13* hours of machining to get 24 sets of tabs done. Not sure if it’s possible but I’d love to cut that time in half, at least.
The main optimization seems to be doing rest machining on the “1/16” endmill pocket groove" toolpath. I didn’t buy carbide pro yet, but can buy when needed.
Just wondering if there’s anything else you guys would recommend?
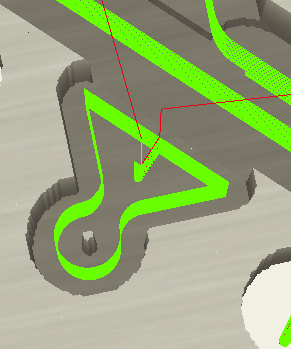
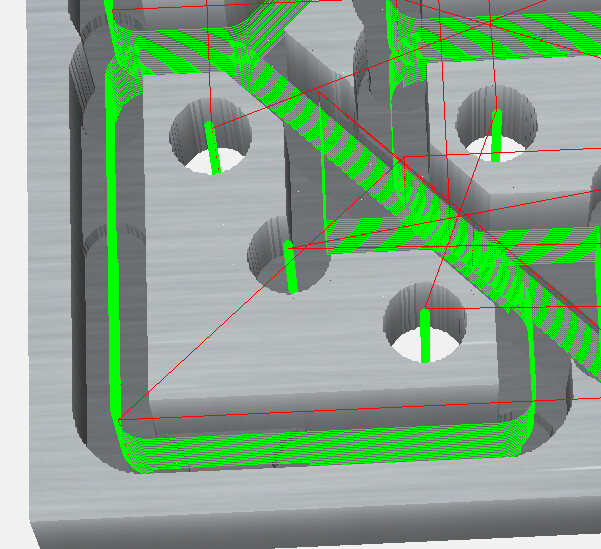
Independent of all that, it appears that there is a toolpath generation bug here. That central pillar should not be there, this is a pocket operation.
It’s not a ‘simulation isn’t high enough quality’ problem, the circular area is about 0.140" across, and the 1/16" bit covers about 0.125" of it going around the perimeter. It’s missing the middle.
What material are you working with? Your first toolpath has only a .010" DOC, I’d try .030". Your second toolpath runs to a depth of .670" but your material is .246" thick.
This is what I need, minus that pesky little pillar.
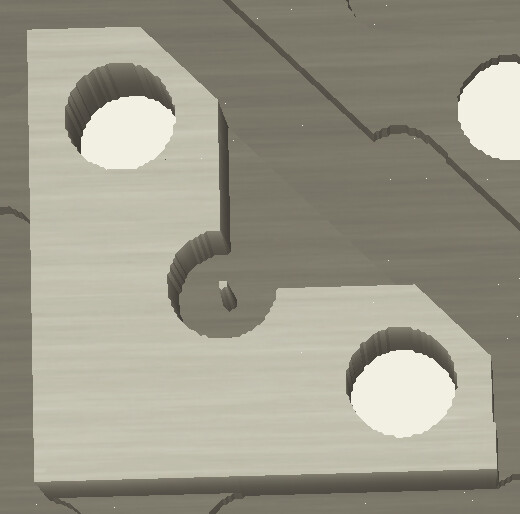
The 2 holes need to be shallow they look too deep.
I’ve had issues with pieces being left behind and the way I fixed it was creating a smaller stepover.
It’s 6061 aluminum. 1/4" approx.
Nice catch!! It was supposed to be 0.067"
I heard that 0.010" is a conservative setting but if I try to go past 0.014" the machine starts sounding unhappy. Maybe it was because it wasn’t trammed though I’ll have to re-test.
Your DOC makes sense knowing your working with aluminum. How about replacing the hole pocketing operation with a drilling operation? Looks like a 3.5MM drill mill may be close to the hole size needed.
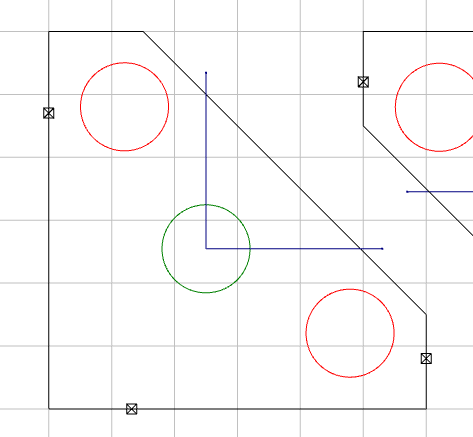
You can machine it all with the 1/8" tool. Just treat that center pocket like 2 features. The hole, and the inset profile. You can also “Hole Mill” the holes using ramping. Feedrates can crank up to 60 IPM for contouring, and about 30IPM for hole milling.
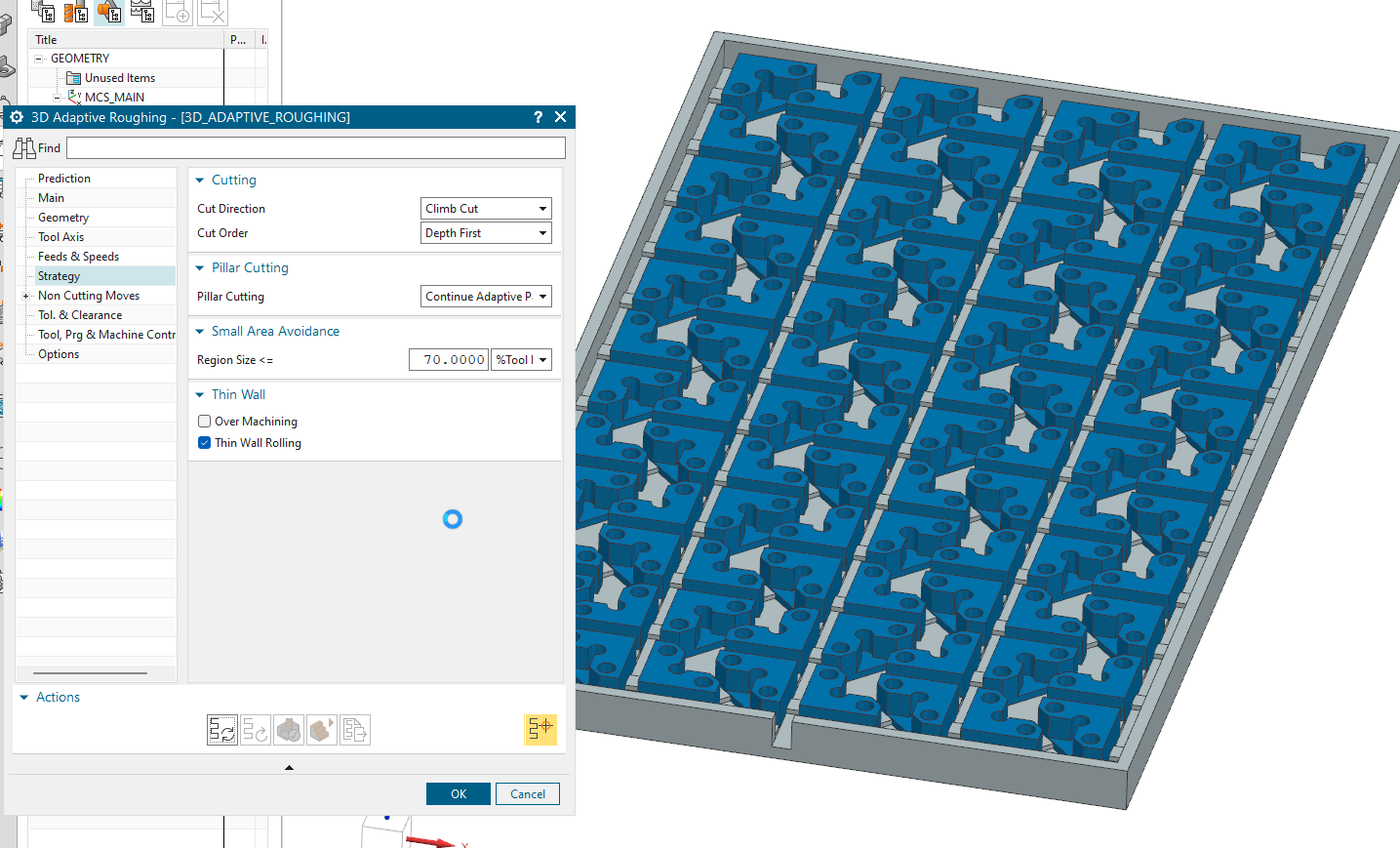
How did you nest them so perfectly and efficiently? Is there some kind of nesting function in carbide create I don’t know about?
Why are the “hole pockets” depth per pass set to 1.000? I think I haven’t understood how holes are milled out all this time. I thought we’re supposed to peck with a smaller depth.
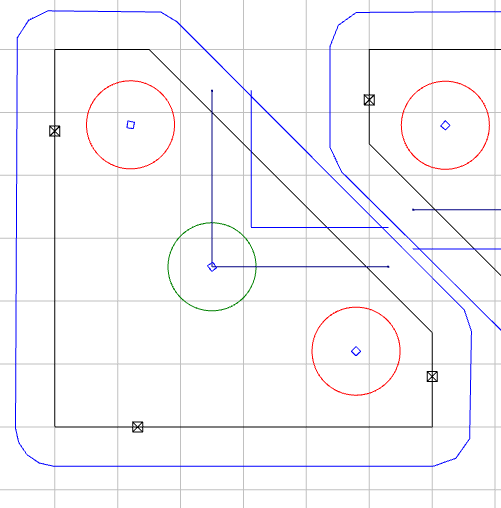
From 13 hours to around 2 hours.
I think you’ve shown there’s levels to this game
Chopping that center bit into 2 pieces was a really smart move.
I’m honestly a shocked you made that much more of an efficient process.
I nested the bottom left four manually. I deleted all but the firt one, copied it, pasted it 3 times, then mirrored or rotated them using even 90 or 180 degrees. Spaced them so there was just a little bit more than 1/8” between them. Then duplicated all 4 using the array function.
I do hole milling by contouring inside the hole at full depth then ramping down to the bottom. The ramp does most of the work. The final planar pass is just a finish/cleanup pass.
Unfortunately it’s a dewalt router so my RPMs are stuck higher than ideal. I’ll drop it 2k RPM and give that a shot. I think it’s 16k rpm at the lowest.
Usually with a 1/8" end mill I’m doing 0.008" depth per pass and 18 feed rate, 18k RPM. That feels pretty slow but stable (result is clean and end mill doesn’t get clogged). Do you have a S3 XXL? I’d like to hear what numbers others are doing on the same machine. Also interested in the numbers the HDZ can do since I’m looking to get a second machine very soon.
I’ll try doing a few different contour passes and see if I can get something working by playing with the numbers. Also I’m printing a chip fan, hopefully that helps. I’ve noticed the air blast struggles to reach certain areas when the pocket gets deep and the angle isn’t right. When it has to rip an area with no air blowing in it the chances of clogging become 100% once it’s deep enough.
When I read the A-Z manual I think it remember there being something about pocketing past the diameter of the tool. My tool is 1/8" and the material is 1/4", is that not going to be a problem? I think I’m maybe supposed to add an offset so I take off some extra material and it’s not a 1/8" pocket anymore, it would give some extra chip clearance. If you look at the first few cuts into the material it’s near perfect. Once it gets deeper the cuts get worse and worse. I think this is maybe a chip clearing issue.
I have an HDM. I cut with a 1/8" O-Flute at 10000-12000 rpm, 30-60 ipm, 0.010 doc.
Pocketing would definitely help. However, pocket paths don’t recognize tabs, so you would have to pocket down just to the top of the tabs. AND… there is a bug in pocket toolpath cutting narrow pockets. It cuts them just like a contour (depth first), so you don’t get the benefit of the stepover to clear chips.
Think about adding mist to your air blast. That helps a lot!
I think your machine is a lot more rigid so you can handle that speed, plus you have access to lower RPMs which helps too. I hear the S3 XXL has some rigidity issues especially towards the center of the bed. I might have to put some focus into trying to fix that in the future. Maybe epoxy granite in the rails and a steel bed or something. Then get my 2.2kw spindle installed so I can get those low RPMs. Sadly I can’t get this done for at least 3-4 months but I’ll just try to optimize what I’ve got the best I can. If it takes 6-10 hours to cut the tabs it’s not the end of the world. I’ll just pass on costs to the clients. Maybe offer a wood option too, since those will cut faster.
What kind of mist would I use? I have the air blower that can mist but I’m scared to ruin the MDF wasteboard.
A lot of guys use alcohol/water (10% alcohol), which evaporates fast, both good for cooling & keeping the table dry.
I’ve been using “Kool Mist”. It comes concentrated so the gallon I have will likely last the rest of my life The mist is so fine it rarely gets on the spoilboard. Unless I forget to point the nozzle up after using it. I have to use my thumbnail, a piece of paper, or look through the mist at something black just to see if it’s on.
If you get a minute, try cutting one of the holes using hole-milling. If that works without gumming up, I can program the pocket with adaptive milling for you.
Damn I just shut down the machine and laptop then came downstairs and read your message. I didn’t test cut any holes but my machine is definitely maxing out at the following numbers:
0.008" depth per pass, 8 plunge, 18 feed
16-18k RPM (no noticeable difference)
I tried multiple variations going more aggressive with the feed rate but the cuts weren’t turning out nice. Even just boosting the feed to 22 started to create problems.
Next I tried taking more shallow cuts and keeping the feed rate high.
Even 0.005" at 40-60 feed is too much for my machine.
0.003" at 45 feed creates a nice, clean result. Maybe the cleanest cut I’ve made yet! The chips aren’t as big but still passable. The issue is it’s just as slow as my usual feeds and speeds haha. I think the machine likes taking more shallow depths of cut, it sounds like it’s in less pain
No worries. I’m playing around with adaptive, if for nothing else my own curiosity. I’ll try it out a 0.025 DOC ( I think we might get away with 0.050), and a 0.003" stepover at 45 IPM. I’ll let you know what kind of time I get.
Always wanted to try adaptive but seemed a bit scary to engage so much of the end mill. At least with a 1/8" end mill it seems like it could break fairly easily.
With a 1/4" I’m curious what the damage to the machine would be. Can the machine actually snap a 1/4" end mill or would it stall the servos and make them skip over and over?
Just a heads up btw, when I was testing before I had a piece fully cut out and held by tabs, then on the next piece it wiped out some of the tabs from the first piece and allowed it to come loose it launched into orbit. just warning ya in case you try to cut some haha
PS - how did you make that 90 degree line to cut out towards the center hole?
I do aluminum on an S3 XXXL (unsupported modification where I joined XXL and XL Y extrusions) with a Z plus. 1/8 inch two flute upcut bit, 0.010 DOC, 10 in/min plunge (but I override this way down), 24 in /min feedrate, 16000 RPM. Contours are a no go unless very shallow. I turn profile contours into a wider pocket to tab depth and then contour the remaining depth. No air, no mist.
Troubles:
I had trouble using a three flute 1/4 inch. Chips glued to the end mill. I dont use that anymore.
Plunging with 1/8 in bit. It was very easy to plunge too fast, losing steps in Z (especially on the standard Z but it can still happen on the Z plus if you push too hard). I slow way down for the plunges.This might be why you sometimes are above the surface (lost steps on a previous plunge tool path).
You will not win any races but can make some nice things with patience.