I’ve been experimenting w/ various bits lately. I’m cutting cast acrylic (.25" nominal) and want it all: Accuracy (including sizes and square in all dimensions), and a nice finish.
I prefer a .125" bit w/ a .25" shank. The .125" bit creates less waste and the larger shank is quieter and a little more sturdy.
Everything I read says I should be using a .125" single o-flute bit. But I’ve tried a couple of them now (both Onsrud, slightly different versions but both “approved” for cutting acrylic by Onsrud) and find the bits seem to deflect enough that I’m not getting square cuts on the z-axis. So holes are smaller at the top of my piece, versus the bottom. And the finish is terrible.
Comparisons are .125" two-flute bits for woodworking (both Whiteside and CMT which I believe is a Freud brand).
I’d love to find a two o-flute but haven’t found one at a reasonable price yet, I think Amana makes them and I will probably just pony-up the $35 for one to try it.
The Whiteside provides the nicest finish but there is an interesting tiny bit of deflection happening at 12 o’clock on my holes that doesn’t occur with the other bits. I could probably reduce plunge speed but don’t want to slow down the machining any more.
I just find it all pretty darn fascinating. So much to learn, it gets frustrating but just about when I’m ready to throw my hands up, something tosses me a bone and I get to the next step.
I’m running parameters from the Shapeoko feeds and speeds charts.
They’re slower (maybe half the IPM) of those suggested by Onsrud. I’ve tried clean-up passes of .01 and .005".
It seems like running faster would only make matters worse, but I’ll be the first to admit that I could be way-off on that assumption.
Any thoughts? Have you used the Onsrud single o-flute bits for acrylic and had good results?
FWIW, I’m only talking .001" or so of deflection over .25" of thickness, but I’m trying to make precision parts out of acrylic. And seeing as these bits are also suggested for aluminum quite frequently, I’d be surprised the same sort of deflection wouldn’t occur (although feed rates are much lower I think, I’ve never used aluminum).
I’d suggest trying the suggested DOC and feeds, and see what you see. There are a lot of things that -could- be going on. Example: Acrylic expands and contracts with temperature quite a bit. If you’re getting a little rubbing as you get deeper in the part, those upper parts of the cut will expand, and get recut a little…it will eventually cool down, and the bottom of the cut will be a little bigger than the top. .001" worth? Maybe?
I’m not the best source of data here, this is me just thinking it through.
Post the data, and I’ll run it through gwizard and see what it says. You can manipulate the feed rate by slowing the spindle…assuming your spindle can go slow enough. I think max feed is well above 150IPM
Tool diameter, # of flutes, material, stickout (how far out of the collet the mill sticks), and if you have it, the surface speed specified for the tool, and the chipload (inches per tooth)
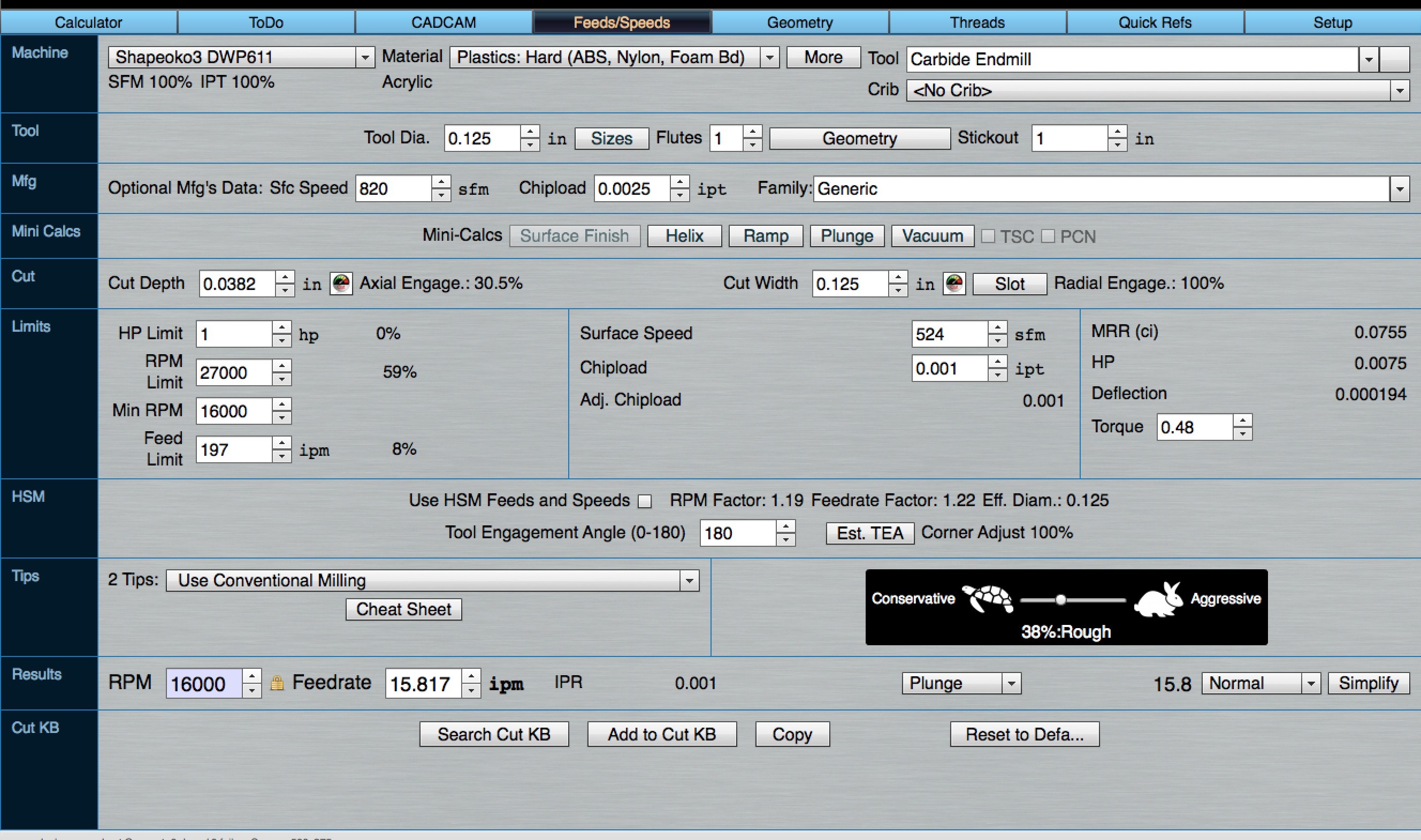
Says: 16k rpm (1 on the dial), .0382 in depth of cut. 15.8 IPM feed for roughing. Plunge 9 IPM. Set for “fine finish”, shows 1.113 IPM feed rate. That seems -really- slow to me. A “Finish” cut would be 9 IPM. Not real fast, but not totally silly.
The tool suggests using conventional milling, and a TiAlN coating.
Only shows .00011 inches of deflection at the “finish” feed rate, so that’s pretty minimal.
The machine is only accurate within a few thousandths, so you might just be asking for too much from the machine at .001" not being close enough top to bottom.
I haven’t had a chance to try this yet but for the sake of science, could you change that to a 2-flute (keep everything else the same) and tell me how it adjusts the feeds and speeds based on that change?
Please note that to get this level of precision one often has to tweak a bunch of things:
you need extraordinarily rigid workholding — get the aluminum bed if possible, use metal clamps, pair with an adhesive if not fully clearing pockets
you may need to hand-code paths for direction of approach — always move the machine to one corner before letting it move to the cutting area so that the approach is consistent so as to minimize the effect of backlash
you may need to lie about the endmill diameter for certain paths
I’ve very curious about the G-Wizard #'s Mike is posting because they’re very slow compared to what Onsrud suggests.
I’m just sort of curious what would happen if a 2nd flute was added. Also very curious about the differences in G-Wizard suggestions based on different finish levels.
I have made some recent progress in improving my finish, I’ll post my findings when I have more time.
Still those single-flute bits just are not my favorite.
With the “aggressive” setting, there is a deflection warning. I wouldn’t run it this way.
There are a bunch of different ways to go about this. If you turn down the depth of cut, you can increase the feed rate, and/or increase the spindle speed.
That is super helpful, thanks Mike. It took me a second to see the tortoise/hare slider, I couldn’t figure out why it was telling us 80-IPM and then later 2.25-IPM.
For me, I have discovered I get a mucho better finish if I don’t do any conventional milling, a final pass running as a climb provides a much better finish than a final pass conventional.
So is G-Wizard suggesting a conventional cut or is that something you the user has to specify?
An Onsrud document said conventional milling tends to work best with 1/2" bits, but smaller bits need to be tested to see which way they provide a better cut. I then later found a document from TAP Plastics that suggest if you have a CNC router w/ little backlash, to stick to climbing.
Thank you for all your help, I might do the trial of G-Wizard it looks like it can be very helpful.
It’s recommending conventional, and the TiAlN coating, that’s not something you select. It’s a little bit of an odd way to present it, but that’s the way the tool works. I haven’t had g-wizard steer me wrong, but honestly these answers seem a little weird to me. Maybe they are right. The g-wizard numbers are usually at least a pretty good place to start. I haven’t tried acrylic on the SO3. The F&S from the Carbide table are pretty safe bets for a “generic” 2 flute mill, so I would generally believe them. Maybe someone else has something to add?