configuration: Carbide 3D (Grbl)
Information: Vendor: Carbide 3D
Information: Posting intermediate data to ‘C:/Projects/Robin1/nc/4001.nc’
Information: Total number of warnings: 1
Error: Failed to post process. See below for details.
…
Code page changed to ‘1252 (ANSI - Latin I)’
Start time: Sunday, February 25, 2024 2:12:00 AM
Code page changed to ‘20127 (US-ASCII)’
Post processor engine: 4.6050.1
Configuration path: C:/Users/sewsk/AppData/Roaming/Autodesk/Fusion 360 CAM/Posts/carbide3dsp5.cps
Security level: 1000
Include paths: C:/Users/sewsk/AppData/Roaming/Autodesk/Fusion 360 CAM/Posts
Configuration modification date: Tuesday, August 15, 2023 1:35:19 PM
Output path: C:/Projects/Robin1/nc/4001.nc
Checksum of intermediate NC data: 4f087ce97af90557b3e2e63518dcecda
Checksum of configuration: ac9da844d0d774c6dd042447d901884e
Vendor url: http://www.carbide3d.com
Legal: Copyright (C) 2012-2023 by Autodesk, Inc.
Generated by: Fusion CAM 2.0.18460
…
Warning: Detected maximum values are out of range.
Maximum values:
Tool number: 100
Tool number value exceeds the maximum value for tool:
201
###############################################################################
Error: Tool orientation is not supported.
Error at line: 223
Error in operation: ‘2D Pocket For REST only’
Failed while processing onSection() for record 464.
###############################################################################
Error: Failed to invoke function ‘onSection’.
Error: Failed to invoke ‘onSection’ in the post configuration.
Error: Failed to execute configuration.
Stop time: Sunday, February 25, 2024 2:12:00 AM
Post processing failed.
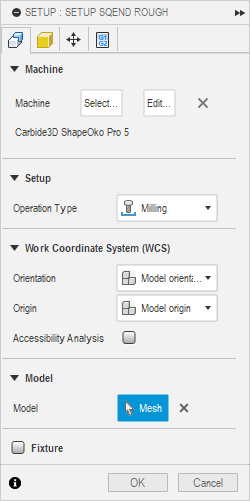
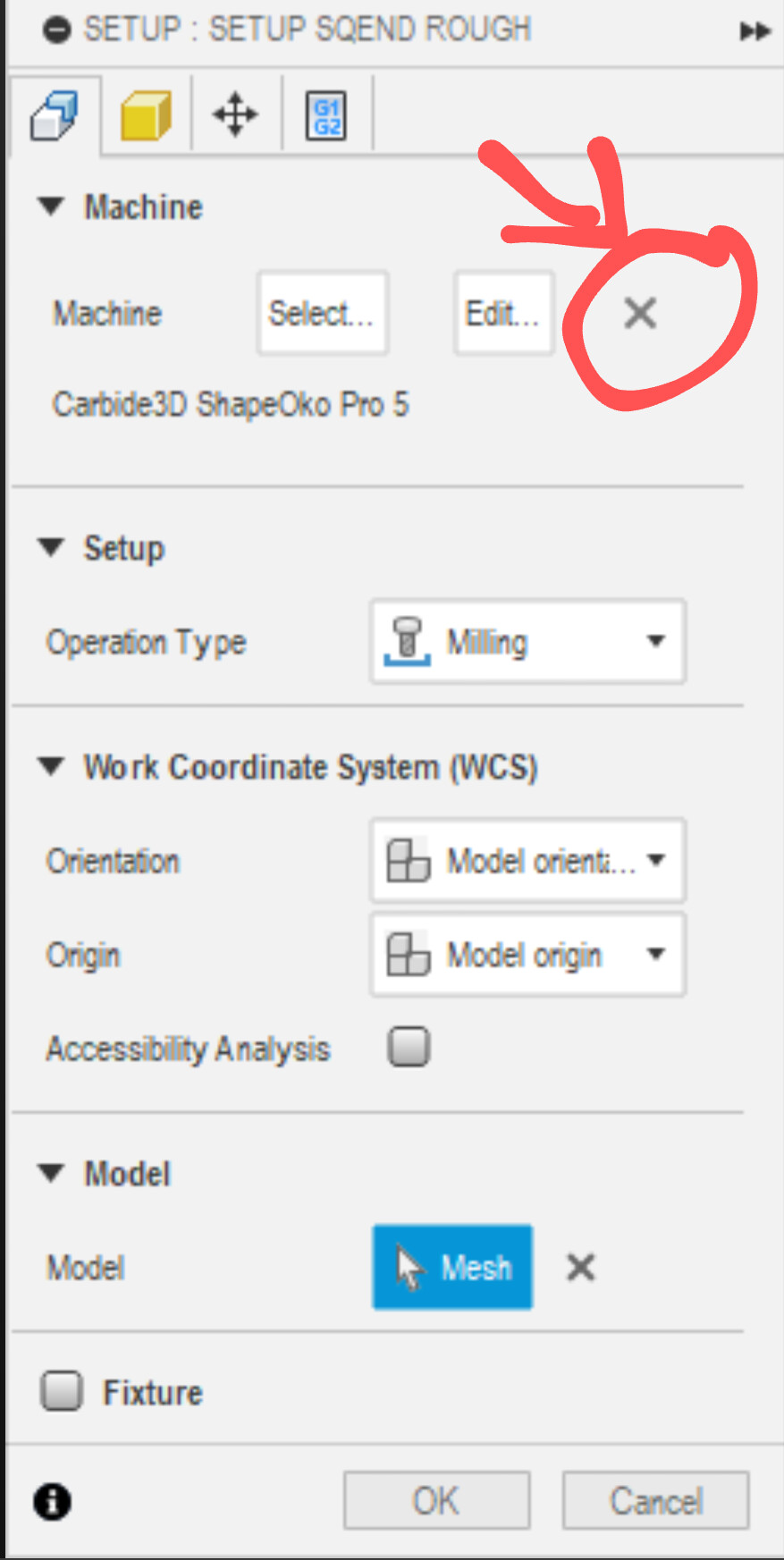
Did you set up a machine using the machine configuration in Fusion?
My first guess is that’s where the issue is.
You don’t need to have a machine defined in Fusion.
1001.nc.failed contents
%
(1001)
(T201 D=0.25 CR=0 - flat end mill)
G90
G17
G20
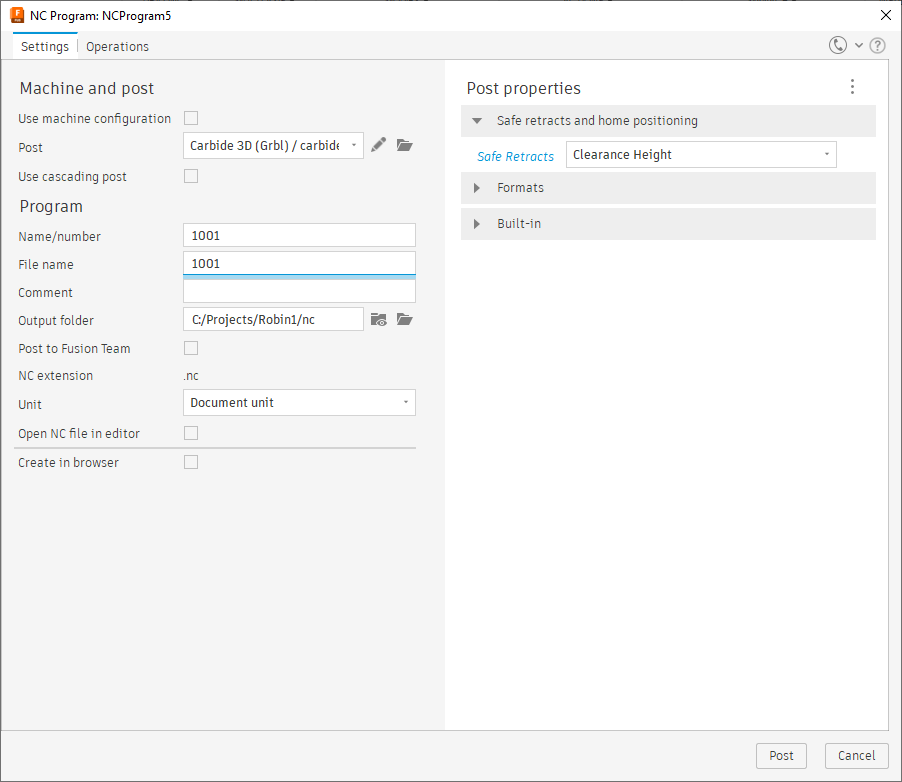
(-Attention- Property Safe Retracts is set to Clearance Height.)
(Ensure the clearance height will clear the part and or fixtures.)
(Raise the Z-axis to a safe height before starting the program.)
!Error: Failed to post data. See log for details.
1001.log contents
Information: Configuration: Carbide 3D (Grbl)
Information: Vendor: Carbide 3D
Information: Posting intermediate data to ‘C:/Projects/Robin1/nc/1001.nc’
Information: Total number of warnings: 1
Error: Failed to post process. See below for details.
…
Code page changed to ‘1252 (ANSI - Latin I)’
Start time: Tuesday, February 27, 2024 3:50:18 AM
Code page changed to ‘20127 (US-ASCII)’
Post processor engine: 4.6050.1
Configuration path: C:/Users/sewsk/AppData/Roaming/Autodesk/Fusion 360 CAM/Posts/carbide3dsp5.cps
Security level: 1000
Include paths: C:/Users/sewsk/AppData/Roaming/Autodesk/Fusion 360 CAM/Posts
Configuration modification date: Saturday, December 30, 2023 4:20:27 AM
Output path: C:/Projects/Robin1/nc/1001.nc
Checksum of intermediate NC data: 483d2a805d49f4dc6235ac1bddf7905e
Checksum of configuration: b4d606c7006a11d3dcb217f9cb454a4b
Vendor url: http://www.carbide3d.com
Legal: Copyright (C) 2012-2023 by Autodesk, Inc.
Generated by: Fusion CAM 2.0.18460
…
Warning: -Attention- Property ‘Safe Retracts’ is set to ‘Clearance Height’.
Ensure the clearance height will clear the part and or fixtures.
Raise the Z-axis to a safe height before starting the program.
###############################################################################
Error: Safe retract option ‘Clearance Height’ is only supported when all operations are along the setup Z-axis.
Error at line: 887
Error in operation: ‘2D Pocket For REST only’
Failed while processing onSection() for record 462.
###############################################################################
Error: Failed to invoke function ‘onSection’.
Error: Failed to invoke ‘onSection’ in the post configuration.
Error: Failed to execute configuration.
Stop time: Tuesday, February 27, 2024 3:50:18 AM
Post processing failed.
@jtclose I see the issue.
When you mill “from the bottom up”, that should be a different setup, as it would be in real life. You have those operations in the same setup where Z is defined in the opposite direction.
Bottom line, your WCS needs to be consistent throughout a given setup. Just create a different a different setup for the operations you’d cut from the other side of the piece.
When you define the second (and subsequent) operation, you can select to use the stock from the preceeding operation and you can select to continue the rest operations.
@neilferreri
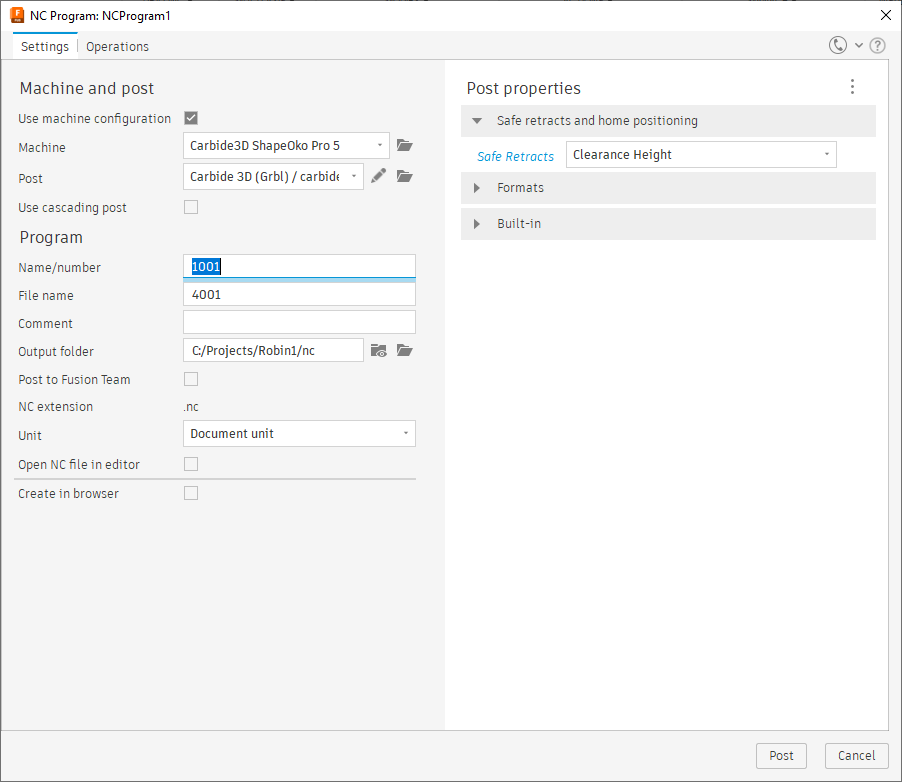
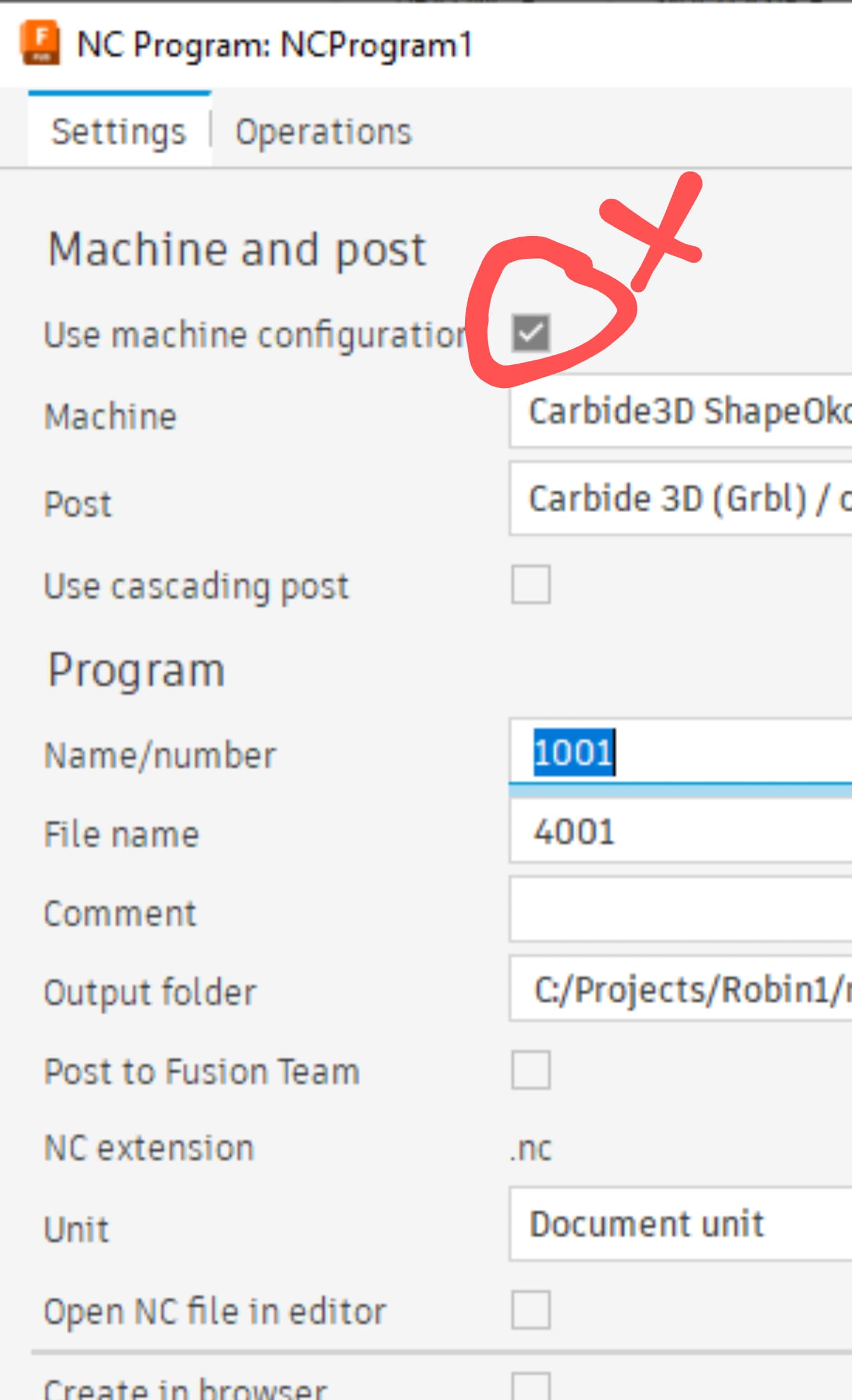
Machine configuration - I assumed the GCODE was exported based on the Machine config, I did not know I could ignore that. Is there GCODE text hacks required ?
@crpalmer
I did that before to save REST information on another project, but I must have screwed up. I will give it another try.
Today is sunny and warm. Headed outside before the rain on Wednesday.
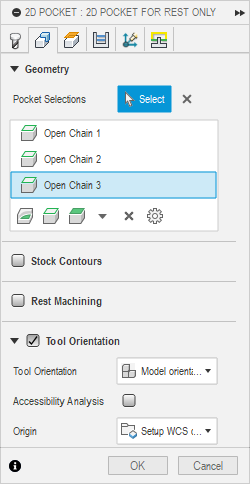
It seems that if you try to use a Tool orientation other than Model orientation, the Post does not work.
I seem to remember a thread that said something about the version of GRBL causing the issue, but this is outside my pay grade.
To resolve the issue I created two sets of paths.
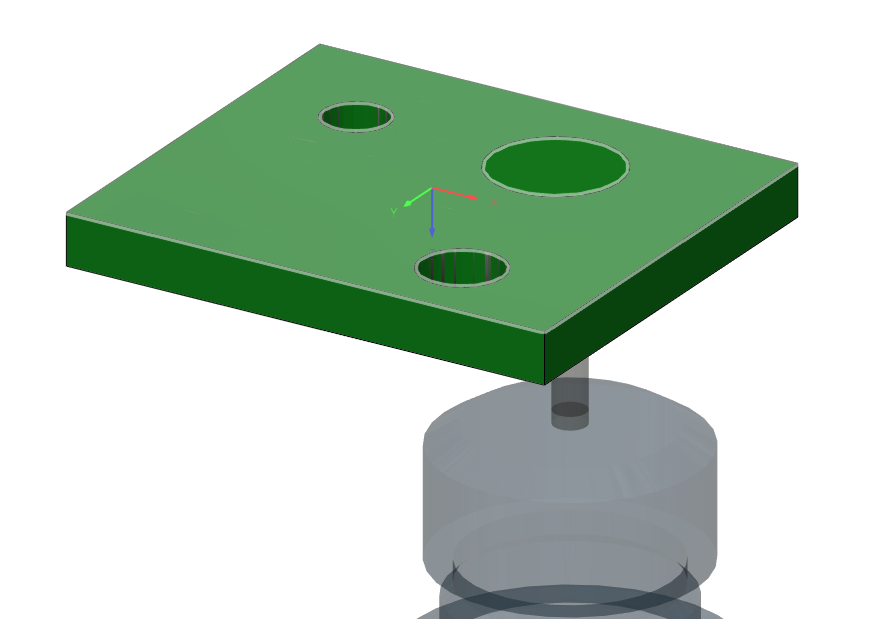
With the model flipped over (180 deg around Y axis), I created paths for the backside.
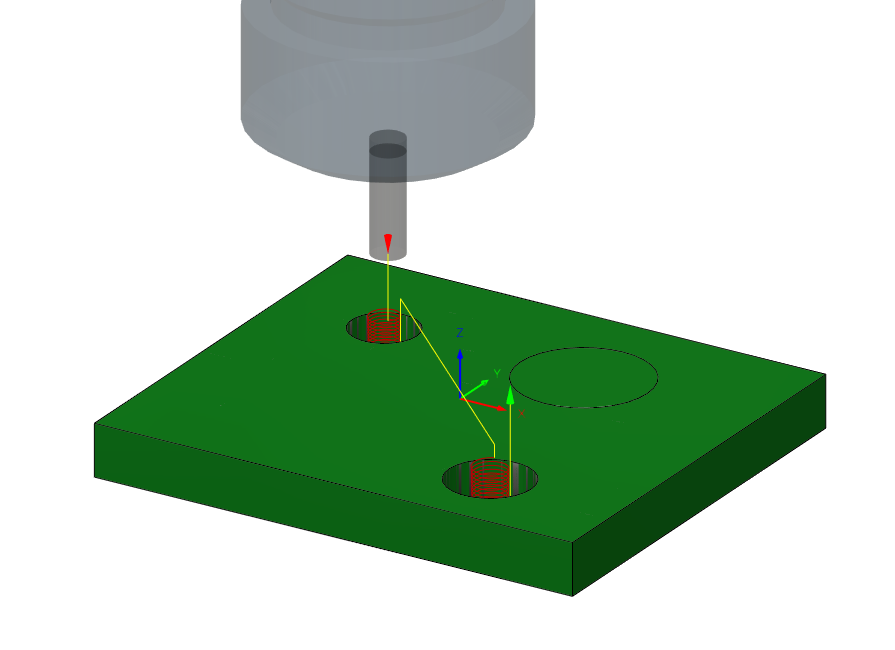
With the model in the normal orientation I created paths for the downstream REST operations.
There shouldn’t be any problem with a setup that doesn’t match the model orientation. I almost never have a setup that matches my model orientation! But, I wouldn’t expect to be able to define a tool orientation for a single operation because we only have a 3 axis machine. What you are selecting there is likely for machines that can change the orientation of the tool without changing the orientation of the stock.
You want to have 1 setup for each stock orientation and toolpaths for the operations that you want to perform in that orientation. It is normal that you’d need to have separate toolpaths for the different orientations.
I’m not sure how you program toolpaths without setting up the orientation and zero that you want in the machining Setup. I also select the z face and x axis that I want to define the orientation or the part (or side of a part) that I’m machining. You can also specify the zero point to be whatever you need it to be.
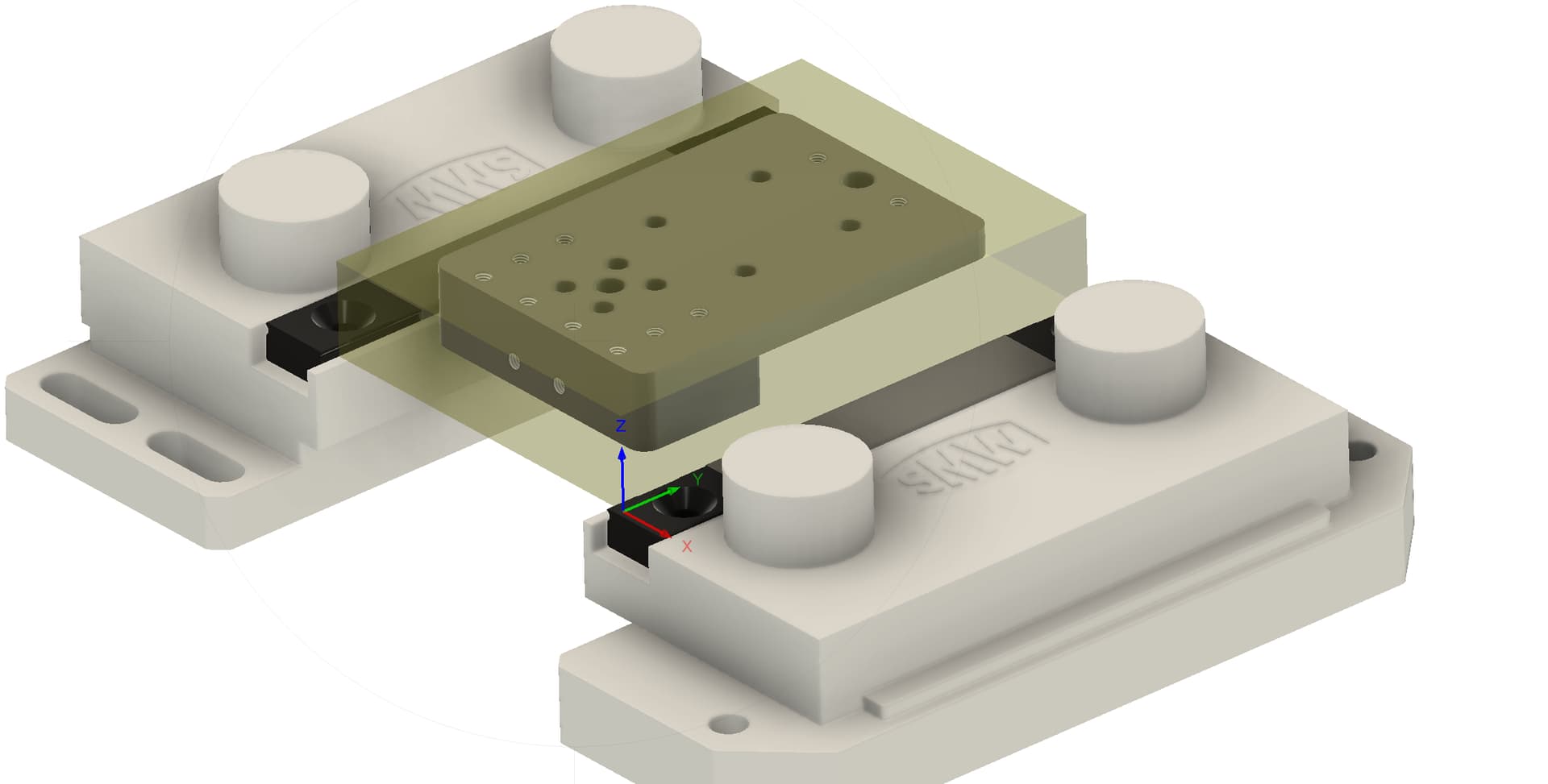
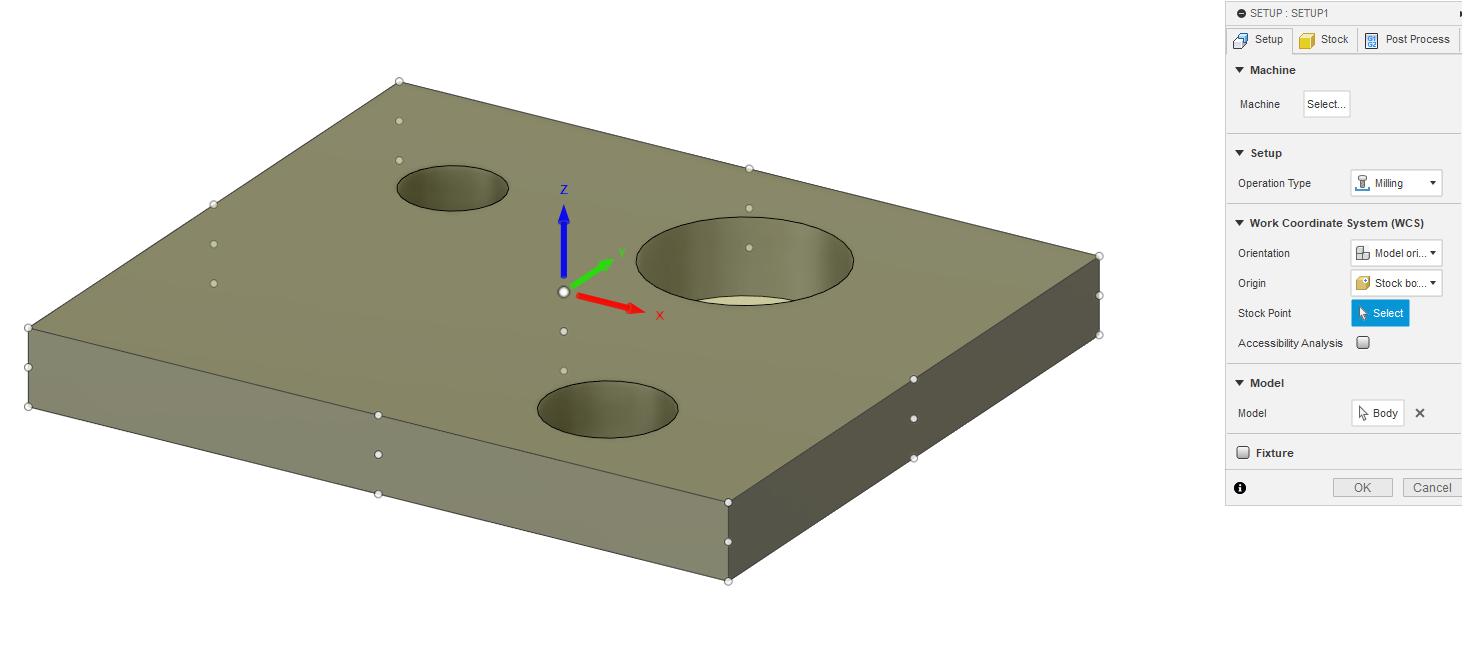
Here’s what I was just working on. The first side:
You can see the orientation of the x, y and z axis for the setup in each picture which matches how I will be loading the stock on my machine. If the first setup, I select the bottom of the object as the z plane and the front edge as the x axis. For the second setup, the opposite (top of the object and corresponding x axis).
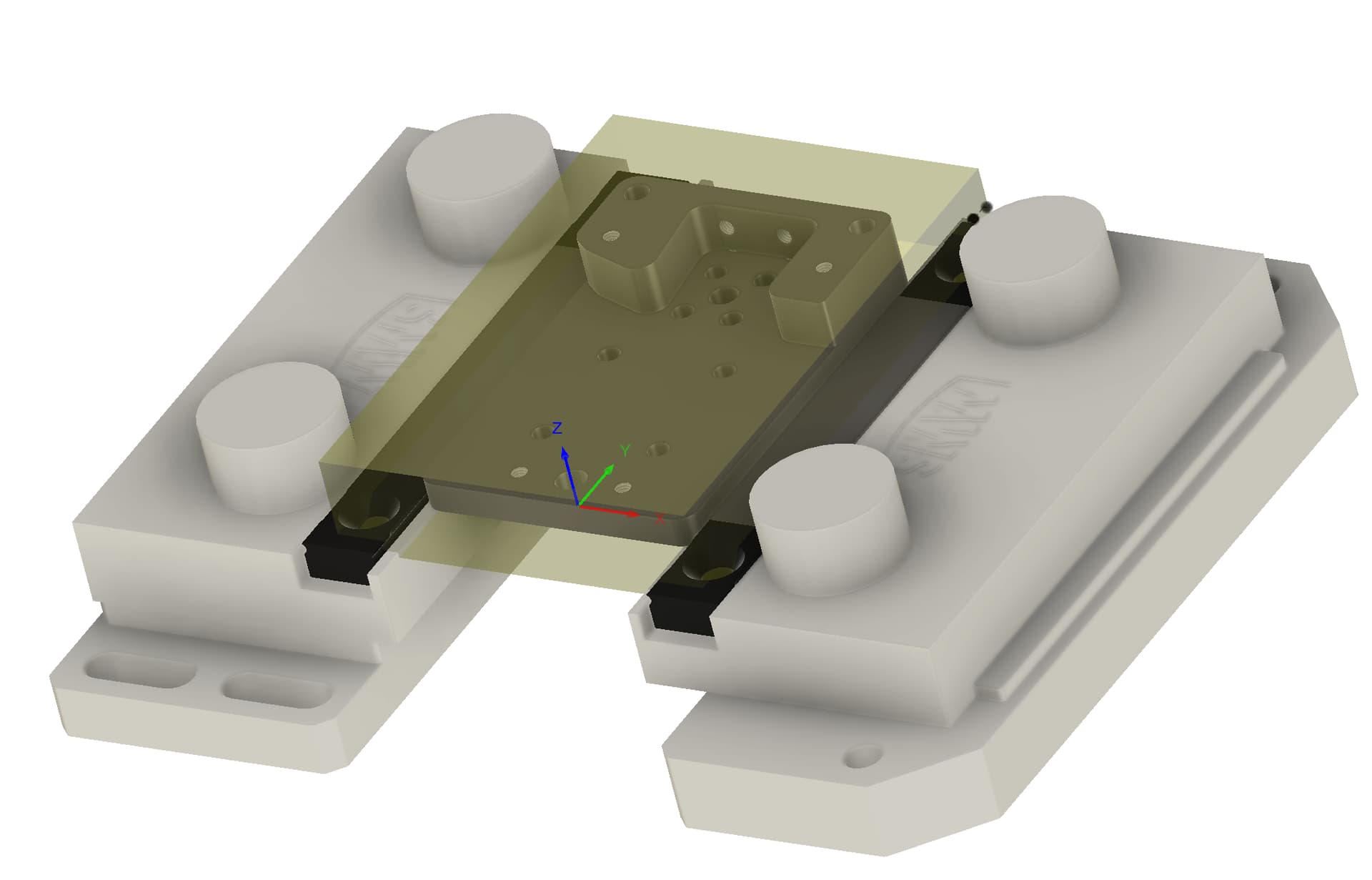
Also, just as an fyi, I highly recommend modelling any fixturing that you’ll be using as fusion is very good about checking for collisions in the simuluation.
You don’t need to flip the model for the changes (though, that will work). The issue was that you had multiple “Tool Orientations” in the same “Setup” as @crpalmer is suggesting.
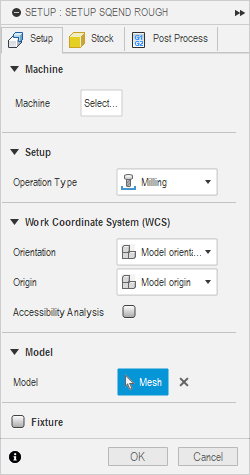
If your setup looks like this: