To make this a bit easier to understand I ran off some quick images for this. These assume that you have true “ball” ends but here’s what the remaining material looks like on you 0.889mm with a 0.30mm stepover.

Here’s that same picture next to your 0.508mm at 0.10mm stepover.

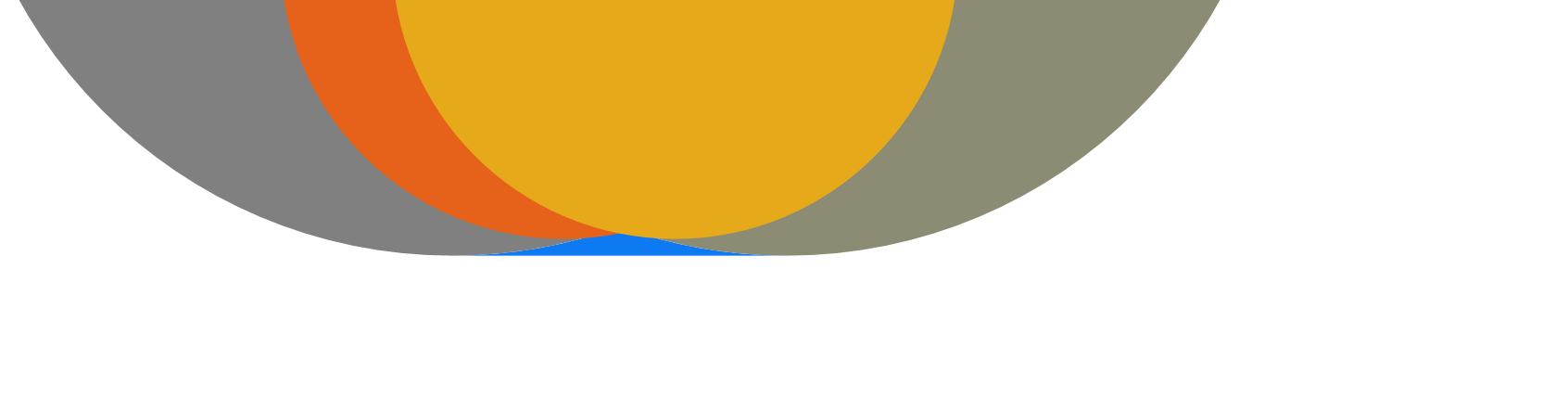
And here we’re adding the 0.889mm at a 0.09mm stepover along with the remaining materials stacked on top of each other.
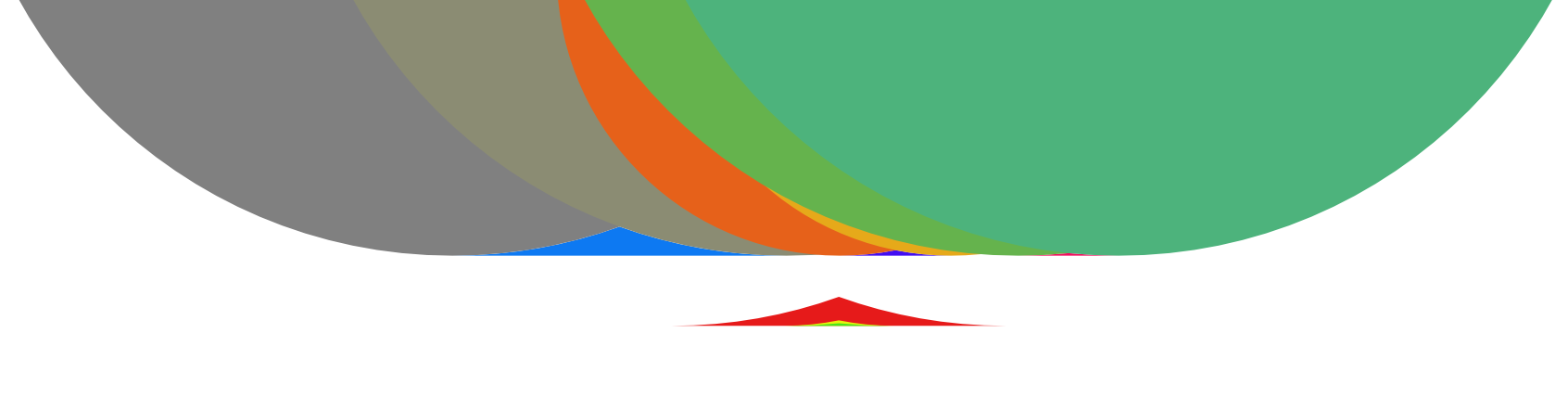
Finally, here’s 0.889mm at 0.30mm, and the 0.508mm at 0.10mm. But assuming that you’re 0.015mm higher from you’re original zero.
So, there’s a couple things to take away from this.
- First, assuming that 0.015mm number is accurate you can't really do anything with a 2nd finishing tool reliably. So I'd throw that out.
- Second, unless you need the smaller tool to reach into something, you could get a smoother surface just running the 0.889mm at the 10% stepover. If you were trying to clean up curves you could run it a 2nd time with an offset angle keeping the same zero.
In terms of breaking tools it depends on how the software handles it. But most times where you get into trouble is where the the finishing tool can reach into somewhere that’s completely untouched by the previous tool. If it tries to use the same settings as the rest of the finish it will slam full depth into uncut material. That will be a radical increase in cutting forces. Some software will see this and let you take multiple passes at the previously untouched area. I don’t know CCs method for this.
Yes, all of your finishing need to be the same bit using your allowance to actually cut. At this level you can’t reasonably get a second bit to cut at a “same enough” Z (again assuming the 0.015mm number is correct). Keep in mind though that as you will functionally be increasing your stepover (at some points) and pass depth for the 0.889mm tool you may need to adjust your feed/chipload.
There’s another option here if the software will allow it. You could do 2 roughing passes with the 1.65mm and 0.889mm bits. Have the same allowance on both with enough to cover the 0.015mm plus some for an actual chip. Then do a single finishing with the 0.508mm tool. This would let you remove at least a similar amount of bulk material with each tool while leaving enough margin to allow the 0.508mm tool to finish properly. However, this won’t do much with the angle offset, and will still be a bit harder for the 0.508mm tool than if it was cleaning up at the same Z. This will make it a lot easier for the 0.889mm tool. Although, if the 0.889mm tool isn’t having issues cutting without the rough from the 1.65mm, the 1.65mm is just a waste of time.